數字技術于金隆備件制造中的應用
2014-05-07 07:56:08劉樹峰
銅業工程 2014年2期
劉樹峰
(金隆銅業有限公司,安徽 銅陵 244000)
1 引言
我國當代機械制造行業科技水平,有了質的提升。特別是數字技術的應用,高新材料和材料處理,以及先進加工手段的應用等[1]。數字技術在機械制造中的應用,主要是計算機輔助設計和數控加工。
當今計算機輔助設計基本棄用了計算機平面制圖,大量應用3D設計技術。3D設計,在3D空間設計具體的零件直接給予形狀和尺寸,并且在3D空間進行零件的組裝。從而可驗證設計的合理性及裝配是否干涉,非常直觀,修改也十分方便。根據3D模型可以生成2D工程圖,或者生成由零件或子裝配體組成的配合零部件以生成3D裝配體。簡言之,出圖工作由設計軟件解決。現今從飛機,汽車到簡單工具都應用3D設計技術[2]。
金隆銅業有限公司的生產技術、生產設備在國內有色冶煉行業都處于領先地位。其中有相當數量的進口設備。這些設備備件一直從國外進口,因為是專用的,所以價格十分昂貴,供貨也不及時。為此金隆銅業有限公司與相關協作單位合作,進行了長期的備件國產化研制工作。將先進的數字技術,高新加工技術應用于此,不少國產化備件使用效果達到甚至超過進口原件,同時經濟效益也很明顯。
2 數字化技術輔助加工零部件
2.1 圓盤澆鑄機
圓盤澆鑄機用于銅冶煉陽極爐工段。將從陽極爐流出的銅水定模澆鑄、冷卻成用于電解的陽極板。金隆公司的圓盤澆鑄機是引進芬蘭奧托昆普公司的澆鑄設備。
