淺談漆包線的耐氟里昂發泡性能
2014-05-07 07:55:56龍香林楊國富湯曉水
銅業工程 2014年2期
龍香林,楊國富,湯曉水
(江西銅業加工事業部,江西南昌 330096)
1 引言
密封式制冷壓縮機用耐氟電機是冰箱與空調壓縮機的關鍵部件[1],耐氟電機與壓縮機共同密封于制冷循環系統中,其絕緣材料直接承受制冷劑、冷凍機油及溫差、壓差、相變的交變作用[2],它的工作環境溫度正常來說也就是90~120℃左右,有一些機種在特定的情況下,比如過負荷運作(壓縮機處于堵轉狀態),工作環境溫度可能會達到130~150℃。耐冷媒性是壓縮機用漆包線中最重要的性能之一,普通的漆包線,比如130或者155的聚酯聚氨酯產品,就會在壓縮機的一冷一熱的工作狀態下,被冷媒漲破,漆膜變成海綿狀的多孔形體,即出現發泡。目前常規漆包線中,耐冷媒性能最好的就是聚酯亞胺復合聚酰胺酰亞胺的200級漆包線(即壓縮機電機用漆包線),但聚酯亞胺復合聚酰胺酰亞胺的200級漆包線并不能杜絕發泡現象,只要達到一定的條件,聚酯亞胺復合聚酰胺酰亞胺200級漆包線也會出現發泡現象。漆包線嚴重發泡后,本來起著絕緣作用的絕緣層遭到破壞,失去絕緣性,電機從而出現短路,并可能最終甚至導致電機的燒毀。本文主要論述了耐冷媒發泡涉及的主要標準、方法和規定、漆包線耐氟里昂發泡的原理及不同實驗條件下對漆包線發泡性能的影響等方面,并分析了漆包線耐氟里昂發泡的原因。
