基于TRIZ理論的FT651葉片垂直分片機分片刀驅動系統改造
2014-04-27 08:42:20河南中煙工業有限責任公司安陽卷煙廠孟瑾中國煙草總公司職工進修學院王德吉
科技創新與品牌 2014年12期
文/河南中煙工業有限責任公司安陽卷煙廠 孟瑾中國煙草總公司職工進修學院 王德吉
1 前言
葉片垂直分片機是煙草行業制絲生產線葉片段的關鍵設備,位于真空回潮機的前段,功能是將經過打葉復烤、醇化、拆包后的煙垛逐刀均切成片,以利于后道工序的處理[1]。
FT651葉片垂直分片機采用“兩刀五片”分片模式,雙聯氣缸帶動橫移動架左右移動,實現刀尖的定位;電機通過傳動鏈帶動縱移動架上下運動,完成分切,實現分片功能[2]。經調查,在生產過程中,經常出現煙垛切分不均勻,造成切分后煙塊的大塊率過高、影響真空回潮效果的現象;同時,刀柄固定部位和分片刀移動架產生嚴重變形,每年需更換兩組刀片。為此,我們以TRIZ 創新理論為指導,探索解決垂直分片機煙垛切分不均勻及移動架產生變形問題的方法。
2 TRIZ 理論的應用
TRIZ理論以辯證法、系統論和認識論為哲學指導,以自然科學、系統科學和思維科學的研究成果為根基和支柱,以技術系統進化法則為理論基礎,包括了技術系統和技術過程、(技術系統進化過程中產生的)矛盾、(解決矛盾所用的)資源、(技術系統的進化方向)理想化等基本概念[3]。圖1所示為TRIZ理論基本體系結構,提供了分析工程問題所需的方法,包括矛盾分析、功能分析、資源分析和物場分析等,同時還提供了相應的問題求解工具,包括技術矛盾創新原理、物理矛盾分離原理、科學原理知識庫和發明問題標準解法等[4]。TRIZ理論針對復雜問題的求解提供了發明問題解決算法(ARIZ),同時TRIZ理論還包括了一些創新思維的方法,例如九屏幕法、智能小人法、金魚法等等。
TRIZ理論的核心是技術系統進化原理:技術系統根據客觀發展規律進行自我發展,這些客觀規律是可以被認識的,并可利用這一客觀規律有意識的解決發明問題。按這一原理,技術系統一直處于進化之中,解決沖突是進化的推動力[5]。其求解過程如圖2所示:

圖2 TRIZ解決問題的過程
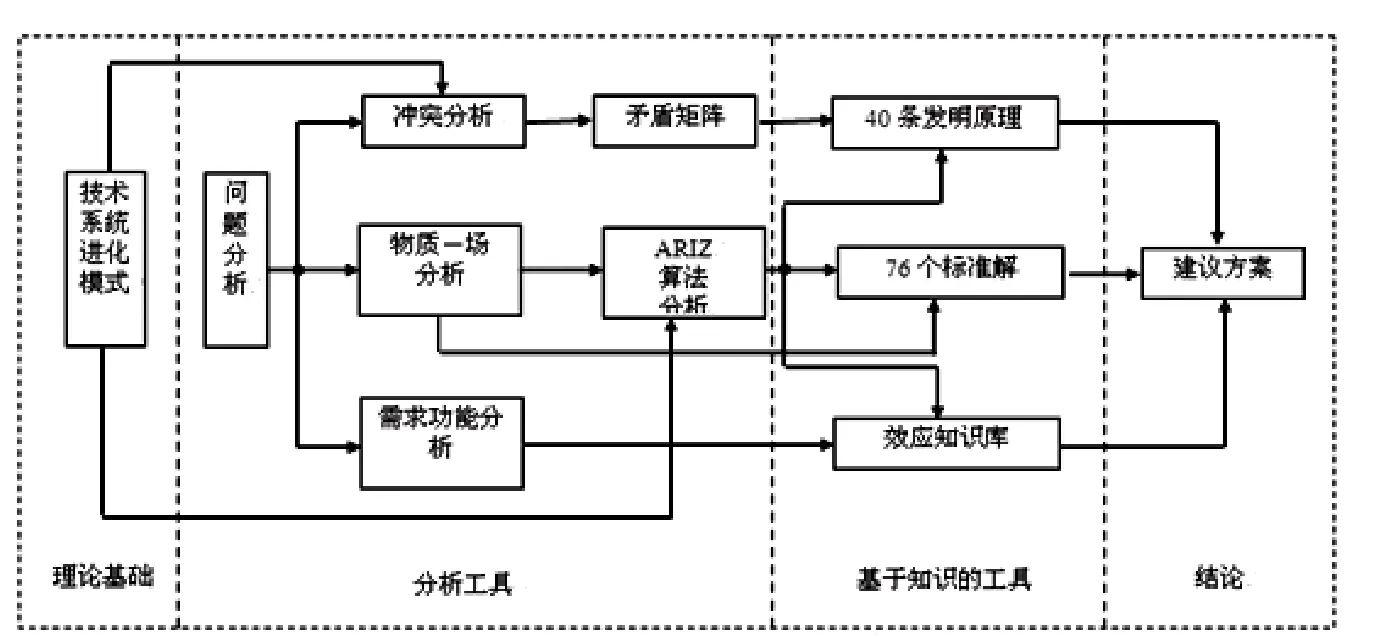
圖1 TRIZ理論基本體系結構
