某2500t/d生產線燒成系統調試過程中存在的問題及處理
2014-04-26 08:15:38丁長軍陳猛尹日新葛健
四川水泥 2014年3期
丁長軍 陳猛 尹日新 葛健
(淮北礦業相山水泥有限責任公司,安徽淮北235000)
廣西JX水泥公司投資建設的2500t/d熟料生產線于2009年開工,2013年3月點火生產。由于某些原因,該廠在調試期間一直沒有達產達標,遂邀請筆者等一行4人前往進行技術指導,通過各方的努力,使該生產線基本達標達產。現將該廠的基本情況介紹如下,并對在試生產前后存在的主要問題及處理方法等作一總結。
1 2500t/d新型干法窯主要設備的技術參數
該水泥公司2500t/d生產線,回轉窯規格Ф4 ×60m,采用5級預熱器,煤磨用風采用窯頭取風,生料立磨從窯尾取風。該生產線主機設備如表1。
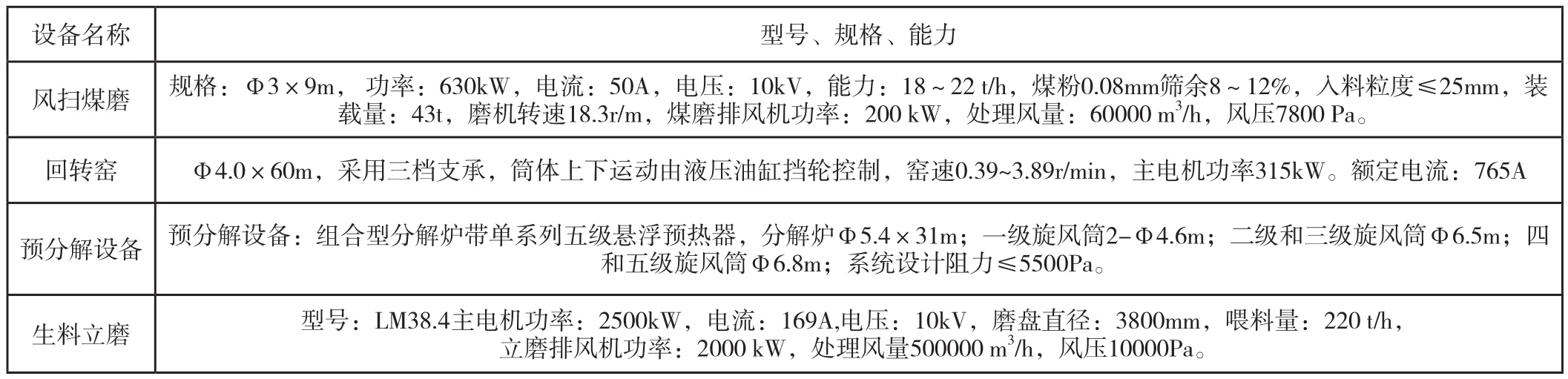
表1 主機設備技術參數

表2 原煤工業分析
2 該廠工藝設備設置的總體特點
(1)系統設備配置與其他同類型生產線相比偏大(見表3、表4)。
(2)回轉窯斜度4.5%(見表5)。

表3 風機參數對比

表5 窯的斜度對應的填充率
雖然較大的斜度為物料的急燒急冷創造條件,當窯內出現大球或者大塊窯皮時,可以加快出窯的速度,有利于減少它們對窯襯及正常窯皮的翻砸。但也要處理好因為斜率大,物料填充率低對物料生成熟料礦物晶格和晶體生長所需要的高溫條件和物料在窯內的停留時間的矛盾關系的影響,因為在一定燒成條件下,需要一定的停留時間,斜率大就必然使物料在窯內的停留時間縮短,為達到燒成目的,就意味著窯速不能過高,進而影響窯內傳熱的速率和效率,物料的受熱均勻性也受到影響,有可能會使產量下降,而事與愿違。這種情況原南京院的梁鎰華在《新型干法回轉窯的設計與增產節能》一文中有一定的論述。根據已有的統計資料顯示,一般要求物料在窯內停留時間應滿足19min的最低要求,并給出了不同參數類型的窯計算物料在窯內時間及窯內填充率的簡易方法,其中廣西JX公司窯的各參數計算見表6。

表6 JX公司窯計算參數
其中物料在窯內停留時間t=67.65/n,物料在窯內的填充率θ=0.180·G/n,從上述計算結果可以看出,其理論所能達到的最高產量為3000t/d,所能要求的最高窯速為3.6,超過這個窯速必然要使物料在窯內的停留時間少于統計所需要的最低時間19min,而使燒成效果達不到要求,這也意味著廣西JX水泥公司4.5%斜度的窯,在高產量時不能超過3.6 r/min要求。但也有資料介紹物料在熱工制度穩定,料層在窯內受熱均勻,物料在燒成帶所需的停留時間較短,一般需要10~25min即可,實際上如果適當的延長高溫帶也相應的延長了物料在窯內的停留時間,在此基礎上也可適當提高窯速,為物料均勻受熱和提產創造了條件,這也意味著4.5%斜度的窯實際能夠達到的轉速可能更高,但抵御溫度變化的能力低,容易導致竄料,因而要求燒成制度更加穩定;斜度大的窯,窯襯向下的分力大,擋磚圈的承受力大,因而要求擋磚圈的質量牢固,又要求磚的砌筑質量要高,能形成磚的自身拱力。因此,4.5%斜度的窯,不僅對窯速有影響,可能對窯的產量,能耗以及安全運轉有著更直接的影響。