(1)圓盤噴涂噴嘴。
見圖 1,其中:1、噴嘴座;2、檔圈;3、膜片;4、螺母;5、蓋;6、彈簧;7、彈簧座;8、噴嘴體 S;9、噴嘴體Z;10、小螺母 。
圓盤噴涂噴嘴用于圓盤澆鑄機噴灑、涂布脫模劑硫酸鋇。
首先對零件體,擋圈,膜片,螺母,蓋,彈簧,底,噴嘴體S,噴嘴體Z等,進行3D建模。然后在SolidWorks環境進行圓盤噴涂噴嘴的3D組裝 (見圖 1)[3]。

圖1 圓盤噴涂噴嘴
噴嘴直徑計算:
式中,d為噴嘴直徑,mm;p為噴射壓力,bar;q為噴射流量,L/min;n為噴嘴個數;η為噴嘴效率系數。
以上計算,粘度是以水為準的,而工作介質是硫酸鋇,考慮了一定的修正而確定了噴嘴的直徑。又從噴嘴直徑來確定其他相應尺寸。
而脫模劑的噴灑,要求霧化穩定,噴灑均勻。因此設計了由噴霧器體上的孔與膜片,彈簧組成的噴嘴-擋板反饋穩壓系統。消除了系統壓力波動的影響。
國產化的霧化器,在金隆已經投入正常使用,而且效果良好、使用穩定。由于通過理論計算和現場實際試驗,該國產霧化器不易堵塞,壽命較進口備件使用長。霧化器小備件體現了高技術。
單就噴嘴來說,國產的單價是進口的1/5,經濟效果也是明顯的。
(2)圓盤澆鑄機T型導軌。
圓盤澆鑄機T型導軌外徑Φ14560。由于直徑大,原設計采用圓周14等分,拼接組裝(見圖2、圖3)。14段分體導軌毛坯,在龍刨或龍門銑粗加工上下平面,端面,再組裝成 Φ15000左右的大圓,用Φ15000以上的大型立車進行車削。必須動用龍門銑和大立車等大型設備。現今常規的大型金切設備稀缺,任務十分飽滿。加工等候周期很長,而14塊分段導軌組裝也很費事費力。
