不可逆鋁冷軋機自動停車的設計和實現
2014-05-11 03:10:06張宏展毛永志
制造業自動化 2014年10期
樊 銳,張宏展,毛永志
(1. 涿神有色金屬加工專用設備有限公司,河北 072750;2.北京機械工業自動化研究所,北京 100120)
不可逆鋁冷軋機自動停車的設計和實現
樊 銳1,張宏展2,毛永志2
(1. 涿神有色金屬加工專用設備有限公司,河北 072750;2.北京機械工業自動化研究所,北京 100120)
0 引言
不可逆鋁冷軋機是鋁加工過程中的一個重要環節,該過程將鋁熱軋機或鋁鑄軋機生產的厚帶材鋁卷經過幾個道次的軋制,對帶材的板形和厚度進行精確控制,生產出符合用戶要求的相關規格薄帶材鋁卷,提供給鋁箔粗軋機或厚剪機等設備,以對鋁材進行進一步精加工。
不可逆鋁冷軋機來料尤其是開坯料的料頭和料尾通常板形較差、厚差較大,在軋制時不易控制帶材的板形和厚度,容易造成斷帶甚至損壞設備,為了軋制出合格的產品以及保護設備,需要去除來料的料頭和料尾。來料的料頭可以在軋制開始前切除,料尾則需要在軋制過程中及時停車以便切除,即通常所說的甩尾,這時候就需要準確判斷停車時機,使設備在生產過程中能夠自動減速停車,根據生產需要剩余下質量不好的料尾,避免剩余卷材過多降低生產效率、造成浪費或剩余卷材過少甚至尾料全部沖過軋機造成設備損壞甚至起火等事故。
1 自動停車部分的設備基本組成及其工作原理
不可逆鋁冷軋機的整體結構示意圖如圖1所示。
機列工作過程描述:將要軋制的鋁卷來料經過開卷機開卷,經由入側偏導輥、入側張緊輥組的導向和展平,通過工作輥進行軋制,在軋制中通過板形和厚度控制系統的調節控制帶材的板形和厚度,以成為符合相關規格的鋁材,再經過出側包角輥后,到達卷取機上卷取,從而生產出符合用戶要求的鋁卷。
1.1 不可逆鋁冷軋機的設備基本組成
1)開卷機:用于對鋁卷來料進行開卷,及對開卷進行張力控制等。
2)開卷激光卷徑測量:該激光測距裝置安裝在開卷機與主機之間的入側裝置上,利用激光測得的距離計算得到開卷卷材的卷徑大小,用于開卷張力控制和開卷自動減速停車等。
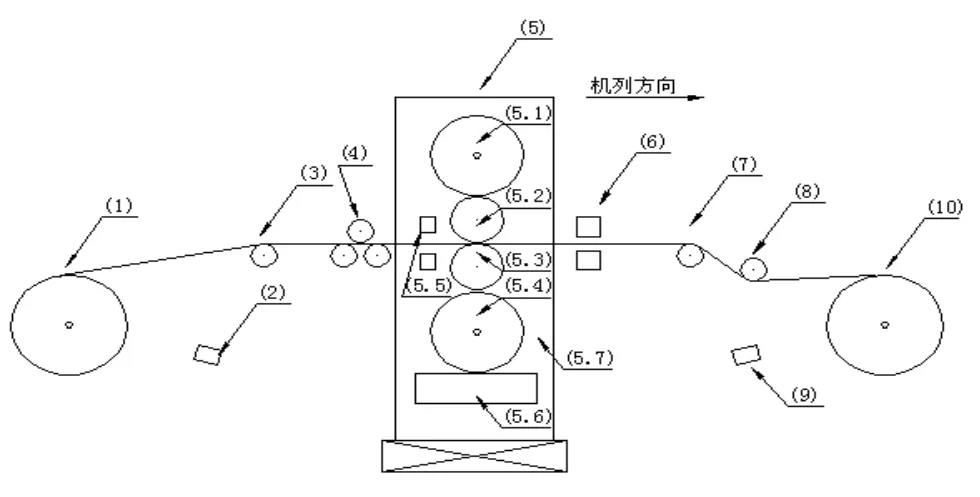
圖1 不可逆鋁冷軋機整體結構示意圖
3)入側偏導輥:主要對帶材起導向作用。
4)入側張緊輥組:主要對帶材起導向和展平作用。
5)主機部分:主機部分是軋機的主體,主要由支承輥、工作輥、壓上缸、噴桿梁和牌坊等組成,用于對帶材進行軋制,控制軋機的軋制速度,并根據板形控制系統和厚度控制系統發出的指令對帶材的板形和厚度進行調節。
(1)上支承輥:用于支撐工作輥。
(2)上工作輥:與下工作輥一起用于軋制帶材。
