制氧機氧氣管道凍裂事故分析及處理
2014-05-07 07:56:14方亮
銅業工程 2014年2期
方 亮
(江西銅業集團公司貴溪冶煉廠,江西貴溪 335424)
1 引言
貴溪冶煉廠動力(制氧)車間KDOAr-25000/5000/1200制氧機籌建于2006年,2007年7月正式投產,投產初期氧氣流量及純度均能達到設計要求。由于氬提取裝置設計上存在缺陷,導致液氬產品產量和設計量相差較大,經2008年12月份改造后,液氬產品產量達到設計值。制氧機組由四川空分設備(集團)有限責任公司設計成套,采用氮水預冷系統、分子篩吸附凈化流程、冷、熱端增壓透平膨脹機、規整填料塔和全精餾無氫制氬技術以及DCS控制系統,并設計有氧氣內壓縮流程,同時向用氧單位供送壓力為30KPa的低壓氧氣和壓力為0.8MPa的中壓氧氣,低壓氧設計流量18000Nm3/h,中壓氧設計流量7000Nm3/h。
2 事故發生經過
2013年5月29日,貴冶動力車間 KDOAr-25000/5000/1200制氧機按計劃安排停機檢修,10:00左右停機完畢,按操作規程關閉所有需要關閉的閥門,主冷凝蒸發器及液氧蒸發器保持高液位靜置,下午15:23,當班班長發現低壓氧氣管道壓力急速上升,高達130KPa,比正常供氧時的壓力高了將近100KPa,氧氣流量更是達到了流量計量程上限(50000Nm3/h),同時氧氣溫度快速下降至0℃以下[1-2]。于是迅速打電話向工段匯報,分管領導及正副工段長等人聞訊趕至時,發現制氧機空分塔冷箱周圍到處都是白茫茫的冷氣,便攜式測氧儀顯示周圍環境氧氣濃度高報警,仔細檢查發現出冷箱氧氣管道上間隔有裂縫并不斷有液體噴出,安全員迅速組織人員拉好警戒線,疏散人群,并聯系安全環保部和保衛部封鎖附近馬路,安排消防車輛做好消防準備。同時,工段組織人員對空分塔進行排液,并啟動空壓機向空分塔通氣復熱、置換,聯系檢修隊伍落實檢修方案[3-4]。
3 原因分析
3.1 事故背景
制氧機停機檢修的當天,計控車間計劃利用停機機會對該制氧機空分塔上的一些氣動閥門進行檢查維護,在取得當班班長同意之后,儀表人員于下午14:00開始在 DCS上操作計劃維護的氣動閥門。
3.2 原因分析
事故發生之后,根據現場情況判斷,可以判定有液氧進入氣氧供氧管道,造成管道凍裂。至于液氧的來源,初步分析原因為:液氧蒸發器液氧液位不斷上漲,最后滿出液氧蒸發器并溢流進其出口氧氣管道,常溫氧氣管道在低溫液體進入后驟冷,應力過大導致凍裂[5]。繼而通過查看DCS趨勢發現,制氧機停機后液氧蒸發器液氧液位已經處在較高位置3400mm(正常工作液位為 2800mm),而在14:26時迅速漲至液位3600mm,也即是液氧蒸發器的最大量程;液氧蒸發器壓力則是在15:21急速上漲,出塔氧氣管道的氧氣溫度也是在同一時間開始急速下降至-90℃(正常為15℃ -20℃)。