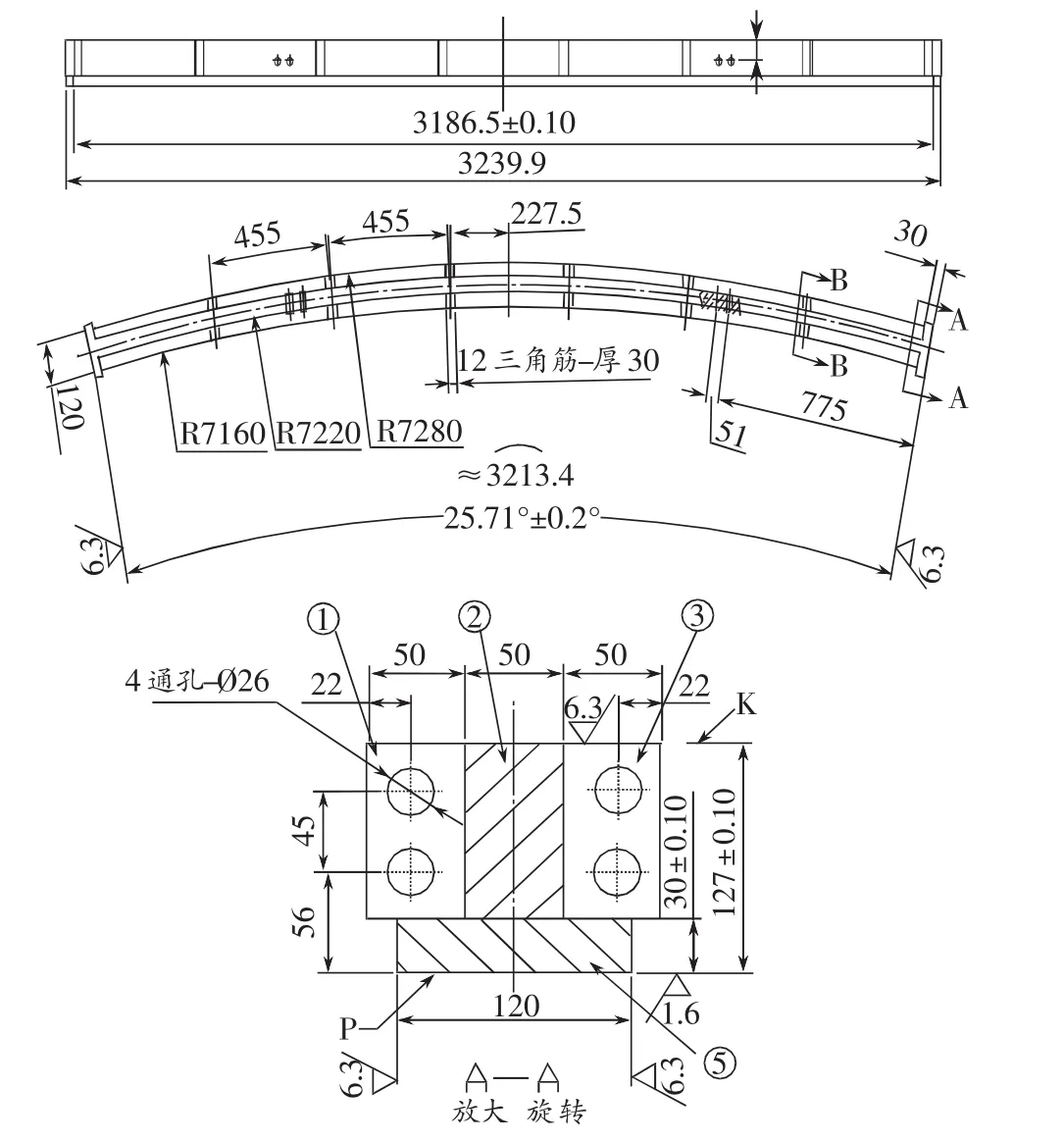
圖2 圓盤澆鑄機T型導軌
圖3 圓盤澆鑄機T型導軌(3D圖)
當今涌現出很多先進的數字加工技術和設備。充分掌握和運用,往往可以收到很好的效果。
在T型圓導軌國產化制造中,就應用了先進的數字加工技術和設備。其中關鍵設備為數控高壓水力切割機,俗稱“水刀”。
水力切割的基本原理是利用高速水柱作為能量載體。工作時通過某種增壓手段產生出超高壓的水(137.89 ~413.69MPa),然后使其從一個細如發絲的噴嘴射出去,形成高速水柱(518~914m/s)[4]。載有巨大動能的水柱噴射到被加工表面上時,產生強大的沖擊力,超過材料的強度極限時,材料就被分割。不同材料的分割機理不盡相同,但主要是高壓高速水柱對材料表面的噬蝕、剪切和局部產生的高頻應力變化造成的。加工尺寸精確,且沒有殘余應力。目前,上海地區的“水刀”可以切割厚度達200mm的鋼材。而且可以切割材料的硬度不限,甚至硬質合金,玻璃和石才。本項目導軌厚度為30mm,超出了激光加工范圍,而選用進口大型水力切割機進行加工[5]。