(3)下工作輥:與上工作輥一起用于軋制帶材。
(4)下支承輥:用于支撐工作輥。
(5)噴桿梁:用于冷卻和潤滑工作輥,通過噴淋改變輥形進而調節帶材板形。
(6)壓上缸:用于調節軋制力,通過改變軋制力或輥縫大小對帶材厚度進行調節。
(7)牌坊:用于安裝主機部分的各種設備。
6)出口測厚儀:用于檢測軋機出口帶材厚度,屬于軋機厚度控制系統的一部分,反饋的信號參與厚度自動控制。
7)板形輥:用于檢測軋機出口帶材板形,屬于軋機板形控制系統的一部分,檢測的結果用于對板形的自動控制。
8)包角輥:用于使帶材對板型輥形成固定包角。
9)卷取激光卷徑測量:該激光測距裝置安裝在卷取機與主機之間的出側裝置上,工作原理與開卷激光卷徑測量一樣,用于卷取張力控制。
10)卷取機:用于對軋制完畢的鋁材進行卷取,及對卷取進行張力控制等。
1.2 開卷卷徑測量裝置的基本組成及工作原理
開卷卷徑測量裝置主要由激光測距裝置組成,檢測的結果通過計算得到開卷卷材的直徑,用于開卷張力控制和開卷自動減速停車等,其結構如圖2中所示。
1)開卷機上的卷材。
2)激光測距儀:1.1中已經提到過此裝置,激光測距儀在安裝時要對準開卷卷材中心,以確保檢測的準確。
其中D為開卷卷材直徑,D0為開卷卷材套筒的直徑,L0為激光測距儀到開卷卷材套筒的距離,L為激光測距儀到開卷卷材的距離。D0為已知的套筒直徑,L0在調試過程中已經測出,通過檢測激光測距儀到鋁卷的實時距離L,計算得到開卷卷材的卷徑大小D=2(L0-L)+D0。
2 不可逆鋁冷軋機自動減速停車功能實現的原理
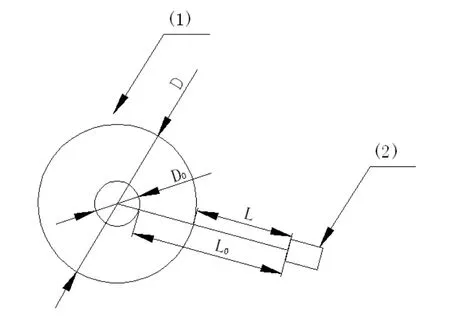
圖2 開卷卷材卷徑測量裝置示意圖
軋機自動減速停車的過程是:首先,操作人員對需要甩尾的殘料進行設定(如設定殘料的卷徑或壁厚等),激活“自動減速停車”使能按鈕。然后,通過程序判斷開卷卷材何時到達相關設定,軋機自動切換到“穿帶”模式,開始降速。隨后,軋機進入自動勻減速階段,在此過程中操作人員可以手動切換軋機的運轉模式,此時自動減速停車模式自動終止;如不中止自動模式,則軋機持續降速。最后,軋機達到穿帶速度(10~30m/min可調),此時若無其他操作,則軋機自動切換到“停止”模式直至軋機停止,軋機自動減速停車結束,軋機自動減速停車功能實現的關鍵是判斷軋機何時開始減速停車。
2.1 軋機減速過程中帶材行走的長度
首先,我們需要知道軋機從開始減速停車到完全停止下來的過程中開卷機鋁帶材行走的長度。當軋機減速時不進行其他操作則此減速過程是勻減速,示意圖如圖3所示。
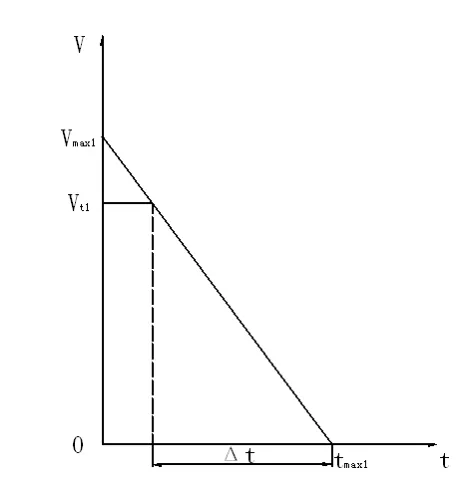
圖3 不可逆鋁冷軋機減速過程示意圖
根據公式有:

其中L為鋁帶材行走的長度,Vt為開始減速停車時刻的開卷機線速度,Vt1為開始減速停車時刻的主機線速度,Vmax1為軋機最高機列速度,tmax1為軋機從最高速停車所需的時間(tmax=tmax1),Δt為軋機從當前速度減速到停止所需要的時間。
式(2)代入式(1)可以計算出軋機勻減速過程中開卷機鋁帶材行走的長度,即軋機開始自動減速停車后到軋機停止時開卷機鋁帶材行走的長度。

2.2 開卷機殘料設定的4種方法及其應用分析
因為開卷機卷材的直徑是通過實時檢測得到的,所以只要判斷出在開卷機卷材直徑達到多少時開始減速,在軋機停下來時開卷機卷材剩余量符合設定要求即可。為了方便操作人員的操作,我們設計四種對開卷機需要甩尾殘料的設定方法:1)設定開卷機剩余卷材半徑(直徑);2)設定開卷機剩余卷材壁厚;3)設定開卷機剩余卷材長度;4)設定開卷機剩余卷材圈數。下面針對軋機的運行特點對自動減速停車進行分析。
2.2.1 設定開卷機剩余卷材半徑(直徑)
根據面積公式,如圖4所示。
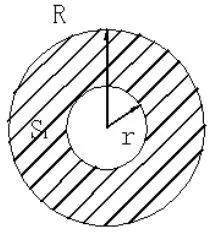
圖4 卷材示意圖
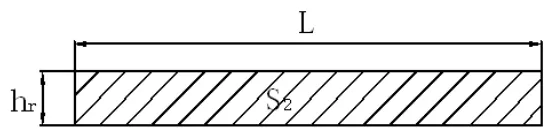
圖5 帶材展開示意圖

如果將卷材展開,如圖5所示。

其中S為面積,R為開卷卷材當前半徑,r為設定的停車卷材半徑,hr為軋機入口卷材厚度,L1為卷材長度。
假設將鋁材展平,考慮到鋁卷材的空隙率,則有:

其中λ為修正系數。
式(4)和式(5)代入式(6)中,可以得到卷材展開后的長度,也就是從當前卷徑到設定卷徑的卷材展開長度。

當2.1中式(3)中L與L1相等時軋機應該開始自動減速停車,結合式(3)和式(7)計算得到:

式(8)中R為開卷卷材當前半徑,r為操作人員設定的需要剩余的殘料半徑,hr為軋機入口卷材厚度,Vt為開始減速停車時刻的開卷機線速度,Vt1為開始減速停車時刻的主機線速度,Vmax1為軋機最高機列速度,tmax1為軋機從最高速停車所需的時間,λ為修正系數。
2.2.2 設定開卷機剩余卷材壁厚
設定開卷機卷材殘料壁厚為Δh,則有剩余卷材半徑:

結合2.2.1的推導,得到開卷機卷材從當前半徑R到剩余卷材半徑r的剩余帶材總長度:

當L=L2時軋機應該開始自動減速停車,結合式(3)和式(10)得到:

式(11)中R為開卷卷材當前半徑,r0為開卷套筒半徑,Δh為操作人員設定的需要剩余的殘料壁厚,hr為軋機入口卷材厚度,Vt為開始減速停車時刻的開卷機線速度, Vt1為開始減速停車時刻的主機線速度,Vmax1為軋機最高機列速度,tmax1為軋機從最高速停車所需的時間,λ為修正系數。
2.2.3 設定開卷機剩余卷材的帶材長度
根據設定開卷機卷材殘料長度為L3,則從自動停車開始時刻開卷卷材的展開長度為:

根據2.2.1的推導,可知:

當L=L3時軋機應該開始自動減速停車,即:

式(13)中R為開卷卷材當前半徑,r0為開卷套筒半徑,L3為操作人員設定的需要剩余的殘料帶材長度,hr為軋機入口卷材厚度,Vt為開始減速停車時刻的開卷機線速度, Vt1為開始減速停車時刻的主機線速度,Vmax1為軋機最高機列速度,tmax1為軋機從最高速停車所需的時間,λ為修正系數。
2.2.4 設定開卷機卷材殘料圈數時帶材的剩余長度
開卷套筒上每增加1層鋁材,則其卷材半徑會相應增加1層鋁材的厚度,因此當設定開卷機卷材殘料的剩余圈數n時,卷材上的帶材長度可以確定,即:

其中Ln為設定卷材殘料圈數時帶材的剩余長度,n為設定的卷材剩余圈數,r0為開卷套筒半徑,hr為來料厚度。
當Ly=L+L4時軋機應該開始自動減速停車,結合式(3)和式(15)得到:

式(16)中R為開卷卷材當前半徑,r0為開卷套筒半徑,n為操作人員設定的卷材剩余圈數,hr為軋機入口卷材厚度,Vt為開始減速停車時刻的開卷機線速度, Vt1為開始減速停車時刻的主機線速度,Vmax1為軋機最高機列速度,tmax1為軋機從最高速停車所需的時間,λ為修正系數。
2.2.5 開卷機殘料4種設定方法的應用
通過對上述4種開卷機殘料的方法進行分析,我們可以得知,要實現準確的軋機自動減速停車,我們需要監控軋機的運行狀態,準確獲知諸如主機速度、開卷機速度和開卷卷材卷徑等。操作人員需要做的僅是選擇殘料的設定方式,然后輸入卷材的相關信息。
3 自動減速停車的實現
從電氣控制方面來講,自動減速停車需要電氣硬件組態和軟件編程兩個方面來完成,結合一個我們已經調試完成的項目,提供實現方案如下。
3.1 硬件組態
1)激光測距儀:如前所訴,要想實現自動減速停車,我們需要一個能夠準確測量開卷卷材卷徑的裝置,用于提供準確的開卷卷材直徑。激光測距儀性能穩定、抗干擾性強、檢測精度高,能夠保證卷徑測量的準確性。
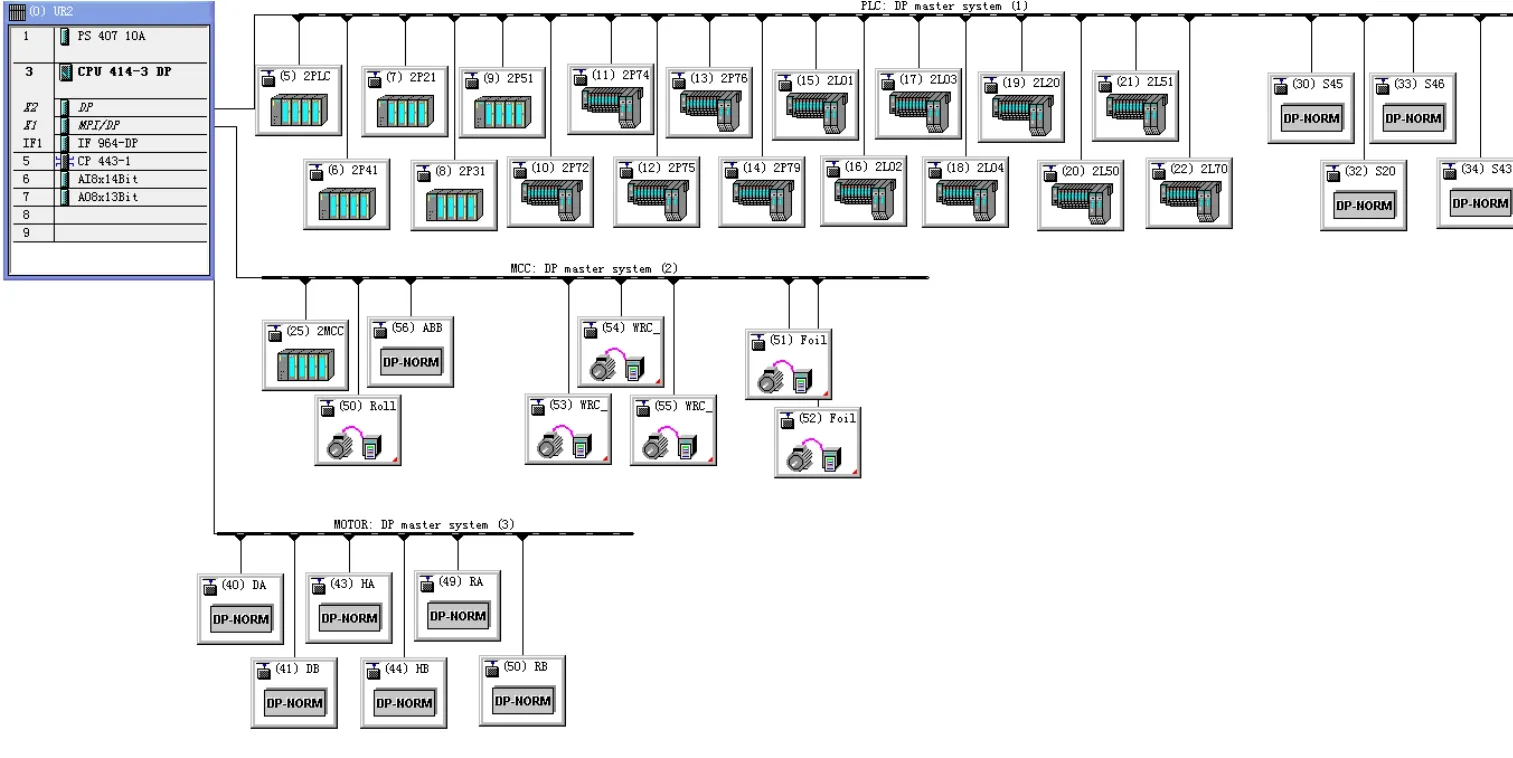
圖6 系統配置圖
2)PLC:選用SIMENS-400系列,具體組態見圖6。
