Pep-Set樹脂砂脫箱造型生產線的研發與應用
2014-06-05 11:04:08王淑梅桑飛星許魁蓮
中國鑄造裝備與技術 2014年3期
關鍵詞:設備
王淑梅,高 磊,桑飛星,許魁蓮
(雙星漯河中原機械有限公司,河南漯河 462000)
Pep-Set樹脂砂采用的粘結劑由三部分組成,組份Ⅰ、組份Ⅱ、組份Ⅲ,固化原理與普通冷芯盒工藝相似,只是組份Ⅲ直接以液態加入原砂中混制。由于其型(芯)砂的流動性好,可使用時間長,潰散性好、發氣量低等特點,能夠適應較復雜鑄件的造型和制芯。因此,廣泛應用于鋼、鐵、鋁合金等各類鑄件中,尤其適用于生產批量較大的中小尺寸復雜鑄件(如汽車發動機的缸體等)。近年來,雙星漯河中原機械有限公司一直致力于Pep-Set樹脂砂自動造型線的研究,開發了Pep-Set樹脂砂脫箱造型自動生產線的先進技術,并在湖北某廠的六缸發動機缸體鑄件上得到了很好的應用。下面簡單介紹該線的布局特點、單機性能及電氣控制。
1 舊砂處理系統
1.1 生產綱領和技術指標
生產綱領:年產15 000~20 000 t鑄件,砂鐵比為(4~5)∶1,采用二班工作制 16 h。
根據以上條件,砂處理能力設計為15 t/h,造型能力為10~15整型/h。在系統配置上,考慮滿足“柔性生產組織”的要求,以便在生產過程中,能夠根據工藝要求的不同及生產的不同環節合理選擇系統設備的開停而不影響系統的正常運行,降低生產成本,便于生產組織。在滿足社會進步、環保要求及保證工藝質量、生產組織、經濟效益的前提下,力求改善工人的作業環境。在設備選型配置上,以安全、可靠、使用成本低、節能環保為設計原則,來確保設備可靠性強、易損件少、使用成本及原材料消耗低,為提高鑄件的附加值打好基礎。
技術指標:舊砂處理后,總脫膜率≥28%,舊砂回收率≥95%,再生砂灰分含量≤0.5%,灰塵排放濃度≤50 mg/m3。
1.2 砂處理線布局特點
整條砂處理線包含落砂系統、破碎再生系統、砂調溫系統、砂輸送系統、除塵系統和電控系統等六大組成部分,整線設計突出以下幾個特點:
(1)高效節能:落砂后采用雙質體振動輸送機送砂,送砂溫度可達400 ℃,避免了傳統皮帶送砂不耐高溫的現象;
(2)兩級篩分:即破碎篩分機和直線振動篩砂機,能夠確保舊砂中的雜物去除干凈;
(3)兩級磁選:即S997懸掛磁選機和S528Ⅱ貫通式磁選機。能夠將舊砂中較大的鐵塊和鐵豆等磁性物質全部分離出來,確保了后續再生機易損件的使用壽命;
(4)多級風選:即再生機下部設計二級風選,可以將再生后砂子中的粉塵充分吸走,從而提高砂型的透氣性,降低造型時樹脂的加入量;