據此,T型圓導軌仍采用14段組裝結構件。而導軌選用了優質中碳鋼,表面中頻淬火HRc42(這個硬度立車難以切削),并時效去應力定型。數控水力切割機床加工圓弧和結合端面。避免了高溫切割,對材料的熱影響。切割加工后零件沒有殘余應力,不會出現形變。切割加工前后,表面熱處理的組織結構也沒有改變。最后在大型龍門平面磨床上加工上下平面完成。
正由于“水刀”能加工較硬工件,導軌表面淬火,具有一定硬度,大大提高了耐磨性。而14塊分段的結合端面是數控加工的,拼裝精度也很高。
2.2 PS 轉爐
金隆公司的PS轉爐是銅冶煉工序上關鍵設備。從閃速熔煉爐放出含銅量60%左右的冰銅在轉爐內經過吹煉,成為含銅量98%左右的粗銅。
轉爐每天要從爐口進、出2~3爐的銅水。大量銅水的沖刷,對爐口損傷較大。轉爐爐口(圖4、圖5)原設計為一個大型的薄壁鑄鋼件,俗稱“燈籠殼子”。為確保結合部的形狀尺寸,鑄造時結合部在下,薄壁部分在上。因此薄壁部分出現疏松,夾渣等鑄造缺陷在所難免。制造尺寸偏差大、使用壽命短。
爐口中心并不通過轉爐截面中心。有一個22.5°的夾角(圖6)。爐口又是裝在爐口固定架上。與固定架連接的60個腰型槽在圓周R2660,而位置在爐口投影R2660的同心圓上。每一個腰型孔的軸心線分別通過爐體中心線。因此,要分別確定每一個腰型孔中心的x,y,z相對坐標。以前,通過作圖加計算來完成。現在,應用3D設計可以直接在計算機3D空間得出精確的數據。
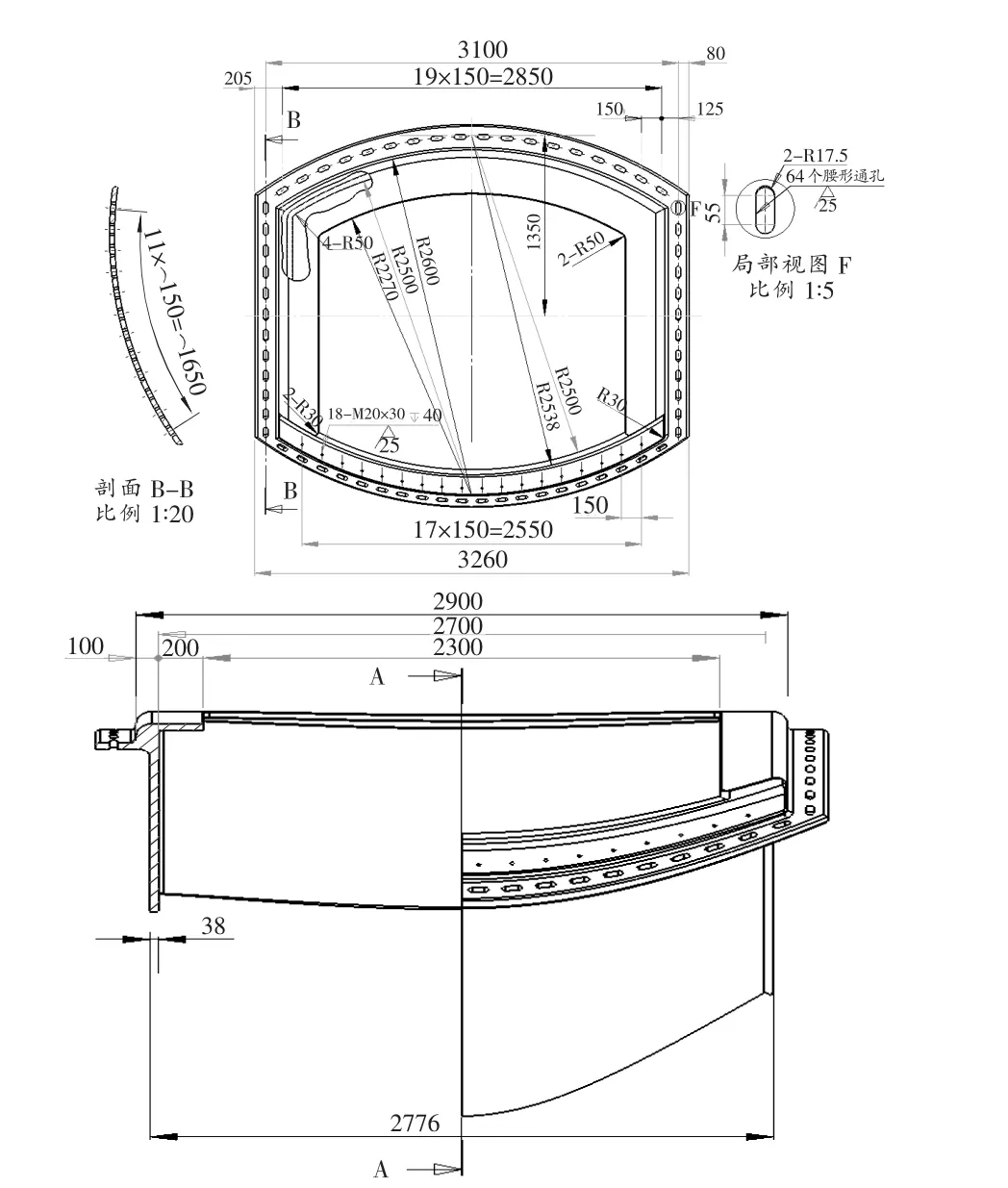
圖4 PS轉爐爐口

圖5 PS轉爐爐口(3D圖)