3 調試前存在的問題
3.1 系統工藝設備問題
(1)生料磨清洗列片式冷卻器密封損壞,造成油箱進水,同時冷卻水進油內流入循環水池,影響設備的安全使用,造成生料磨停機處理,因無生料造成停窯。
(2)某日生料磨停磨調整系統閥門,旁路全開,入磨熱風閥門全關時,窯系統出現正壓現象,窯被迫止料,檢查發現旁路閥門連桿銷子脫落,雖然中控顯示全開,但實際沒開,造成系統停機。
(3)投料后,高溫風機慢轉電機未完全脫開,停窯處理,造成停機。
(4)原、燃材料沒有均化系統,生料及煤的成分難以穩定。生料系統采用四組份配料,其中粘土水份較大,經常堵料,造成生料庫位較低,生料成分波動較大,
(5)生料系統石灰石皮帶稱減速機壞,造成停機較長,生料庫位較低,窯系統止料。
3.2 窯投料量偏低
產量徘徊在150t/h,Cl出口溫度偏高在370℃左右,窯況波動較大,二次風溫偏低在800℃左右,窯頭火焰黑火頭偏長,窯電流偏低在300A左右,窯轉速一直比較低,結粒時大時小,窯溫低時窯前飛砂較大,窯溫高時,出窯熟料結粒較大,系統煅燒極不穩定,實際喂料量只有130~150 t/h,遠遠達不到設計指標要求。
3.3 篦冷機篦縫堵塞
前端固定篦板的兩臺風機出口壓力分別為6.5kPa、3.8kPa,篦板左右兩側風壓偏差較大,篦冷機前端易堆雪人,特別是掉窯皮時更容易堆雪人,嚴重時篦床也壓住。篦冷機不能厚料層操作,提高篦冷機料層厚度,篦冷機一、二段電機電流就會超流報警,有可能是因為一、二段的傳動電機設計偏小(45kW),可以更換兩臺較大的電機來穩定料層厚度。
3.4 分解爐易塌料
塌料時,分解爐出口負壓波動大,出口溫度波動也大,分解爐出口負壓在-400Pa左右,一級出口負壓也較低在-3800Pa左右。很難將物料托起,易塌料。
4 原因分析及采取的措施
4.1 設備故障的預防及處理
加強對系統設備的檢查,維護,做好易損部件的備品管理。一方面提高設備故障的處置效率;另一方面避免設備出現管理不到位造成的非正常停機,減少停機時間提高設備的運轉率。
4.2 操作方面的問題及處理
(1)一次風機風壓偏低,在28kPa左右,風煤混合差,不容易燃燒,再加入窯二次風溫較低,煤粉燃燒慢,黑火頭偏長,火焰不集中,不僅容易出現后結圈,而且由于窯前溫度低,影響熟料的煅燒,對此我們一方面適當控制篦冷機篦速,提高料層厚度,適當降低篦冷機用風量,進一步提高入窯二次風溫,另一方面提高一次風機轉速,將一次風壓控制在30kPa以上,并適當增加旋流風閥門開度,以提高窯內煤粉的燃燒速度,縮短火焰長度,火焰高溫部分集中,火焰燃燒活潑有力,煤粉燃燒充分,保證窯內合理的溫度分布,滿足窯內煅燒的要求。