(5)多級再生:再生機選用四級高效再生機。它具有能耗低、砂粒破碎少、再生效率高、易損件少、維修保養簡單、占地面積小等特點;
(6)廢料集中排放:設計有廢料小車和吊裝機構,減輕了工人的勞動強度,方便了生產現場的管理;
(7)工控機控制:整線電氣控制采用日本OMRON公司制造的CP 系列PLC;動作可靠,故障率低,能可靠地完成各種所設復雜控制流程。采用工控機結合組態軟件對整個系統進行動態監控,可以方便的采集、統計系統參數,便于對鑄件的質量控制和成本控制。
1.3 主要單機設備介紹
1.3.1 SJZF15四級高效再生機
該設備是引進德國ECO技術,結合我國優質砂較少的國情下開發的新型節能產品,再生能力為15 t/h,電機功率為18.5 kW,轉速為810 r/min。
再生流程為:經過篩選后的舊砂首先進入旋轉再生機的第一級再生盤,在高速旋轉力的作用下,砂子被拋到四周的耐磨板上,然后再反射回來,通過再生盤間的縫隙進入中部滑槽,落到第二級再生盤上,開始第二級再生,依次循環進行第三級和第四級再生。它的再生原理主要是利用舊砂粒間的搓擦達到脫膜并圓整砂粒的目的,同時舊砂在再生體內自動形成對機殼的墊層,保護機殼不受磨損,外裝堅固的耐磨襯板,完成對舊砂的四次再生,可有效保證砂子的可靠再生,而且砂子在再生過程中不會破碎,砂粒圓度更好、更規矩,再生后的舊砂可有效降低液料的加入量。再生機構如圖1所示。
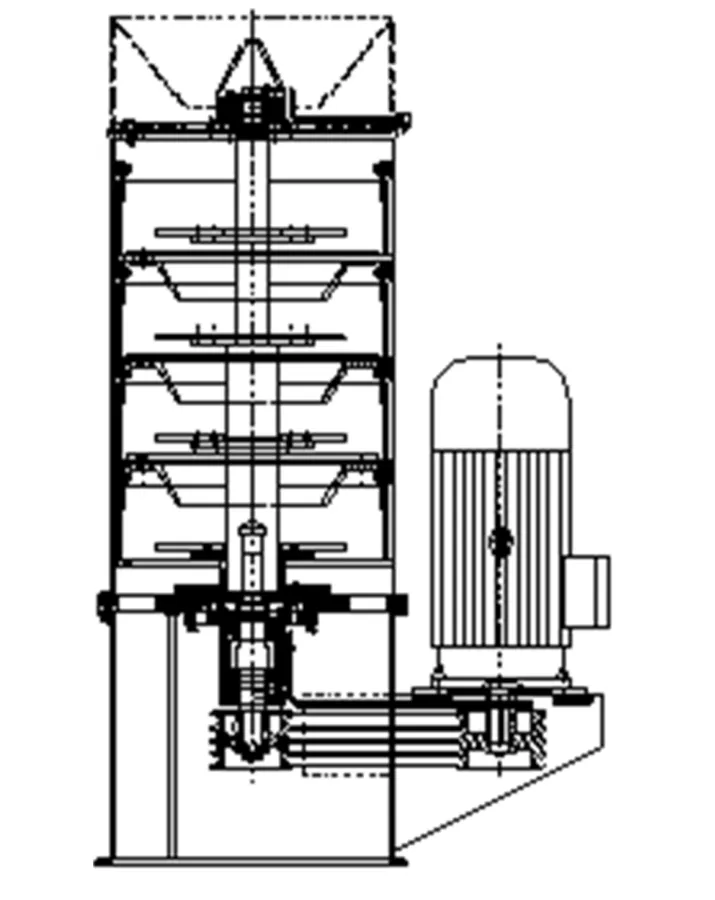
圖1 四級再生機構
該機具有以下優點:①采用四級再生增加砂子的停留時間和再生時間,是一種以離心磨擦為主進行脫膜再生的機械回轉式再生機,特別適合我國優質砂資源較少的狀況;②環形再生盤采用耐磨合金材料制作,提高了易損件的使用壽命;③回轉主軸采用防塵罩密封、密封圈密封和油溝密封等多種防塵措施,防止灰塵進入軸承部位;④設備殼體上開有抽風口,生產過程中產生的粉塵可以順利排出;⑤與老式的離心再生機相比,砂粒不易破碎,易損件少,并且年節約電力12.5萬度,節能效果非常明顯;⑥設計有自動油泵定期對軸承部位進行潤滑。
1.3.2 氣箱脈沖袋式除塵器
該除塵器是我公司在引進美國富樂(Fuller)公司技術基礎上,吸收德國同類產品技術優點,結合我國實情研制開發的新型高效袋式除塵設備,它集分室反吹和脈沖噴吹袋式除塵器的優點于一體,克服了分室反吹的清灰動力不足、噴吹脈沖的清灰與過濾同時進行的缺陷,擴大了袋式除塵設備的應用范圍。該產品集國內外同類產品的優點,有效的提高了氣箱脈沖袋式除塵器的除塵效率和運行的可靠性,延長了濾袋的使用壽命。