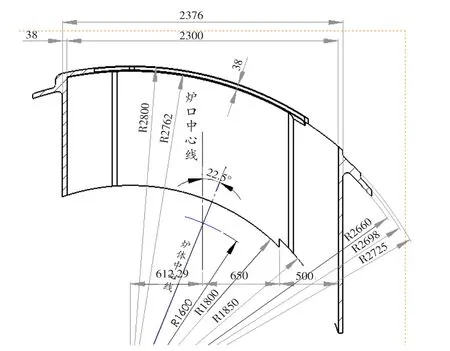
圖6 PS轉爐爐口安裝位置圖
在制造時,可以先制作爐體和爐口,然后配做爐口固定架,其一面與爐體配做,另一面與爐口配做。可是,當維修更換時配做的東西,就有一定的誤差。而應用3D設計,并在實際加工時,數控機床上就可以方便地檢驗工件的幾何形狀,相對坐標尺寸。
現爐口配件制作,爐口上部為鑄鋼件,薄殼部分用鋼板拼焊,解決了鑄件疏松、夾渣等薄壁鑄造引起的問題。
整體成型后,參照R2660,確定各腰型孔相對坐標位置和方向,然后進行60只腰型孔加工。由于下面的爐口固定架相應的孔位置、方向也是數字技術確定的,加工精度高。所以現場更換爐口就很順利。
3D設計,在3D空間為整臺設備的每一個零件建模,按相互裝配關系進行部件裝配,最后進行總裝。這樣,可以隨時發現問題并進行修改[6]。
3 數字化技術建模
為更好做好設備維修、備件采購工作,金隆技術人員借助數字化技術對陽極爐(及其他項目)進行3D建模(圖7~12):
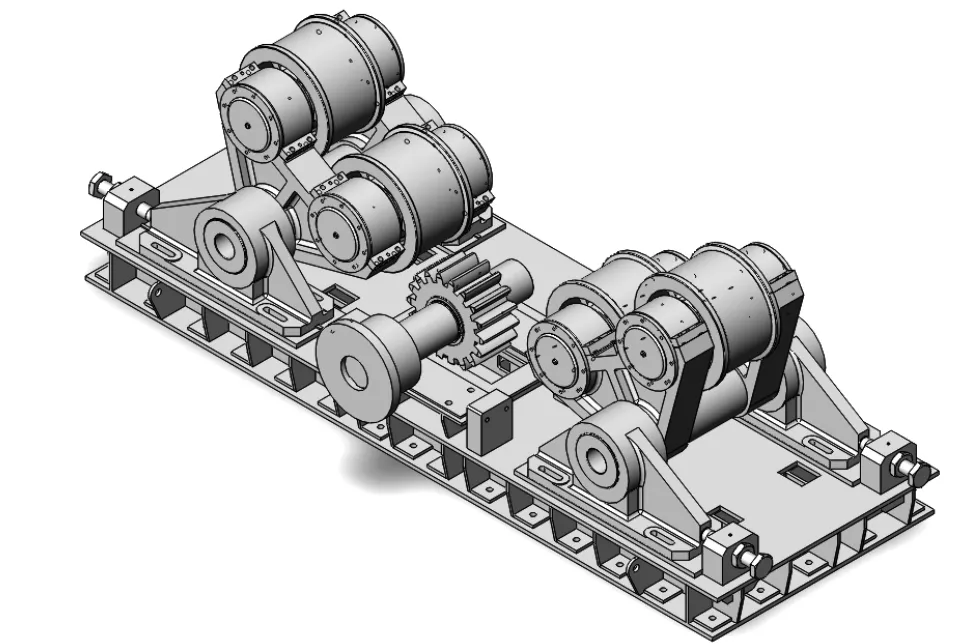
圖7 托輪裝置1
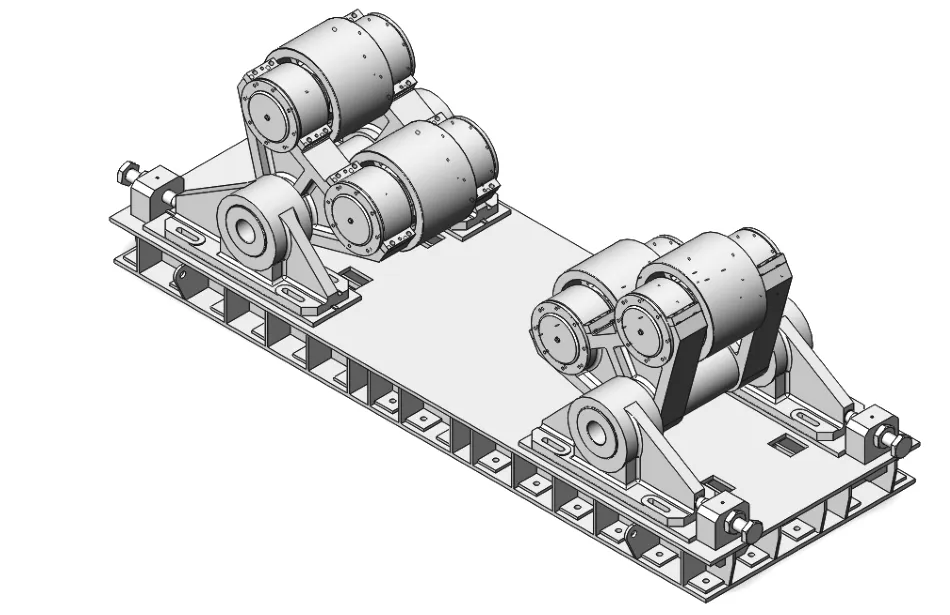
圖8 托輪裝置2
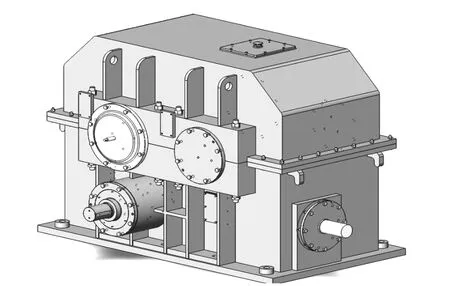
圖9 減速機
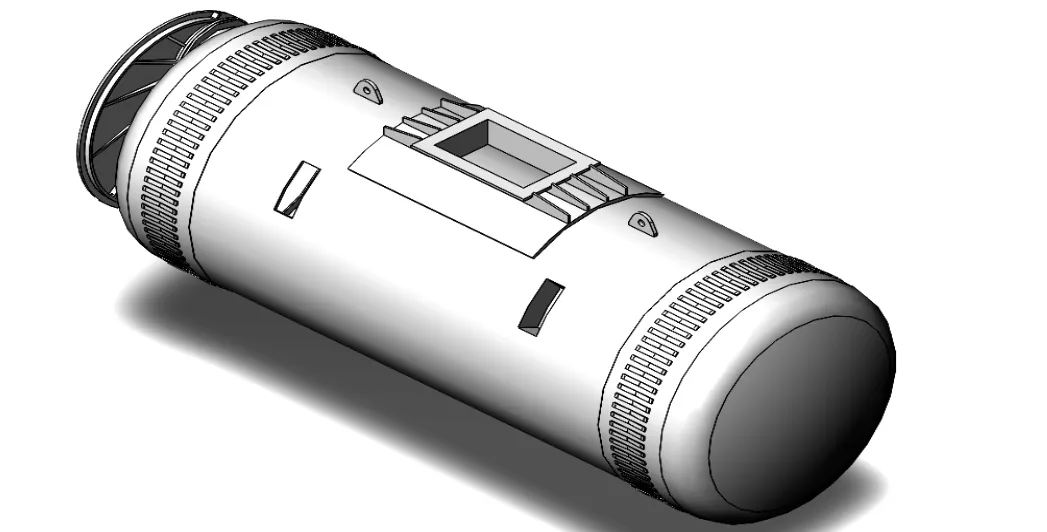