分析認為,如果是因為主冷凝蒸發器液氧進液氧蒸發器閥門5LICA5關閉不嚴造成液氧蒸發器液位不斷上漲而引發氧氣管道凍裂的話,那就應該不會在14:26才出現液氧蒸發器液氧液位急速上漲現象(制氧機在上午10:00即已停機靜置),同時也不會在隔了將近一小時之后才突然發生氧氣管道壓力急速上升現象,所以我們將事故原因鎖定為14:26和15:20左右人為操作了相關氣動閥門所致。通過查看DCS操作記錄發現,分別在14:25和15:20有工藝液氧泵回流閥5PIC3全開及液氧蒸發器頂部氧氣回上塔閥門5HC5全開的操作記錄,而這段時間儀表人員恰在對空分塔上部分氣動閥門做動維護。和我們所推斷的結論相吻合。制氧機空分系統簡要流程如圖1所示:
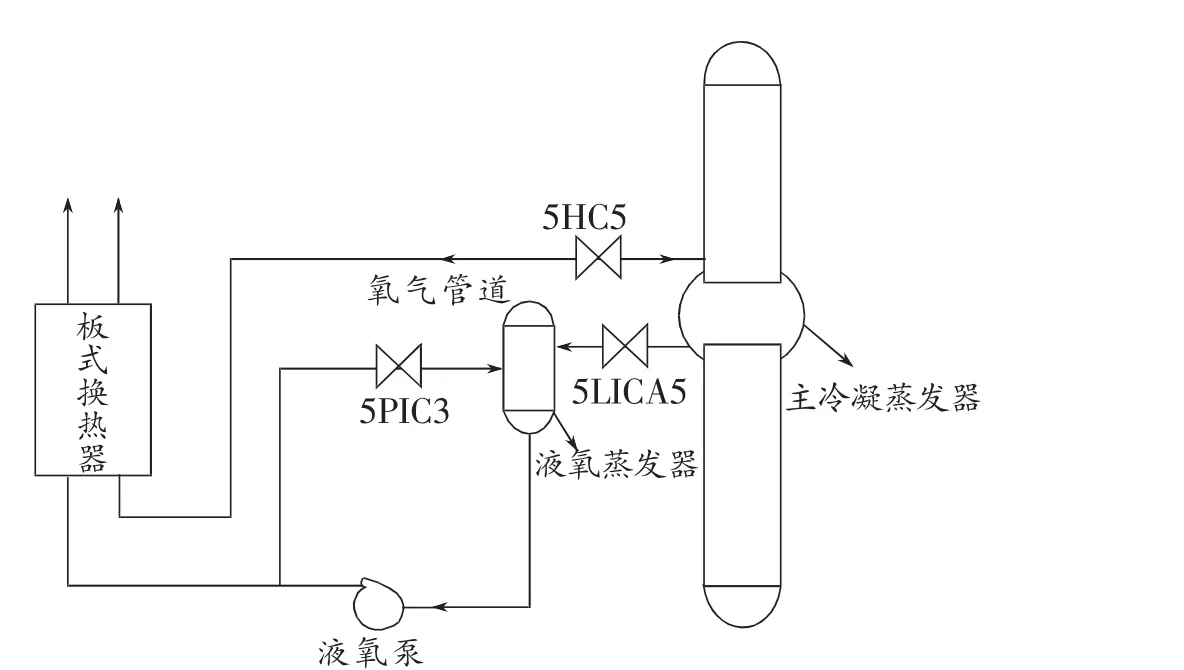
圖1 空分系統氧氣管路流程簡圖
(1)機組停機后,雖然工藝液氧泵停運,但是泵后液氧管道存在殘留液氧自蒸發,所以管道里保留有將近0.7MPa的壓力,當儀表人員將液氧泵回流閥5PIC3打開時,板式換熱器中殘留的液氧在管道壓力的作用下回流至液氧蒸發器內,造成了液氧蒸發器液氧液位在14:26時的突然上漲。
(2)機組停機后,隨著下塔液空打回上塔和上塔上升蒸汽壓的降低,塔板上的液體會逐漸流回至主冷凝蒸發器,導致主冷凝蒸發器液位超出正常工作液位,滿過了液氧蒸發器頂部氧氣回上塔管道的進口,當儀表人員在15:20打開閥門5HC5時,主冷凝蒸發器液氧在位勢差壓的作用下隨著該管道流至液氧蒸發器,隨著液氧蒸發器液位的上漲,逐漸滿出并溢進了氧氣管道,導致了塔外氧氣管道凍裂事故的發生。
(3)儀表人員對制氧工藝不了解,在操作閥門時未及時告知制氧崗位人員,制氧崗位人員也未跟蹤監控,且操作完后未按規程要求對閥門及時復位是造成此次事故的直接原因。
4 事故處理及整改措施
4.1 事故處理
事故發生后,工段迅速做好消防安全措施,立即組織人員對主冷凝蒸發器和液氧蒸發器進行排液處理。當天晚上22:00啟動空壓機向空分塔通氣置換,由于生產用氧緊張,沒有足夠的時間對空分塔做徹底的復熱,所以計劃在空分塔及氧氣管道置換徹底后即進行停機檢修,5月30日下午13:00,經多次測量空分塔各吹除口及氧氣管道出口氧含量達到檢修要求(20.9%)后,即停機安排檢修,為進一步確保檢修時動火作業的安全,同時避免空分塔負壓倒吸潮氣引起管道堵塞,我們向空分塔內通入了少量低壓氮氣,氣源為另一套正在運行的制氧機提供(如圖2示),控制氧氣管道內壓力在1-2KPa,6月1日晚23:00,空分塔外凍裂管道更換完畢,遂重新開啟空分系統進行吹掃、冷卻、積液、調純,6月2日晚18:30順利送出合格氧氣,制氧機生產恢復正常[6]。