(1)選擇優質的脈沖閥
對于除塵器清灰關鍵部件—脈沖閥,采用了國際知名品牌公司的直角式脈沖閥(圖2),該產品采用全自動生產加工工藝制造,據有100%的產品質量統一性,啟動關閉迅速可靠,閥體阻力低,在較低的氣源壓力下,也可很好地完成清灰工作,脈沖閥的膜片、彈簧及電磁圈均可提供三年質保,并滿足開閉100萬次的要求。
(2)濾料的合理選擇與設計

圖2 直角式脈沖閥
根據煙氣特性,高溫場合采用上海博格公司產耐高溫美塔斯濾料,該濾料可瞬間承受240 ℃的高溫;溫度150 ℃的場合采用中溫迷特濾料;溫度≤130 ℃的場合采用拒水防油滌綸針刺氈或滌綸針刺氈濾料。濾料采用階梯形梯級層面結構,迎風面纖維細,背風面纖維粗,濾料清灰容易,阻力低。
濾袋上口設計為彈簧形式,彈性好,不易腐蝕,壽命長;濾袋上部設計增加了加固布 (圖 3),增強易破部位的強度,延長了濾袋的使用壽命;濾袋采用專用的三針平縫縫紉機織成,強度高,密封好。
(3)結構設計
設備采用氣箱式結構,降低了設備的局部阻損,中部箱體采用鋼板壓型,強度剛度好,既能滿足高濃度高負壓的要求,又保證了外形的美觀。
出灰口安裝星形卸料器,排灰口下端設有密封的貯灰箱,排灰時可向貯灰箱加入水,可有效地避免二次揚塵現象。
2 混砂造型系統
2.1 設備組成及特點
如圖4所示。造型圈部分包含混砂造型、起模和砂型烘干兩大部分。造型設備主要配備有SZ2220P單臂連續式混砂機、振實臺、轉運小車、翻轉起模機等。砂型烘干主要采用表干爐進行烘干,烘干后的砂型再通過專用吊裝設備運到鑄工輸送環進行合箱澆注。
工藝流程:采用20 t/h單臂連續式混砂機混抽型砂→翻轉起模機震動脫模→刷醇基涂料→表桿爐烘干(180 ℃)→出爐冷卻→合型→澆注。
本線配備的混砂機采用單臂連續式混砂機,生產效率為20 t/h,回轉半徑為2 000 mm,出砂口高度為1 200 mm。采用中速混砂機理,混砂槽襯板及葉片磨損較少、混砂時發熱小,提高了易損件的使用壽命。樹脂和固化劑通過霧化裝置在混砂攪籠里加入,攪籠以553 r/min的轉速進行混砂。組分Ⅰ和組分Ⅱ采用進口高精度齒輪泵控制供給,使調節更方便、精度更高,可根據不同的工藝要進求進行調整。
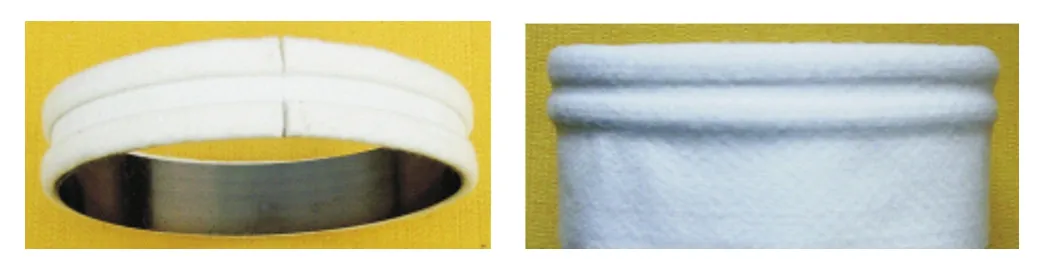
圖3 濾筒結構圖
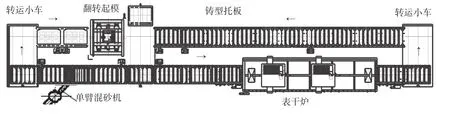
圖4 混砂造型圈平面布置圖

圖5 單臂連續式混砂機