(2) 操作問題。操作員調整較頻繁,特別是加減頭煤頻繁,加減量比較大,頭煤波動在4.0~6.0 t/h,造成窯內熱工波動較大,結料不均勻,窯內溫度及二次風溫很難穩定,窯速較低,平均窯速在3.0左右,影響了產量的進一步提高。操作人員認為窯前發亮就應減煤,變暗就加煤,認為窯速提得快容易竄料,所以不敢提窯速。這種操作習慣一方面是預分解窯的特點沒有抓住,對物料化學反應的熱能變化不夠清晰,另一方面也與窯的斜率比較大有關。通常認為窯內熟料形成熱基本是一個負值,因而窯內燃料放熱只要維持熟料礦物生成的晶格形成和晶體生長所需的高溫條件就行了,也就是說受物料變化影響的程度比分解爐的影響要小。因而相對來說窯頭用煤要比分解爐用煤穩定得多。在其它工藝條件變化不大的情況下可以說窯頭用煤是幾乎不需要調整,最明顯的例子比如預熱器的小幅度塌料,窯內窯皮的少量掉落,基本上是不需要調整頭煤的,只有碰到大幅度塌料和大量掉窯皮時系統熱工制度遭到大幅破壞時才需要調整頭煤,同時必須結合其他操作手段才能扭轉系統不良狀況。所以說那種看到窯內顏色的變化來調整頭煤量的做法其實是破壞窯的熱工條件,必然引起窯內燒成狀況的波動,不是一會窯溫燒高了,容易堆雪人,就是一會窯溫燒低了,操作條件變差,易跑生,使實際出窯熟料質量波動較大,熱耗增加,窯產能也很難提上去。就如操作員自己說的提高窯速容易跑生,除了因為窯的斜度大有關,主要與操作員這種調節頭煤用量的做法有很大關系。謝克平在《水泥新型干法中控室操作手冊》上就對幾種調節窯頭用煤的不當操作作了說明,類似的情況應引以為戒。
一般調整窯頭用煤的主要根據是入窯生料的分解率、熟料立升重和fCaO以及窯頭尾溫度的變化,除了入窯分解率可以直接調整窯頭用煤外,其它都需要權衡系統內熱工狀態,來確認是否需要調整窯頭用煤量。
因此,結合操作現狀我們提出了適當增加窯頭用煤,穩定窯頭用煤量,保證燒成溫度,將窯電流控制在400~500A,結合分解爐分解率高達97%,應適當調整分解爐出口溫度(視分解率而定),將分解率控制在93%左右,確保煅燒穩定,提高窯的快轉率,為進一步提產打好基礎。
(3)生料采用四組份配料,經常堵料,處理困難較大,再者由于生料庫位較底,均化庫底下料不穩,中心倉料位控制不穩定,造成喂料量波動較大,波動在20t左右,尾煤稱跟蹤較慢,導致分解爐溫度波動較大,系統難以穩定,客觀上導致窯投料量偏低的一個原因。對此,新建一堆棚,儲存一定量的粘土,進行自然干燥,減少入磨粘土水份,另一方面將密封閥改為單重錘閥,減少堵塞幾率及堵塞處理的難度。同時操作員要總結來料變化與尾煤用煤變化的規律,提高操作跟蹤的及時性,避免尾溫的大幅度波動。
4.3 篦冷機的堵塞問題及處理