2 漆包線耐氟里昂發泡涉及的主要標準、方法和規定
2.1 耐冷媒發泡涉及的主要標準、方法和規定
(1)國標 GB4074.31-83《耐冷凍劑試驗 -一氯二氟甲烷(R22)發泡法》,采用 IEC251-1(1978),大致是將樣線在 R22中室溫處理16h,-50℃冷凍1h后,在25~30s內移到125℃的烘箱中烘烤10min,檢查附著力和發泡個數[3]。
(2)IEC317-13(1990)200級聚酰胺酰亞胺復合聚酯或聚酯亞胺漆包線標準中規定R22發泡試驗由供需雙方協商進行,發泡個數小于 4個[4]。GB/T6109.11-90規定同此。
(3)新的產品標準如 GB/T6109.20-2008/IEC60317-13:1997《漆包圓繞組線 第20部分200級聚酰胺酰亞胺復合聚酯或聚酯亞胺漆包銅圓線》,只定義了耐制冷劑性能中的萃取和擊穿電壓,沒有再規定發泡試驗的要求。NEMA MW73-A和MW73-C也是這樣。
2.2 耐冷媒發泡涉及的主要標準規定
現行的繞組線試驗方法對發泡試驗不再規定,導致發泡試驗方法不統一,各制造商根據產品的使用要求各自規定,試驗方法如表1。
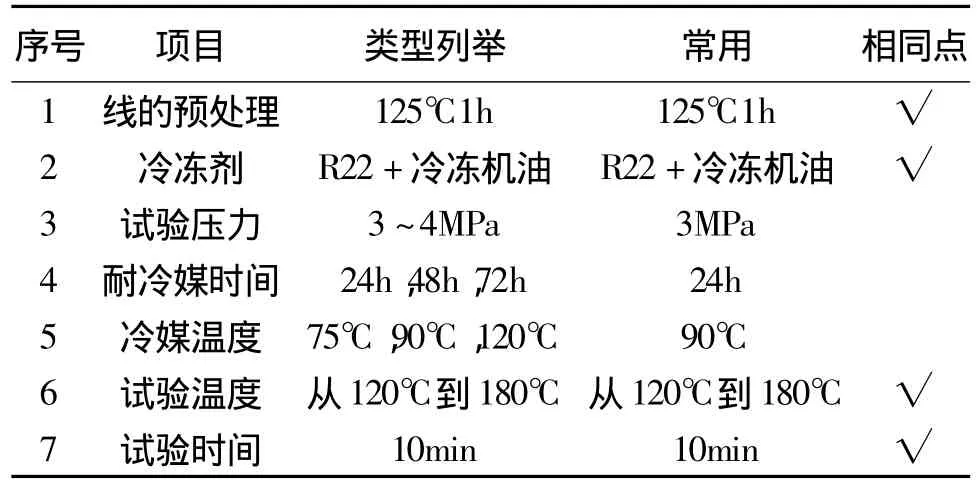
表1 漆包線發泡性能檢測試驗方法
3 漆包線耐氟里昂發泡的原理與產生的原因