混砂裝置由減速電機、聯軸器、機體、螺旋、攪籠軸總成、混砂槽、葉片等組成。混砂機工作時,電機通過聯軸器,將動力傳動給混砂軸。混砂軸上有形成螺旋狀的葉片,扁平的葉片與軸線成一定角度,相當于形成一多頭螺旋。為了使葉片定位更準確特采用八方定位,混砂葉片前沿鑲嵌或堆焊硬質合金,并設計成可調整型葉片使其使用壽命大大提高。混砂槽為對開式結構,內襯6 mm厚的不銹鋼襯板,打開門扣可使全部混砂葉片、螺旋暴露在外,為檢修和清理葉片、襯板、螺旋粘砂提供了極為有利的條件。混砂槽上有進砂口、固化劑注入口、樹脂注入口、氨水注入口、當砂定量流入混砂槽內通過時,首先加入固化劑,經過一段距離使砂和固化劑初步混均再加入樹脂進一步混合,粘有固化劑的砂子與樹脂在混砂槽被形成螺旋狀的葉片切割、攪拌、搓捻的同時向前推進,使混合好的型砂從出砂口連續定量排出。
這種混砂方式就是單砂雙混法。每班下班時按下清洗按鈕可以對混砂裝置進行清洗,可有效地減輕工人的勞動強度。
翻轉起模機是造型中的關鍵設備,本線中配備的是LHFQ2580型翻轉起模機(圖6),翻轉輪直徑為2 580 mm, “O”形回轉架結構,整體強度高、剛性好,設有振動起模及起模檢測裝置,能夠確保順利起模。

圖6 LHFQ2580型翻轉起模機
工作流程為:該機采用帶邊輥的機動輥道,與線上的輥道同步將型板、模型、砂箱(填好砂的)一起送入起模機的升降臺上。然后,安裝在其上的夾緊油缸將下面的墊板夾緊鎖住。兩壓緊油缸同步驅動升降臺將砂箱、模型、墊板等一起向上壓向上帶邊上輥道。當達到一定的壓緊力后,液壓馬達動作,驅動回轉機體正翻轉180°,回轉機體的翻轉由液壓馬達驅動伺服閥調速,可以實現無級調速,慢、快、慢平穩工作。正翻轉停穩后,四個橡膠彈簧將工作臺頂起,振動電機開始振動,與此同時壓緊油缸收縮,進行拔模起模。如起模時模型與砂箱不能脫開(將砂型一同帶起),檢測裝置將發出信號,壓緊油缸即刻下降,如此反復直至完成起模。起模后上輥道將砂型送出。然后,回轉體反翻轉180°,下夾緊油缸把型板松開后,下機動棍道把型板、模型以及砂箱再一起送出。如此完成翻箱起模機起模的全過程。圖7為脫箱起模及合箱后的砂型。
2.2 造型線的自動化控制

圖7 脫箱起模及合箱后的砂型
該造型線要求自動化程度高,尤其是翻轉起模機的控制程序是我公司多年來研發的核心技術,起模時兩個液壓油缸同步頂升是程序控制的難點和重點,初步設計時為確保設備的同步精度達到1/1000,兩個油缸分別配置了位移傳感器檢測油缸的位移量,油缸的速度釆用進口電液比例閥來保證,再通過PLC對檢測到的模擬量信號進行運算,調節比例閥的開度控制給油量,從而實現兩個油缸的同步頂升。