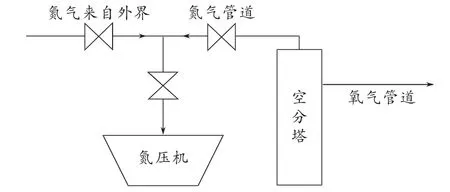
圖2 空分塔通氣保壓流程簡圖
4.2 為避免此類事故再次發生,我們商討指定出如下整改措施
(1)如遇檢修并需停運機組時,在停運機組后,迅速全關空分塔所有液體和對外氣體閥門,并安排人員到現場確認閥門動作到位。
(2)閥門5HC5本為調整氬系統餾分含量所設計,但是在實際操作中并無效果,而且該閥門所在管道至上塔的入口離主冷全浸液面高度僅800mm,為避免停機后主冷液氧上漲隨該管道流進液氧蒸發器,所以在系統停機時必須確保該閥門處于關閉狀態。
(3)儀表人員需要檢修閥門需通過正常程序和制氧工段負責人聯系,并出具詳細檢修計劃,獲得制氧工段同意后,方可進行檢修,檢修期間制氧工段需安排人員密切跟蹤;DCS嚴禁儀表人員操作,如有需要,應由制氧工段崗位人員協助完成。
5 結語
制氧機生產過程的各個步驟都離不開儀控系統,關鍵閥門的動作都是靠儀表系統驅動實現,關鍵參數也都是通過儀表系統來實現監控,只有在儀表程序正常的前提下,制氧機才能正常運行。因此,在進行儀表系統的檢修錢必須要先對其可能引發的后果進行嚴密的分析,并做好詳細的應急處理方案,并在實施檢修的過程中,安排專人對DCS控制系統和現場進行全程監控,發現異常應立即終止檢修,并做好處理工作。否則,就可能會引發大的設備乃至人身安全事故。
[1] 馬大方.氧氣管道安全措施[J].深冷技術,2009(6):49-58.
[2] 楊秉彪.氧氣管道放散管底部開裂和氧氣閥門泄漏的處理[J].工業氣體安全,2009(3):22 -23.
[3] 劉平,宋玉輝,閆長松.氧氮液化設備低溫液體泄漏的原因分析與處理[J].深冷技術,2009(6):8-9.
[4] 周家建,張斌.空分設備冷箱內漏液的處理[J].工業氣體安全,2009(3):20-21.
[5] 林知望.一起空分設備常溫空氣管道凍裂事故分析[J].深冷技術,2009(7):61-63.
[6] 湯學忠,顧福民.新編制氧工問答[M].北京:冶金工業出版社,2001.
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
智富時代(2018年5期)2018-07-18 17:52:04
電子測試(2017年11期)2017-12-15 08:57:07
汽車維護與修理(2015年2期)2015-02-28 12:15:41
中學科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39