漆包線耐氟里昂發泡試驗的目的是模擬漆包線在實際使用中的運行條件考察漆包線的耐受性。漆包線漆膜發泡原理是-個綜合的物理化學過程。
從化學角度來看,制冷劑氟里昂本身是一種“溶劑”,氟里昂致冷劑R22分子中有H原子,有強的溶劑作用,其臨界壓力(4.9MPa)高,使系統經常處在氣相、液相混合狀態,又混有冷凍油,該混合介質對絕緣介質滲透極強;又因致冷劑中含水住往超過規定值或部件安裝時未經嚴格干燥處理,以致形成酸性腐蝕物質,再由于管道中殘留的雜質及絕緣結構的材料龜裂物在高速氣流循環下,會進一步腐蝕絕緣結構[5]。但大多制冷劑比較穩定,例如R22(一氯二氟甲烷)在常溫下為無色、近似無味的氣體,加壓可液化為無色透明的液體,化學穩定性和熱穩定性均很高,不燃燒、不爆炸、無腐蝕。沒有水份存在的情況下,在200℃ 以下與一般金屬不起反應;在水存在時,僅與堿緩慢起作用。但在高溫下會發生裂解。在耐制冷劑試驗中,R22對漆包線漆膜有輕微的溶出(萃取),但不會直接使漆膜起泡。PEI+PAl復合線(即壓縮機電機使用漆包線)在R22+NM56EP冷凍機油在90℃下處理24h后,取出室溫放置24h,漆包線的外觀及剖面分別如圖1和圖2所示,沒有任何發泡的跡象。
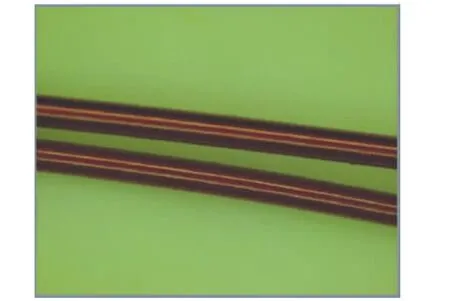
圖1 R22處理并室溫放置24h的樣線
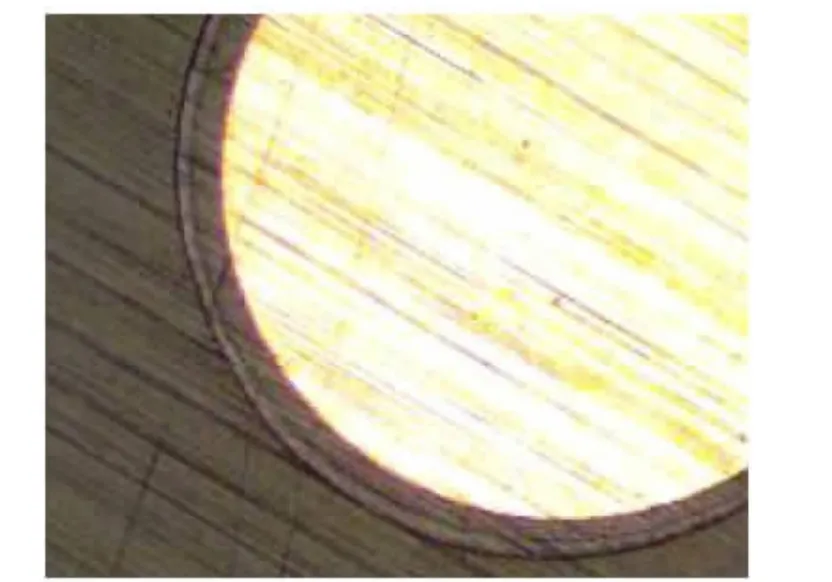