從TRIZ解決問題的過程可以看出,TRIZ的求解過程是基于標準問題的標準解,可以用39個工程參數將實際遇到的問題表達成為標準問題所描述的矛盾解決矩陣,然后利用TRIZ中的工具,如發明原理、標準解等,求出該TRIZ問題的標準解,最后在標準解的基礎上,將其具體化得到實際問題的新原理解(新概念)[6]。
3 基于TRIZ理論的FT651葉片垂直分片機分片刀驅動系統改造
3.1 設備現狀及問題
FT651葉片垂直分片機工作流程為:當裝有待分片煙垛的周轉箱到達分切位置定位后,夾緊裝置夾緊周轉箱;縱移動架下行令位于左右相距約425mm的兩排切刀插入煙垛;隨后汽缸動作,分切裝置的兩排切刀把切開的煙片分開一定距離,縱移動架和切刀上行回位;在汽缸的作用下,兩排切刀移動到相距145mm的位置后再次下行,切刀插入位于周轉箱中間的未分片的煙垛內將煙垛分片,最終整個煙垛被分成五部分,之后縱移動架和切刀上行回位[7]。
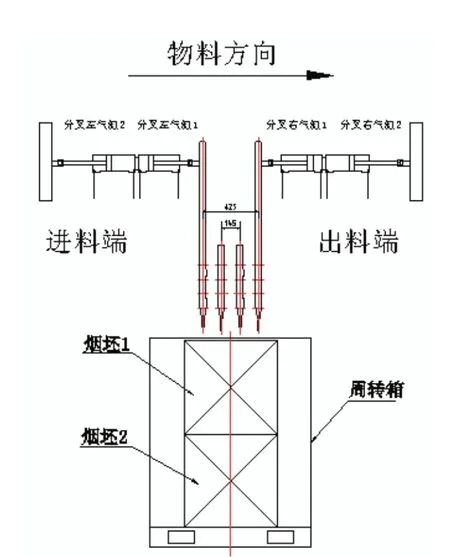
圖3 改造前分切刀驅動系統示意圖
如圖3所示,由于分片刀驅動系統中用于控制分片刀位置的雙聯氣缸行程不可調整,因此分片刀刀距不可調整。進行第二刀分片時,雙聯氣缸活塞桿全部伸出完成定位后,刀體內側間的間距僅為80mm,煙坯被夾在刀柄內側強行擠壓至周轉箱底部,導致分片不均勻,分切效果差,而且底部煙葉因擠壓產生結塊。同時,因分片刀夾著煙坯強行下行會產生巨大的反作用力,造成刀柄固定部位和分片刀驅動系統的機架嚴重變形,影響設備正常使用,降低設備使用壽命。
我們需要解決的就是在進行第二刀分切時,使分片刀夾著煙坯能夠順利下行,煙坯不再受到強行擠壓。在改造過程中要保證改動最小、整體分片效果及整個系統的安全性。
3.2 確定矛盾雙方
煙坯之所以會被夾在刀柄內側遭受強行擠壓,是由于在進行第二刀分切時,刀體內側間的間距太小,而用于控制分片刀位置的雙聯氣缸行程無法調整,因此,需采取兩項工作:1)改變氣缸結構,使氣缸伸長量實現可控;2)增加電氣控制,并保證系統的安全性。將矛盾雙方轉化為TRIZ語言,即TRIZ理論為工程問題的矛盾雙方分別提供的39個參數。即將實現氣缸伸長量可控轉化為提高自動化程度,將增加電氣控制、保證系統的安全性轉化為可靠性及增加系統的復雜性。
3.3 矛盾矩陣的建立