圖10 爐體裝置
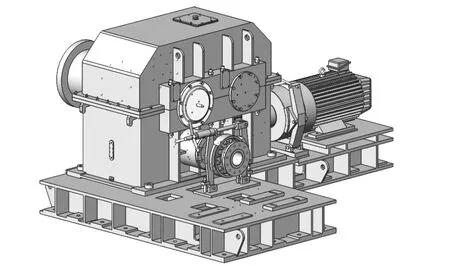
圖11 傳動裝置
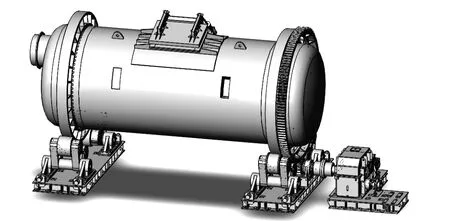
圖12 回轉式陽極爐
利用“數字化計算機技術”,對部分大型設備的每個零件、部件作出數字化3D檔案,為今后的零部件制作、設備升級改造等工作提供了數字化保證。
4 結論
數字技術、計算機輔助設計已經成為當今機械設計、制造的重要技術,并且還在飛速的發展當中。計算機輔助數控制造技術(包括電加工和水力切割)也已經在機械工程領域得到廣泛應用。今天應用于金隆銅業有限公司的配件國產化,同樣取得了成功。
[1] 云浪生.數字技術推動設計創新與時俱進[J].中國制造業信息化(應用版),2011(2):51-52.
[2] 王慶明.先進制造技術導論[M].上海:華東理工大學出版社,2007:4-5.
[3] 崔鳳奎.SolidWorks機械設計[M].北京:機械工業出版社,2007:1-2.
[4] 聞邦椿.機械設計手冊(第5版)[K].北京:機械工業出版社,2010,1:4 -5.
[5] 嚴育才,張福潤.數控技術(修訂版)[M].北京:清華大學出版社,2012:3 -6.
[6] 蘇春.數字化設計與制造[M].北京:機械工業出版社,2009:2-4.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