圖2 R22處理并室溫放置24h的樣線截面
發泡的形成與實驗過程中的物理變化關系更大。首先是滲透,如圖3所示。通常漆膜結構是類似“洋蔥”層狀,當絕緣線置于制冷劑的氛圍中,在一定的溫度及壓力下(如試驗條件90℃、4MPa),制冷劑會滲透至漆層之間。長時間置于制冷劑氛圍中的漆包線,即使脫離該氛圍,仍有一定量的制冷劑滯留其中,只是線的外觀無任何可觀察到的變化。
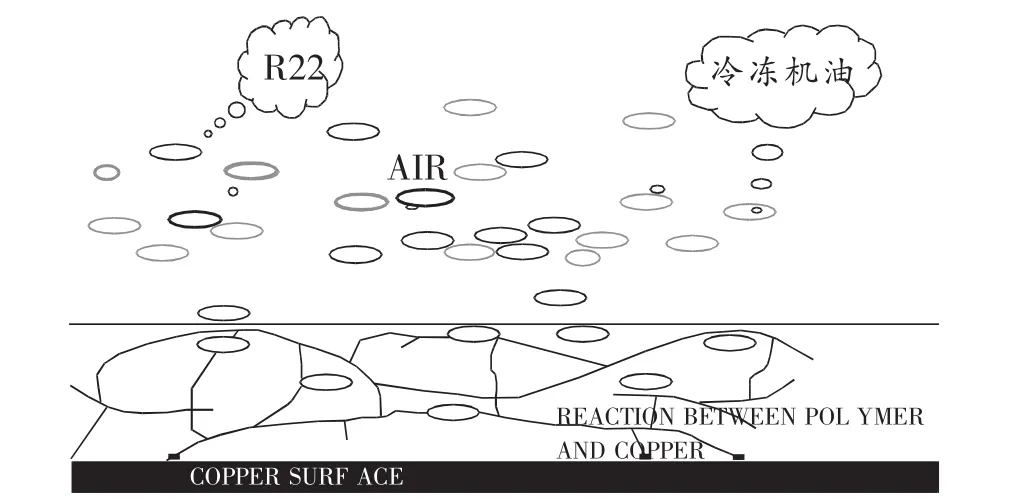
圖3 滲透
其次是逸出,如圖4所示。試驗方法規定將制冷劑處理的漆包線在有限的時間內移至一定溫度的烘箱中烘烤,然后觀察發泡情況。制冷劑殘余量和其逸出的速度構成了發泡的關鍵。由于漆包線漆膜是一個相對致密的結構,溫度低,殘余制冷劑量少,逸出速度慢,對漆膜的沖擊較小,不會對漆膜有損壞;殘余制冷劑量越大,溫度越高,逸出速度越快,氣體瞬間的逸出會對漆膜產生較大的沖擊,造成局部隆起,從而形成氣泡。很顯然,挪移處理的漆包線到烘箱的時間以及烘箱的溫度是試驗關注的重點。事實上,許多關于發泡的試驗誤差來源于此,很多漆包線用戶也將烘箱的溫度作為耐制冷劑試驗要求的核心。
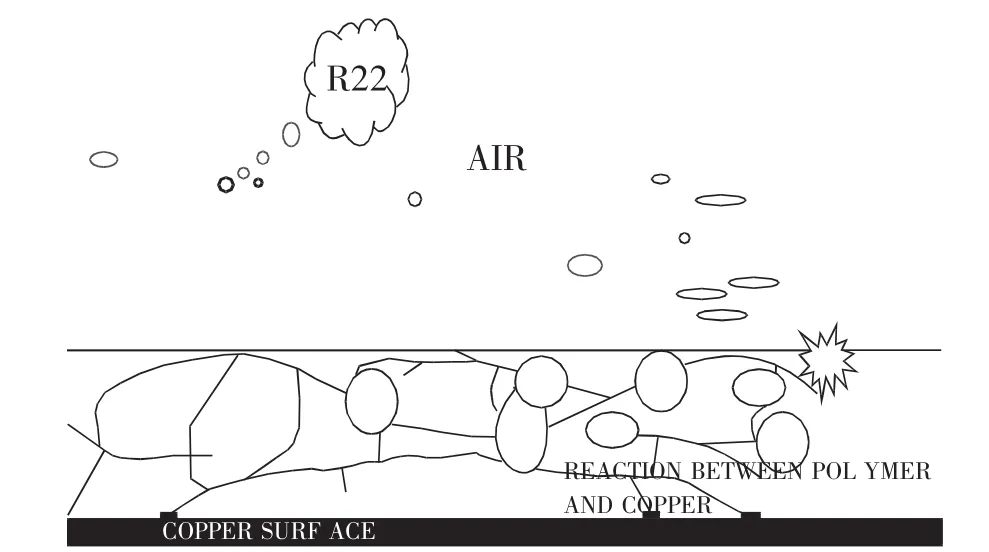
圖4 溢出
以下試驗以PEI+PAI復合漆包線為為例研究了烘箱溫度與發泡的關系,結果見表2。
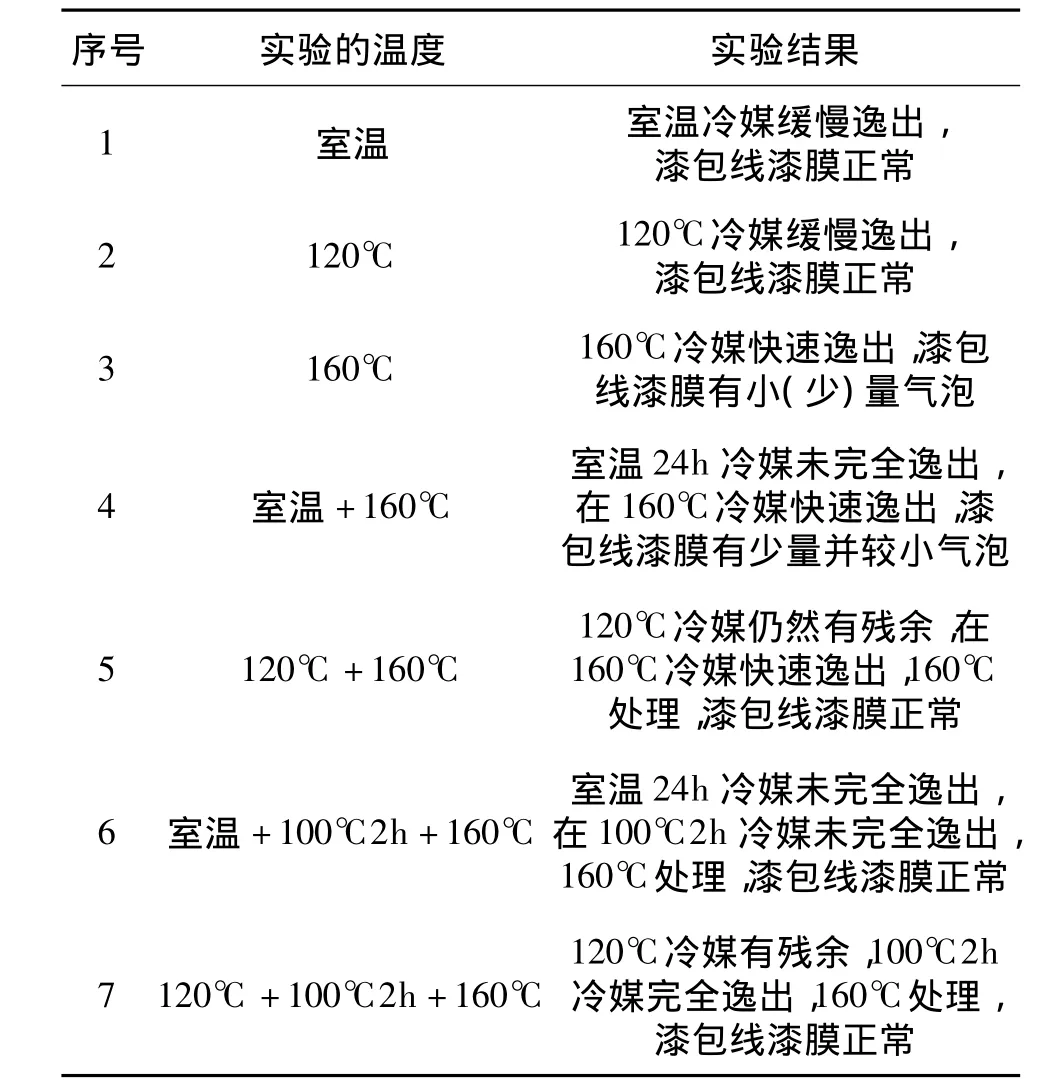