在TRIZ矛盾矩陣列表中,從改善的特征中尋找到自動化程度,對應的編號為38;在惡化的特征中尋找到可靠性及系統的復雜性,對應的編號為27和36。矛盾雙方組成沖突矩陣,如表1所示。
該矩陣表達了TRIZ提示的改進原理。通過查找表1沖突特性交匯處各編號所對應的原理,結合問題實際情況,擬采用編號為15,24所對應的發明原理,其創新思維方向如表2所示。
3.4 TRIZ方案的實施
根據沖突矩陣所提供的創新思維方向,我們對FT651葉片垂直分片機分片刀驅動系統進行改造。
1)要想使氣缸伸長量實現可控,則必須改變氣缸結構。采用動態特性原理中“使不動的物體可動或可自適應”的想法,在圖1所示的分片機進料端分叉左氣缸2和出料端分叉右氣缸2上各安裝一個SMC IP8101智能型定位器,用自制的安裝板和固定件將雙聯氣缸和智能型電氣定位器整合為一體,實現氣缸活塞桿伸長量在0~160mm內可調,改造后的分切刀驅動系統示意圖如圖4所示。
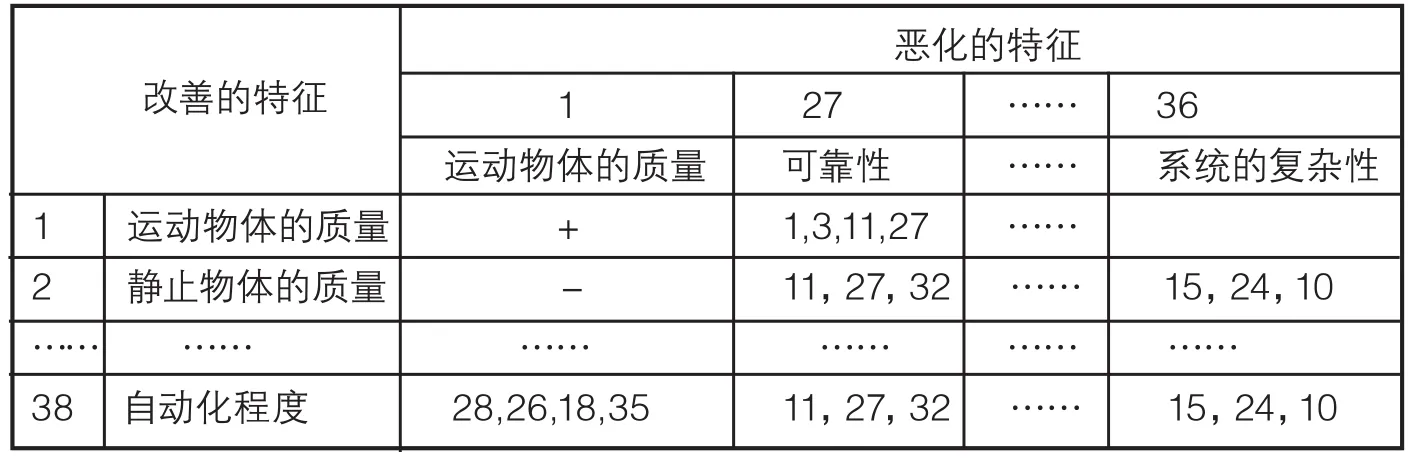
表1:FT651葉片垂直分片機分片刀驅動系統改造的沖突矩陣
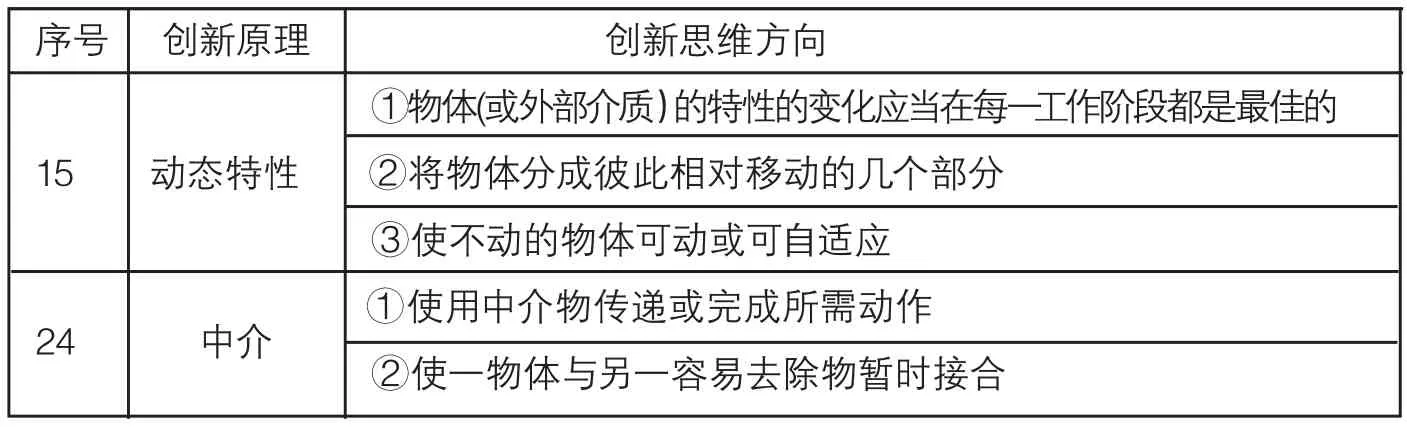
表2:沖突解決原理
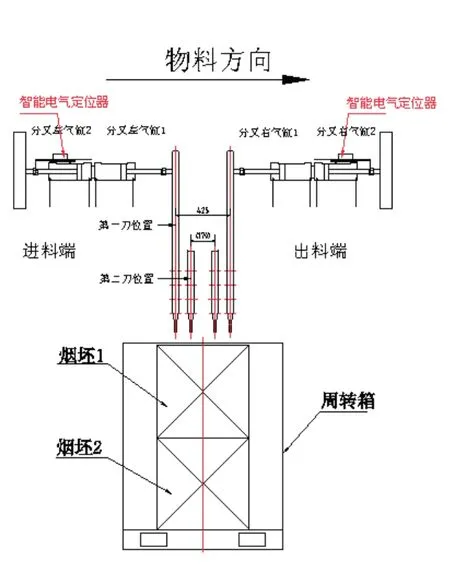
圖4 改造后分切刀驅動系統示意圖
2) 由創新思維方向的中介原理中采用“使用中介物傳遞或完成所需動作”的想法,改造壓縮空氣管路和控制線路,新增2個模擬量輸出模塊用于分叉氣缸開度的設定,2個模擬量輸入模塊用于分叉氣缸實際開度的反饋,并通過編程實現預設功能,使分切機第一刀分切模式不變,第二刀分切時,電氣定位器根據操作人員在操作面板上設定的活塞桿伸長量控制氣缸伸縮,來調節相對應切片刀刀體內側之間的間距,對刀尖進行精確定位,徹底解決切片刀夾煙坯現象,實現煙坯的順利分切。垂直分片機參數設置界面如圖5所示。
4 應用效果

圖5 改造后垂直分片機參數設置界面
通過此次改造,采用智能型電氣定位器配合原氣缸使用,使氣缸活塞桿的伸長量可調,實現了分切刀間距無極可調、精確定位,分切過程中分切刀下行順暢,解決了分切刀夾煙坯強行下行問題,杜絕了煙葉結塊的產生,達到了煙坯分片均勻的目的,有效提升了真空回潮機的回透率。同時,減少了分片過程中因阻力過大產生的對刀架的反作用力,解決了刀柄固定部位和分片刀驅動系統的機架變形問題,延長了設備使用壽命,大幅減少了設備維修、維護工作量。
