高壓甲銨預熱器制造控制要點
2014-04-27 08:45:14陳海峰
科技視界 2014年8期
陳海峰
(中核集團西安核設備有限公司 設計部,陜西 西安710021)
0 前言
尿素類換熱器多在高溫高壓工況和強腐蝕性的甲銨液介質中運行,對設備制造過程的嚴格控制是設備制造的重點。本文以為某公司設計、制造的年產5萬噸尿素項目關鍵設備高壓甲銨預熱器為例,從制造過程中的控制進行了詳細闡述。
1 設備設計參數(見表1)及結構特點
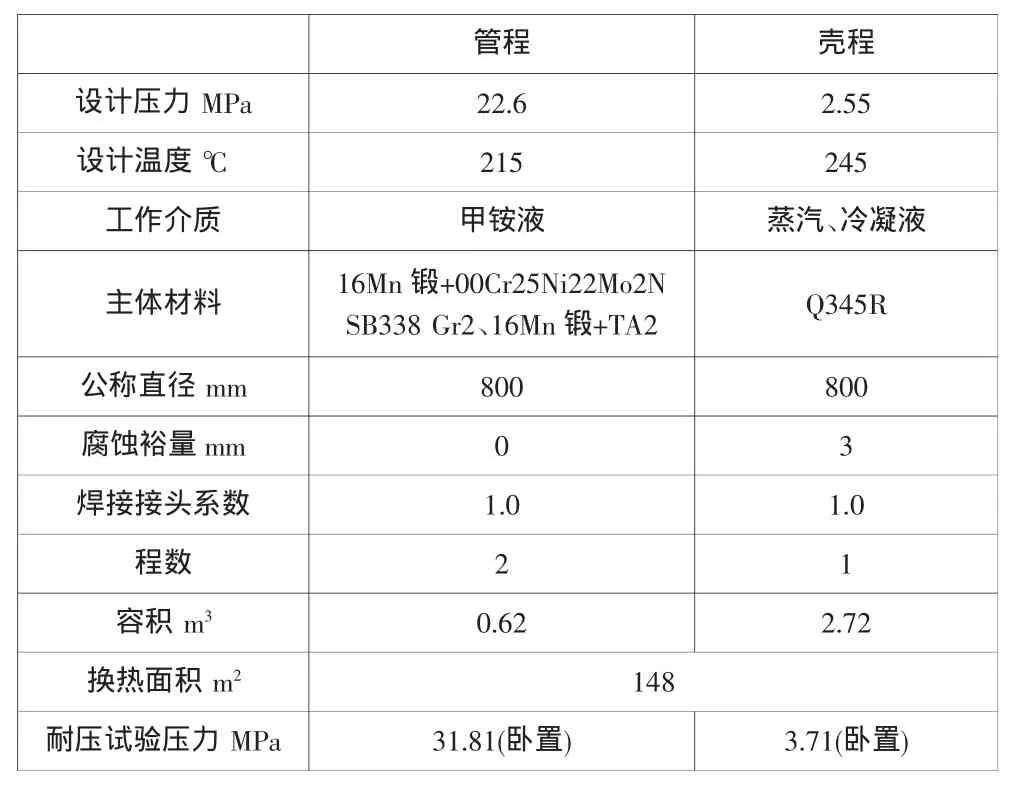
表1 設備設計參數表
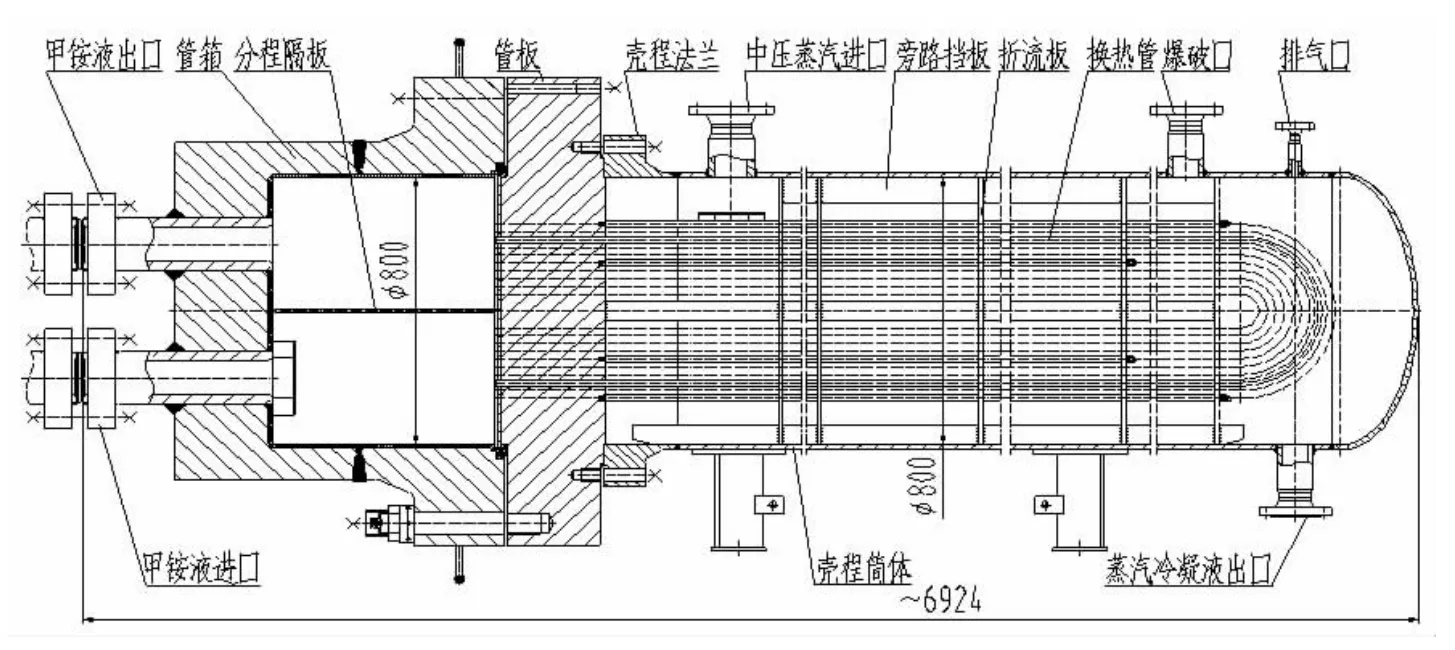
圖1 設備簡圖
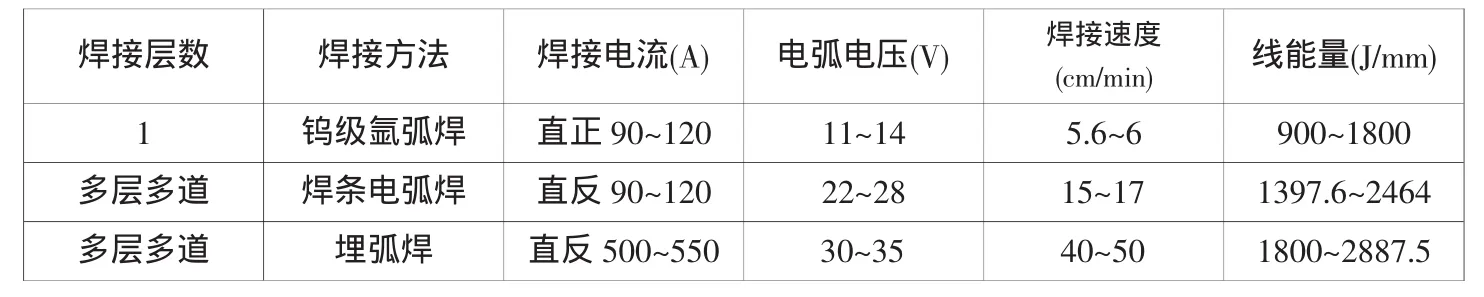
表2 管箱基層焊接工藝參數
該設備是一臺U形管換熱器,設備簡圖如圖1所示。主要由管箱筒體、管板、殼程法蘭、U形換熱管、殼程筒體、橢圓封頭、分程隔板、折流板、接管等零部件組成。
管板與管、殼程法蘭連接方式的確定:常見的U形管換熱器管板的連接方式是管、殼程法蘭用緊固件連接,兩法蘭中間夾持管板,即GB151-1999圖18[1]中給出的a型連接方式,管、殼程法蘭可以直接按管殼換熱器常規計算方法進行強度計算。當該設備管板連接形式采用a型連接時,GB151-1999中要求在管、殼程法蘭的強度計算時設計壓力按管、殼程設計壓力較高者計,即殼程法蘭的強度計算時設計壓力按22.6MPa。通過計算,殼程法蘭厚度達到400mm,重量達到2050kg,將使材料成本大大提高,制造加工難度加大,為設備安裝和拆卸檢修帶來不便。為解決上述問題,采用了管板分別與管、殼程法蘭單獨連接的方式(見圖1)。這樣不僅降低了殼程法蘭的厚度和重量(可直接選用標準容器法蘭,重量僅為250kg),而且管、殼程可以分別獨立安裝和拆卸檢修。