表2 PEI+PAI不同程序溫度下的發泡試驗結果
通過觀察PEl+PAI漆包線R22發泡漆膜的狀態,可以證實以上過程。制冷劑滲透進入漆膜層,其微弱的溶解性和溶脹作用,對漆膜本身結構未造成致命損害。通過發泡樣線的截面觀察,可見氣泡存在于漆層之間,漆膜與裸銅線基體沒有剝離。而且發泡主要出現在底漆PEI層,而面漆PAI層完好。這也預示,R22的發泡與漆包線漆的類型和結構有關,主要為漆膜的層與層之間的發泡,而對漆膜與裸銅線之間的附著性影響較小。
PEl+PAl復合漆包線在氟里昂發泡試驗中不同溫度下烘烤后的截面圖5~圖8。
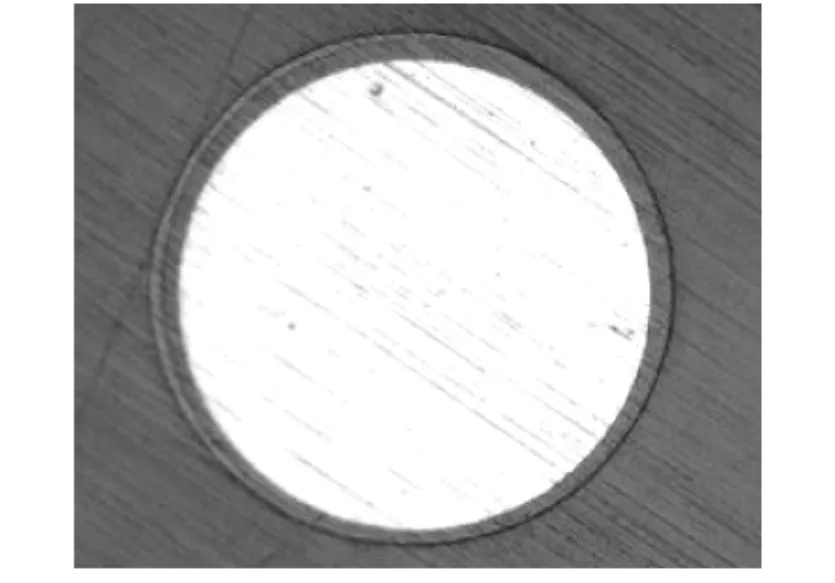
圖5 原線

圖6 160℃未發泡
圖7 170℃ 發泡
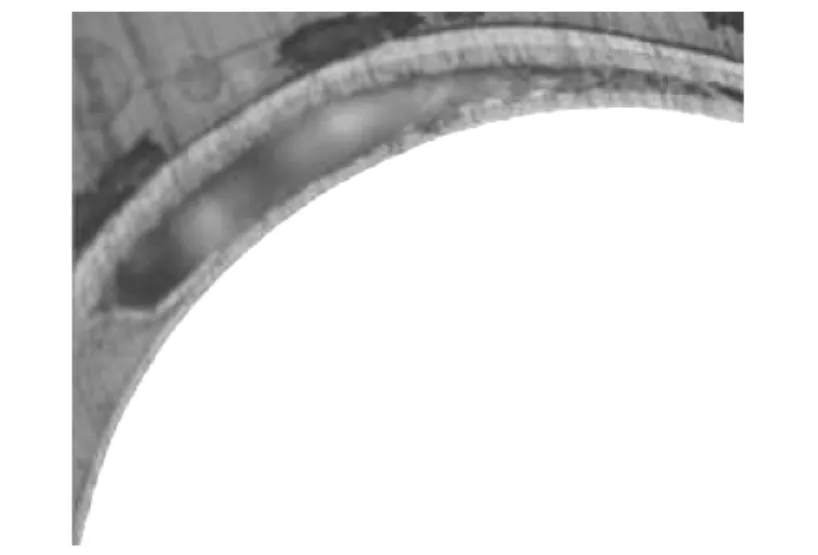
圖8 170℃ 發泡(局部放大)
4 漆包線耐氟里昂發泡后對壓縮機電機的影響
用熱級較高的聚酯(PE)或聚酯亞胺漆(PEI)打底,聚酰胺酰亞胺漆(AI)做面漆生產的復合耐冷媒漆包線很長時間以來一直是制冷壓縮機的主要用漆包線。該結構的漆包線綜合性能優異,性價比高,耐氟里昂性能良好。在世界各地,基本都沿用這種結構。雖然在不同地區,底漆或偏向聚酯亞胺,但復合聚酰胺酰亞胺后均能滿足制作壓縮機的正常性能需求。