另外,通過采用觸摸屏與PLC程序的有機結合,可以實現任一工件在60個工位上時時顯示的功能,當此工件要被送去落砂清理時,系統會自動控制報警提示技術人員查看,實現人機對話操作。
3 鑄工輸送環
3.1 設備組成及特點
鑄工輸送環如圖8所示,它由61個鑄工小車組成了五條輸送輥道,靠兩臺轉運小車、4臺推型機和1臺步進式推型機來完成砂型的輸送和落砂工作。在第一條輥道上可以完成噴涂、下芯、合型等動作,第五條輥道為澆注線,可以實現砂型的澆注,中間3條輥道為冷卻線,保證砂型有足夠的冷卻時間后,由步進式推型機來完成砂型的落砂工作。5臺推型機均由液壓缸控制,運行平穩,動作可靠。
3.2 電氣操作說明
鑄工輸送環的電氣操作有四種模式,手動操作、步進操作、一次循環、自動循環。
手動操作主要用來調試和維修設備,手動操作全部通過觸摸屏實現。按下對應設備的觸控區即可開停對應的設備。
步進操作主要用來調試設備的自動運行程序,每按一次“自動起動”按鈕,程序執行一步內的動作。
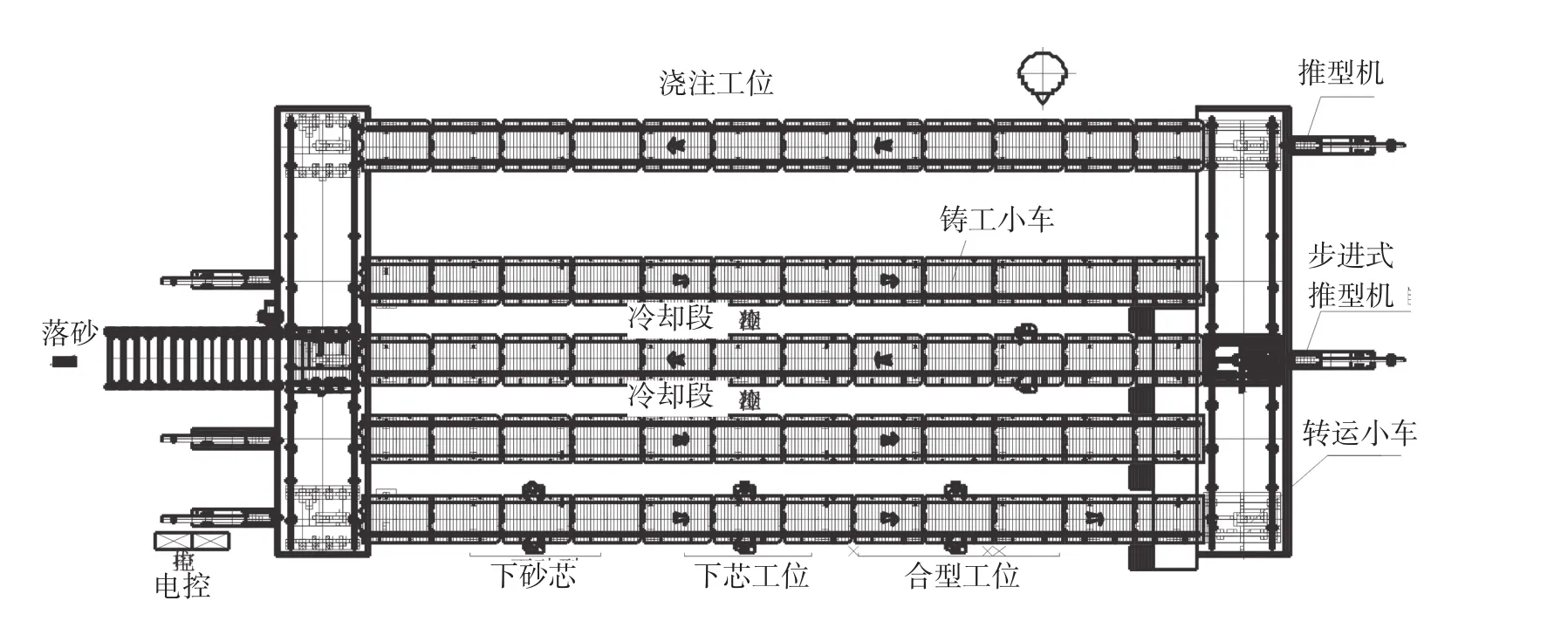
圖8 鑄工輸送環平面布置圖
一次循環主要是邊造型邊落砂時使用,“下箱工位”、“下芯工位”、“箱工位”都被按下或按下“自動起動”按鈕,程序執行一個循環后停止。
自動循環,主要用集中落砂。按下“自動起動”系統一個循環結束后,自動進行下一個循環,直到按下“自動停止”,系統循環結束后停止工作。
4 結語
通過近幾年對Pep-Set樹脂砂再生成套設備的研究,我公司已經為湖北恩施某廠提供了一套完整的脫模造型自動生產線,經過安裝調試后,運行平穩可靠,砂型硬化速度快,生產效率高,澆注后的鑄件外觀質量明顯提高,尺寸精度也得到了很大提升,達到了用戶滿意的效果。
2010年,我公司又與某軍工單位成功簽訂了兩條Pep-Set樹脂砂自動造型線,專業生產航空航天鋁合金鑄件,經過各項性能指標檢測,均達到了技術要求。 隨著鑄造技術的不斷進步和鑄造方式的不斷改變,我們堅信,該自動造型線一定會在不同的領域得到更廣泛的應用和推廣。
[1]孫志揚.Pep-Set樹脂砂工藝在WD615歐Ⅱ氣缸體鑄件生產上的應用[C].中國機械工程學會第十一屆全國鑄造年會論文集,2006.08.
[2]周伏生,陳國新.脫箱造型自動生產線[J].中國鑄機.1994.02.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