2 制造過程中的控制要點
該設備管程工況條件是高溫高壓,介質強腐蝕性。在加工制造過程中,合理確定管箱熱處理時機和如何保證管箱基層焊縫滿足強度要求、管箱堆焊層滿足耐晶間腐蝕要求是整臺設備加工制造過程中的重點。
2.1 管箱焊接成型控制要點
管箱材料是碳鋼鍛件堆焊不銹鋼,合理的焊接坡口形式、焊接順序以及焊接工藝參數是保證焊縫強度及堆焊層耐蝕能力的關鍵。
在焊接成型過程中管箱采用管箱筒體基層(碳鋼)和管箱法蘭基層(碳鋼)對焊成型后,再進行管箱內表面進行堆焊。由于筒體基層厚度達到90mm,焊接坡口采用雙面坡口。內壁為小V型坡口,外壁為U型坡口。初步確定可以采用背面清根,埋弧自動焊。但考慮到設備管程內徑僅為800mm,施工人員從內部進行清根的操作空間較小,不利于完全清除掉焊渣等物。為方便施工和保證焊縫質量,決定采用對根部先進行鎢級氬弧焊打底,再順次進行焊條電弧焊+埋弧自動焊。在施焊過程中,為防止焊接接頭過熱,決定小的熱輸入量和薄面焊道,并采用多層多道焊接;控制每層線能量不大于3kJ/mm,同時嚴格控制層間溫度,以防止焊縫及熱影響區晶粒粗大,造成焊接接頭韌性下降。具體工藝參數見表6。焊縫內表面與母材(基層)表面平齊,不保留焊縫余高,焊后立即進行325℃±25℃/3h的消氫處理;焊縫要進行100%RT,100%UT,100%MT 檢測。
管箱基層焊縫檢驗合格后,管箱內表面再進行堆焊。為防止堆焊過程中,因基層表面溫度過低,堆焊面溫度迅速下降而引起 應力集中,造成堆焊面出現裂紋或與基層脫開。決定采用管箱焊前預熱后,進行堆焊。具體堆焊工藝參數見表7。堆焊順序為:(1)清理干凈基層材料表面油、銹等污物,并進T檢查;(2)采用25.22.2LMn[2]焊帶堆焊過渡層,過渡層厚度 3 mm;(3)過渡層堆焊完后進行管箱消應力熱處理后再對該焊縫進行20%RT,100%MT檢測;(4)采用 25.22.2LMn 焊帶堆焊耐蝕層,耐蝕層厚度≥7mm;(5)堆焊后的堆焊層厚度≥10mm。