耐氟電機是一種密封于氟里昂、冷凍機油等介質,在高壓力、高溫下長期工作的特種電機[6],它的應用領域大都是耐用消費品,除了性能期望較高,對各種環境下的穩定性以及使用壽命也有嚴格的要求。在實際生產中,由于種種原因,壓縮機過早失效的情況還是屢有發生。解剖過早(用戶市場電機)失效的壓縮機,發現壓縮機中的漆包線常常已經嚴重發泡損壞,(美芝壓縮機提供電機故障圖片)如圖9所示。
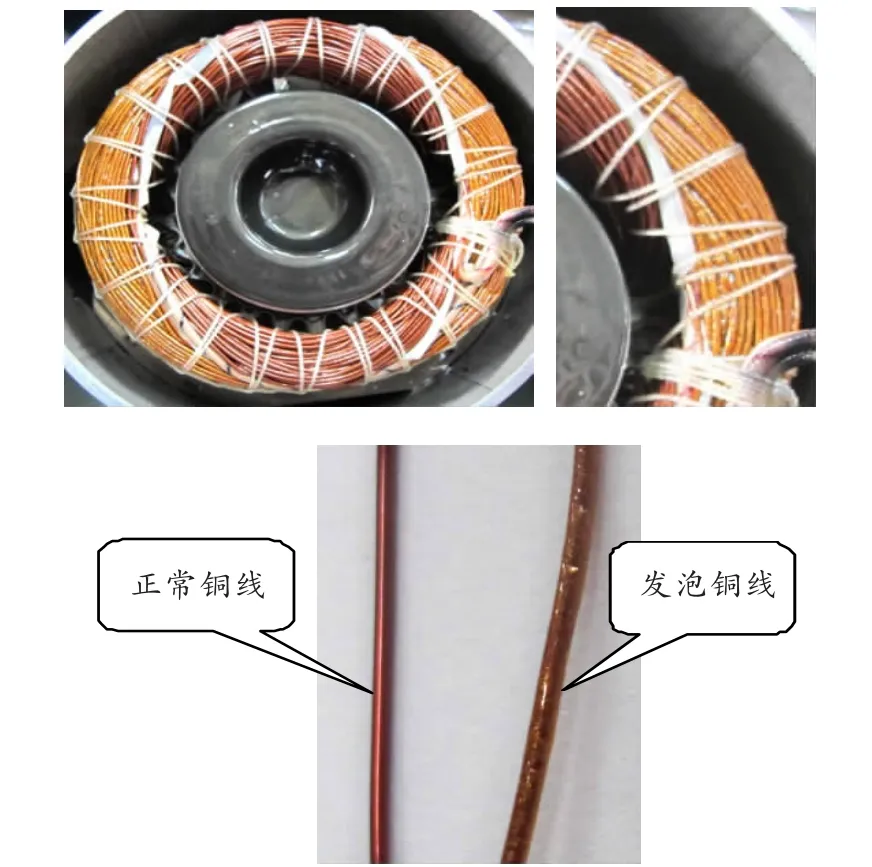
圖9 從壓縮機中解剖出的發泡漆包線(發黃)與正常漆包線
根據前述的漆包線耐冷媒發泡實驗的結果,產生這種情況常常是因為壓縮機用電機漆包線溫度過高引起。對于電機主線圈漆包線整體發泡發黃的現象,通常都是由于壓縮機運行環境惡劣如負荷過高、電壓低、散熱不良、電容失效等,或壓縮機機械堵轉等原因導致電機無法正常運轉而發熱。銅線起泡嚴重后,漆膜破壞到一定程度時電機以燒毀等形式失效,有些是因為制作缺陷,運行中發生短路等引起劇烈溫升;也有些因為設計或因為運行環境不良如供電不穩等,導致長期溫度偏高運行。所以,壓縮機用漆包線除了要求有較好的常規熱老化壽命外,耐氟里昂性能,特別是耐氟里昂發泡性能受到重視。尤其近些年,冰箱和空調家電下鄉向廣大農村普及,由于農村運行條件相對較差如電壓波動較大等,對壓縮機電機的耐受性能要求更高。
5 不同的實驗條件下對漆包線發泡性能的影響
5.1 不同漆種的影響