5 結論
TRIZ理論成功地揭示了創造發明的內在規律和原理,能夠幫助我們系統地分析問題情境,快速發現問題本質或者矛盾,準確確定問題探索方向,突破思維障礙,打破思維定勢,以新的視覺分析問題,進行系統思維。筆者運用TRIZ得到了FT651葉片垂直分片機分片刀驅動系統改造的創新解,實現了煙坯分片均勻的目的,延長了設備使用壽命,達到了提質降耗的目的。
[1] 張本甫.國家煙草專賣局.卷煙工藝規范[M].北京:中央文獻出版社,2013:11-13.
[2] 張建勛,劉俊峰. 制絲線FT651型葉片垂直分片機控制系統的改進方案[J]. 自動化應用,2012(2):12-13,47.
[3] 根里奇·斯拉維奇·阿奇舒勒著;譚培波,茹海燕,Wenling Babbitt譯. 創新算法—TRIZ、系統創新和技術創造力[M]. 湖北:華中科技大學出版社,2008.
[4] 鄭稱德.TRIZ理論及其設計模型[J].管理工程學報.2003,17(1):84-87.
[5] 趙新軍.技術創新理論(TRIZ)及應用[M]. 北京:化學工業出版社,2004.
[6] 劉華.基于TRIZ理論的產品概念設計方法及應用[D].南京:南京理工大學,2005.
[7] 李震宇,王迎彬,趙文龍,馬劍坤. 垂直分片機分切機構技術改造[J] .中國設備工程,2013(4):53-54.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
當代陜西(2022年5期)2022-04-19 12:10:18
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:28
湘潮(上半月)(2021年4期)2021-07-20 08:05:28
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汕頭大學學報(自然科學版)(2020年4期)2020-12-14 07:05:00
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