在停窯時我們對篦冷機進行了檢查,發現前端5排固定篦床篦縫堵塞較為厲害;同時固定篦板的安裝傾斜角度較大,一段固定篦板兩臺冷卻風機出口各引一個風管吹向固定梁,兩臺風機電流較高。結合窯內煅燒狀況,我們分析篦冷機篦縫堵塞,及篦板左右兩側風壓偏差較大的根本原因在于有細顆粒,出口風壓低。技改之后通過前端5排固定篦板的通風量減少,風壓降低,在工作時兩臺風機風壓最高的一臺也只有6.8kPa,從而給小顆粒堵塞創造了條件,另一方面,由于篦冷機設計偏大,固定篦板安裝角度偏大,篦床較寬,在產量低時出窯熟料難以均勻分布在篦板上,造成篦板用風短路,特別是熟料結料不均勻時,大小顆粒的分散,較細的顆粒對于其通風阻力較大,通過其下篦縫的風量大幅降低,其通風產生的壓力無法將顆粒物料從篦縫中吹走,從而造成了篦縫堵塞。物料分布的不均勻,堵塞部位堵塞量的多少,也造成了固定篦板冷卻風機出口篦下風壓的不一至。 對此現象除了在停窯時進行篦縫清理外,我們也建議一方面要調整生產參數,盡量將窯產量提上來,以克服物料難以均勻分布的影響;另一方面要對固定篦板風機重新進行改造,拆除固定梁的兩分支管道,我們認為風機電流高是因為窯產量低,篦上料層薄,再者因為物料分布不均,造成風機實際處理風量過大。為避免電流過高,可以根據產量適當降低頻率,這樣即可以省電,又保證熟料急冷,還不易堆雪人,保證用風合理。
對于篦冷機堆雪人,我們認為除了因篦縫堵塞,固定篦板設計安裝不合理,料層分布不均勻造成通風短路,局部風壓不足以及一段固定篦板冷卻風機出口各引一個風管吹固定梁,風壓不足,風量不足,造成冷不下來,吹不走,料層薄窯皮落下很難走動外,還與操作不當有關系,如窯頭噴煤量大時,出窯熟料溫度高呈軟化黏結狀態,在窯頭用煤量少時飛砂現象嚴重,物料結粒細小,篦冷機篦下氣體壓力升高,造成通風量減少,以及窯況轉換時形成的粘散料,這些都容易造成篦冷機堆雪人,特別是這種操作上導致的熱工制度不穩定,窯皮頻繁脫落,掉窯皮時盲板阻力增大,風容易短路,窯皮很難走動,造成堆雪人。對于以上情況除了要合理篦下布風,滿足風量風壓要求,如穩定窯頭用煤,操作上勤觀察,多思考,提高預見性,如生料入窯變化量,對分解爐溫度的影響,會影響到出窯熟料的溫度及結粒大小,進而影響篦冷機的工況,要適時小調整,避免大波動,穩定窯的熱工制度,保證窯的安全運轉。
4.4 分解爐易塌料問題及處理
(1) 該分解爐從四級來料分兩路進入分解爐,一路(35%)進入分解爐下部旋流室,另一路從分解爐的上縮口上部進入,煤粉也分兩路入爐,一路從三次風進入旋流室的接口部分喂入(在下料點的前面),另一路從爐的對面喂入,其比例各占50%。三次風切向進入分解旋流室。在實際生產中由于投料量偏低,窯尾拉風不是太大,分解爐出口負壓在-400Pa左右,一級出口負壓也較低在-3800Pa左右。經分析認為:一方面投料量低氣料相對較大,低投料量的拉風風量在系統管道通風斷面所能達到的風速相比較低,由于風速較弱很難將物料托起,易塌料。對此我們采取一定的措施,盡快將產量提上來,以保證系統的通風要求。