前已敘及,試驗溫度對耐氟里昂發泡試驗結果有影響,不同漆種的漆膜耐氟里昂發泡性能也不同。通過對常見的用于耐冷媒復合線生產的漆種(PE、PEl、PAI)的各自單涂線分別在120、160、180℃ 發泡情況進行評估,再次證明:烘箱溫度影響很大,對同種漆包線,溫度越高,發泡越嚴重。就單涂線來說,三類漆中,PAI最好,180℃也未發泡;PEI次之,有小氣泡;PE較差,有較大氣泡。結果參見圖10~圖12。
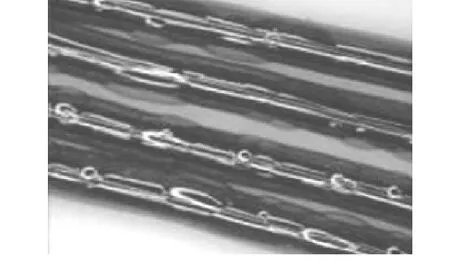
圖10 PE,160℃
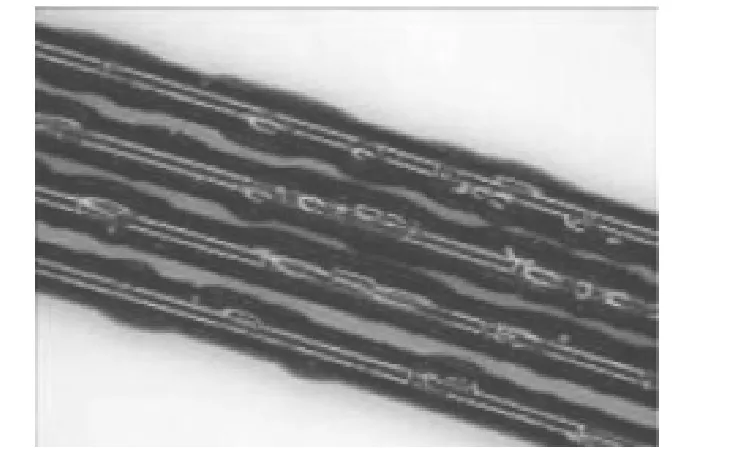
圖11 PEI,160℃

圖12 PAI,160℃
同一類的漆,不同的配方與工藝生產的產品也有一定的差異,表3列舉了幾種不同的PEI復合同種PAI的漆包線的耐氟里昂發泡性能的比較。
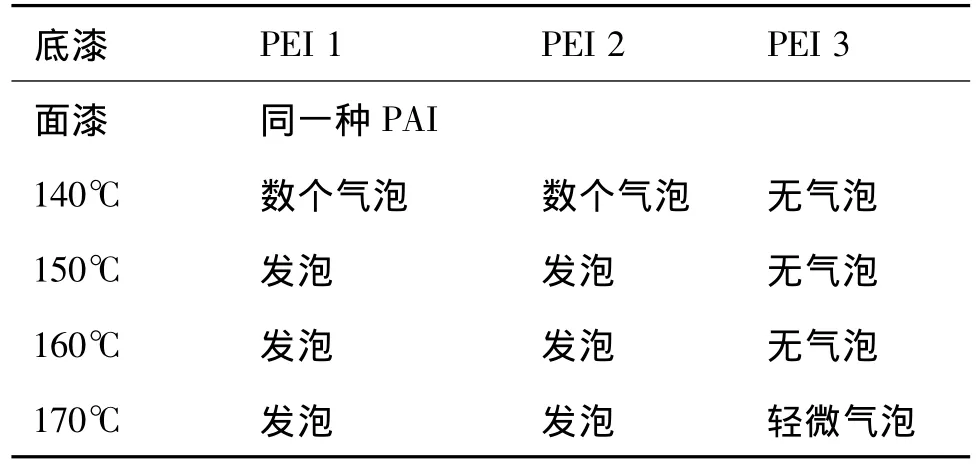
表3 不同的PEI復合PAI線耐氟里昂發泡情況
5.2 固化程度的影響
雖然說氟里昂發泡過程中物理變化較顯著,但是漆包線漆膜的化學結構對發泡而言顯然有重要影響。漆膜的化學成分、交聯密度、小分子的含量等等,都有可能影響氟里昂的滲入與殘余,以及漆膜中小分子的溶出與漆膜機械強度。漆包線固化程度是這方面的決定因素之一。以PEI+PAI復合漆包線不同烘烤程度情況下的試驗結果驗證,結果如表4和圖13。
