汽車鑄件清理用自動拋丸清理滾筒的設計
2014-06-05 11:04:10徐金鴻
中國鑄造裝備與技術 2014年3期
徐金鴻
(濟南鑄造鍛壓機械研究所有限公司,山東濟南 250022)
1 自動拋丸清理滾筒國內探索歷程
圖1所示Q3110拋丸清理滾筒,于20世紀60年代初以STB2B拋丸滾筒為基礎在青島鑄造機械廠制造成功[6],后又發(fā)展成機械化裝料的Q3113型拋丸清理滾筒[7],歷年來有不少改進[10~12],配備的除塵器型式有各種各樣,但滾筒基本結構未變。相對其他拋丸設備來說,由于其使用壽命長,工件一邊隨滾筒轉動翻轉,一邊又沿螺旋線向前移動翻轉,使得滾筒內工件都能均勻清理的特點(參見圖1右),廣泛使用于機械制造企業(yè)的中小件拋丸清理。目前,我國幾乎所有鑄造機械制造廠都有生產出售,但是由于是人工裝卸料,丸砂分離不清,很少用于鑄造流水生產線上,而在一些汽車制造廠的維修部門卻可看到Q3110(或Q3113)的身影。
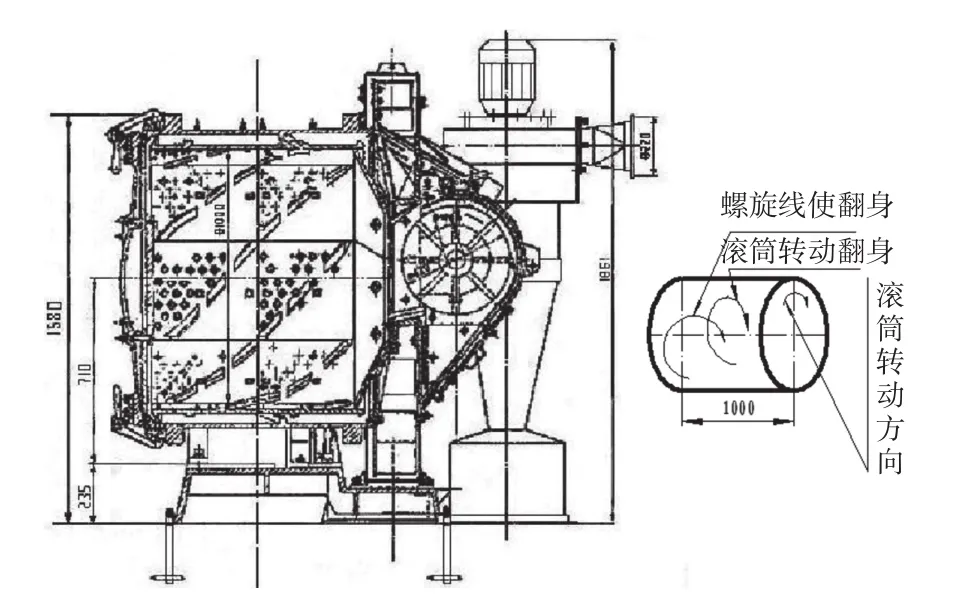
圖1 Q3110拋丸清理滾筒結構圖
對清理工序自動化的探索和對其他鑄造工序自動化的探索是同步的,早在20世紀60代就開始了。現(xiàn)在我國汽車工業(yè)的鑄件生產,在清理工序之前的工序都基本實現(xiàn)自動化了,但清理工序卻進展不大。清理工序的自動化,關鍵是拋丸設備的自動化。在計劃經(jīng)濟時代,一汽曾在原蘇聯(lián)ДБ4型連續(xù)拋丸清理機基礎上組織自制,因只適用單品種鑄件而不適合一汽的多品種生產而廢止。上海中國紡織機械廠在20世紀60年代的技術革新運動中,工人們按照Q3110的結構自制自用一臺在拋丸器端進料、另一端出料的連續(xù)拋丸機,用于該廠多品種鑄件清理,清理的鑄件不合格時,就重新挑出來再清理,這樣堅持用了三年后廢棄。
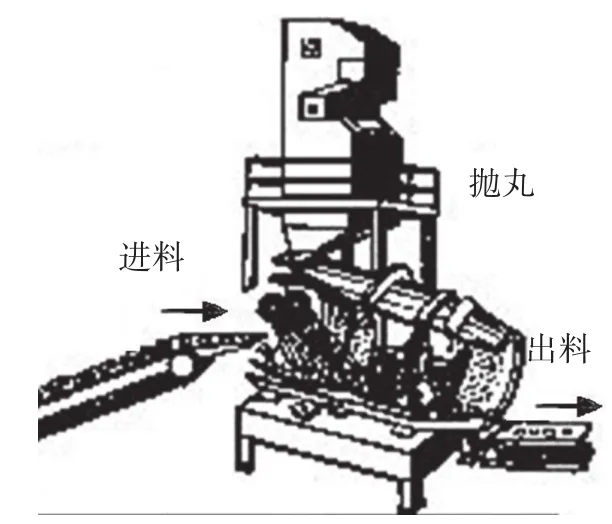
圖2 自動連續(xù)拋丸清理滾筒
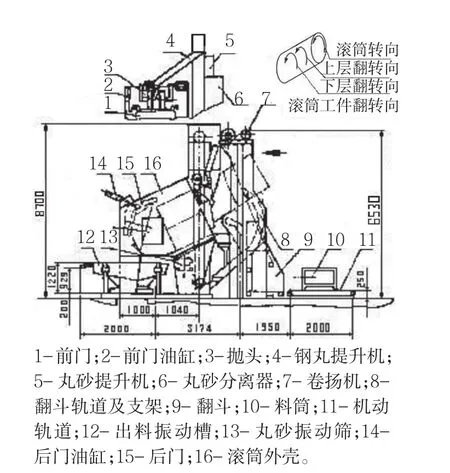
圖3 間隙生產自動拋丸清理滾筒