在堆焊過程中,必須嚴格控制過渡層層間溫度在100℃-200℃,其它層道間溫度≤100℃。堆焊完畢后合格后,對整個堆焊層進行100%UT,100%PT檢測。
2.2管箱熱處理時機的確定
管箱筒體焊后要進行消除應力熱處理。如果在管箱筒體內表面過渡層和耐蝕層全部堆焊完后進行熱處理,由于不銹鋼在400℃(管箱熱處理溫度在600℃左右)以上就會產生敏化,則反而加劇了堆焊層晶間腐蝕和σ相析出造成脆化,這恰恰違背了選取00Cr25Ni22Mo2N作為堆焊材料的初衷。如何既要進行消除應力熱處理又要防止堆焊層的敏化,進行熱處理的時機是關鍵。針對這一問題,制定了合理的熱處理工藝流程,由于堆焊層的過渡層和耐蝕層均為不銹鋼且為同種材料,不受熱處理再施焊的影響,所以堆焊層的耐蝕層在熱處理后再堆。這樣既消除了碳鋼焊后產生的殘余應力又避免了堆焊表面的敏化,保證了其耐蝕性能。
3 結語
尿素類高壓換熱器的工況條件苛刻,同設備中材料品種較多,對材料的制造加工成型質量要求很高,因此合理制定制造加工工藝對保證設備制造質量是至關重要的。
[1]國家質量技術監督局.GB151-1999國家質量技術監督局.管殼式換熱器[S].北京:中國標準出版社,2000.
[2]ASMEⅡ卷 材料 C篇 焊條、焊絲及填充金屬[S].
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年13期)2019-08-20 03:54:10
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
大眾攝影(2016年4期)2016-05-25 13:19:48
工業設計(2016年12期)2016-04-16 02:52:00