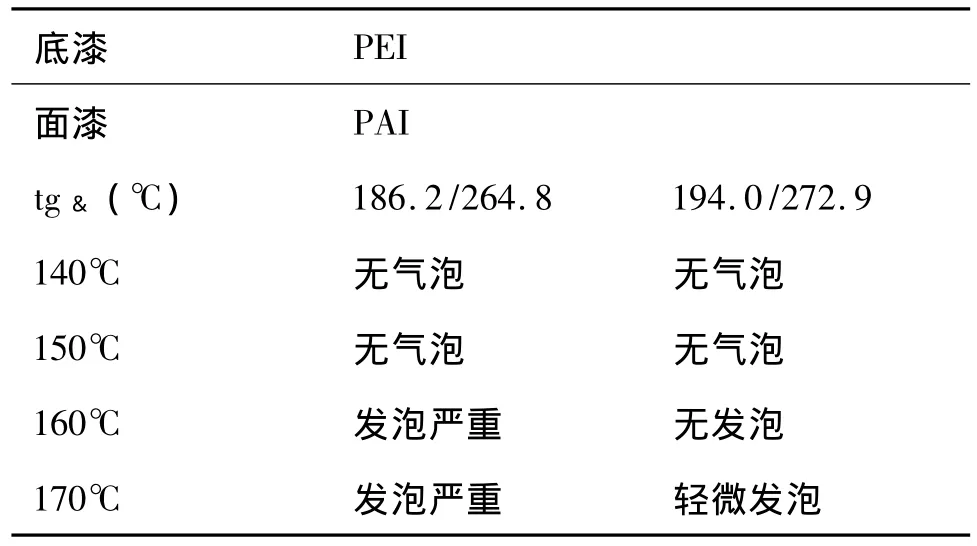
表4 PEI+PAI復合漆包線不同固化程度時發泡溫度的區別

圖13 PEI+PAI復合漆包線不同固化程度時170℃發泡比較
6 結語
綜上所述,如要提高復合漆包線耐氟里昂發泡性能,在漆種選擇、漆包線結構設計、漆包線固化程度控制方面都需加以控制。就最常見的復合漆包線結構PEI+PAI來說,如果結構合理、固化完全,滿足絕大多數耐氟里昂發泡性能的要求(烘箱溫度130~150℃ )都沒有太大問題,少數PEI+PAI可以達到170℃。但如果要在不改變漆包線結構的情況下進一步提高復合漆包線耐氟里昂發泡溫度,漆包線漆的選用是非常重要的。
[1] 林德.冰箱壓縮機用電機的耐氟性能試驗[J].微電機,1990,20(3):44-46.
[2] 羅瑋.耐氟電機的電磁線及絕緣材料的國產化及應用[J].電機技術,1992(2):24-26.
[3] GB4074.31-83,耐冷凍劑試驗—一氯二氟甲烷(R22)發泡法[S].
[4] IEC317-13(1990),200級用聚酰胺—酰亞胺涂覆聚酯或聚酰胺脂漆包的圓銅繞組線[S].
[5] 劉美容.耐氟電機的絕緣設計[J].制冷技術,1987(1):15-18.
[6] 區紹恭.F級耐氟電機絕緣材料及絕緣結構[J].電工技術雜志,1990(3):22-25.