3)CPU:選用S7-400,414-3DP,用于完成PLC程序的執行,過程數據的計算和對設備進行控制。
4)模擬量輸入模板:安裝于PLC遠程機架上,用于接收激光測距儀檢測的數據。
5)傳動裝置:用于控制電機的運轉,本例選擇的是ABB直流傳動裝置。
6)編碼器:監控電機速度,同時用于配合傳動裝置控制電機。
通過以上硬件配置,即可滿足自動減速停車電氣控制的需要。
3.2 軟件實現
我們利用SIEMENS Step7 V5.4軟件,通過對上述4中自動減速停車的設計方法進行編程,即可實現不可逆鋁冷軋機的自動減速停車控制。
4 結束語
自動減速停車是不可逆鋁冷軋機的一個重要功能,如何準確判斷減速停車的時機,使開卷卷材剩余的殘料正好為設定值,是自動減速停車的關鍵。此種自動停車功能已在我們調試完成的多臺設備上投入使用,同時此經驗可推廣到其他鋁加工設備上使用。生產實踐證明此功能設計合理,操作簡單方便,系統運行良好,提高了生產效率。
[1]趙剛,楊永利.軋制過程的計算機控制系統[M].冶金工業出版社,2002.
[2]丁修堏.軋制過程自動化[M].冶金工業出版社,2005.
[3]黃慶學,梁愛生.高精度軋制技術[M].冶金工業出版社,2002.
Design and implementation of automatic stopping in irreversible aluminum cold rolling mill
FAN Rui1, ZHANG Hong-zhan2, MAO Yong-zhi2
針對不可逆鋁冷軋機自動停車功能的實現提出了設計方案,闡述其設計思想和原理,并針對4種殘料設定方法分別進行了設計計算,給出實現其控制的軟硬件配置,為自動停車功能的實現提供了完整的設計思路和實現方案。
自動減速停車;不可逆鋁冷軋機;PLC
樊銳(1980 -),男,工程師,本科,主要從事鋁加工設備電控系統的設計與調試工作。
TH161
A
1009-0134(2014)05(下)-0133-04
10.3969/j.issn.1009-0134.2014.05(下).38
2013-11-25