(2)檢查預熱器各撒料箱,各級撒料箱基本正常,分解爐下部撒料箱偏小,且離旋流室頂部較近,物料分散效果不好,容易造成分解爐塌料,且換熱效率偏低。因而我們建議在可能的情況下對分解爐撒料箱進行調整更換,以提高物料分散的能力。減少系統塌料。
(3)窯內窯襯問題分析,因投料時窯內溫度較低,煙室溫度只有800℃,分解爐出口也只有700多℃,物料預燒差,導致掛的窯皮疏松,不牢固,容易脫落。為保8.5米處耐火磚,故將旋流風端面調至與煤管端部平齊。并根據燒成情況和火焰形狀,重新定位噴煤管,根據煤粉燃燒的狀況,合理調整噴煤管軸流風和旋流風閥門開度,調整好噴煤管的內外風量和風壓。保證形成良好的火焰形狀,避免火焰掃窯皮,并確保窯前形成穩定的熱工流場,滿足窯內煅燒的要求。也就是說即不能形成低溫長焰火焰,導致窯內燒成溫度不足,也不能使火焰過短甚至火焰變形,而沖刷窯皮;不能使煤管過低造成火焰卷入料中,影響熟料煅燒質量,也不能使煤管過高,而造成窯皮損傷,窯皮變薄。總之是要兼顧窯內熟料煅燒和窯皮情況進行噴煤管的調整。
4.5 窯內頻繁結圈問題及處理
(1)窯頭燃燒器一次風速偏低,一次風壓只有28kPa,與同類型相比風壓偏低,導致噴煤嘴出口風速偏低,火力強度不足,風煤混合不好。火焰黑火頭較長,煤粉燃燒慢,再加上煤管定位在窯內太多,導致火焰在窯內拉長,物料預燒性較好,比較容易提前出現液相,再者煤粉燃燒效果差,窯內容易出現還原氣氛和煤灰不均勻沉降而長厚窯皮。
(2)粘土配料時,因粘土濕而影響正常下料。導致入磨物料配比和實際設定值不一致,造成堵塞前后出磨生料波動較大,入窯生料易燒性發生變化,以及分解爐頻繁塌料的出現,導致液相不均勻及出現的位置變動較大,也在一定程度上導致了結圈現象的存在。
(3)熱工制度不穩定,如上文所述,窯頭用煤波動大,燒成溫度忽高忽低,熱工制度不穩定,也容易導致窯結圈。
根據以上分析我們采取了提高一次風機壓力,減少堵料現象,以及從穩定窯的熱工制度等方面著手對影響結圈的因素進行了逐項調整。
5 調試效果(見表7)

表7 調整前后系統產量及系統參數對比
6 結束語
本次調試通過與廠方進行溝通、協商,統一了操作思想與操作認識:首先穩定窯的熱工制度,加強窯前煅燒,在窯的斜率較大,生料供應不暢的情況下取得了較好的效果,同時對窯系統煅燒操作有了一個明確的操作指導思想;其次,在調試中也發現即使生料易燒性比較好的情況下,該窯由于斜度較大,給系統操作帶來了一定的不利影響,系統提產較為困難。最后通過調整優化系統參數獲得了較為理想的結果。此外,雖然系統整體設備選型設計比較大,為系統提產留有一定空間,但也存在窯尾排風機選型相對過小,當窯投料量達到180t/h時,在系統通風合理的情況下,高溫風機轉速只提到35Hz,,窯尾排風機就已經拉到滿負荷狀態,運轉頻率在49Hz,該現象的存在必然會使窯尾排風機成為系統提產的瓶頸,應當在以后的設備管理中引起重視。