如圖2所示的是原濟南鑄鍛所于20世紀90年代在《中國鑄機》雜志上的廣告圖,相類似的機型也有用戶引進的,使用效果也不是很理想。倒是圖3所示間隙式生產的傾斜拋丸滾筒,因能適用多品種工件拋九清理,首先于20世紀80年代由一汽鍛造廠引進使用,后南京汽車制造廠鑄造廠灰鑄鐵車間也采用該拋丸滾筒[13]。青島鑄造機械廣正是看到了其使用價值,設計生產了一臺類似圖3的傾斜間隙式生產的拋丸滾筒[17]。一汽鍛造廠引進該設備(圖3)時,正是一汽第二鑄造廠建廠之期,由于生產需求,曾約作者等人對該滾筒進行測試[14]。經(jīng)參與測試者反復觀察和分析,(用示意圖出示在圖3的右上角)傾斜滾筒對鑄件的翻身,下層面的鑄件不能全部翻到上層,即不能全部上下層對換,而彈丸只從傾斜滾筒頂上拋下,因而拋丸打到上層比下層機會多些,因而清理不是很均勻。多品種的鑄件自動清理是很大的空白市場。由于用戶需求,于是各鑄造機械生產廠根據(jù)其原理紛紛研制。原青島三鑄機研制生產了Q3310型和Q6116型兩種自動拋丸滾筒[15、16]。2013年有關雜志報道如圖4所示的自動拋丸滾筒,據(jù)介紹加了擺動裝置,以增加翻身效課。
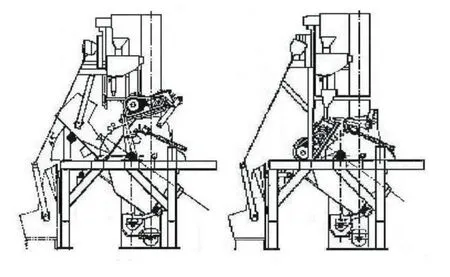
圖4 自動拋丸滾筒
2 自動拋丸清理機的形成
作者是ДБ4的調試和“中紡機”問題解決人員之一,設想各種方案試圖解決這一難題,早年曾提出振動自動連續(xù)拋丸清理方案,設計出Q548型振動槽連續(xù)式拋丸落砂清理機圖紙,由漯何鑄機試制成動,并通過鑒定,但因噪音大,推廣應用也不是很理想[17]。1992年我退休后,又設想一邊進料另一邊卸料,用輥輪翻動鑄件的輥輪拋丸機,后因種種原因自費研制而失敗了。在不斷的探索實踐中使我認識到,承載和翻動鑄件機構依然要采用原來成熟使用的技術,Q3110拋丸滾筒廣泛使用在中小鑄件拋丸清理上,相對別的拋丸清理設備使用壽命長,工件有園周和軸向兩個方向翻身,沒有死角,四周六面襯以硬質鑄造抑板,彈丸反射效果好,清理質量好,適應廣。不少鑄造車間(廠)用它清理減速器箱體、發(fā)動機缸體零件(這種大件是裝一件或最多二件),安徽公路機械修配廠就是用Q3110清理發(fā)動機缸體的[10],但是只能用在機械修配這一類機械廠的鑄造車間的箱體、缸體類鑄件拋丸,為適用汽車發(fā)動機缸體的高生產率的自動拋丸清理,就要將QZ3110的滾筒機構按比例放大,起碼配用四臺拋丸器才能適應。由圖1可知,若在一端頭裝兩臺拋丸器,除將滾筒放大外,要縮小拋丸器體積,不能采用目前Q2110上的拋丸器。文獻[4][5]就是為解決縮小拋丸器體積而作的淮備,再就是回用彈丸必須要過篩和采用完善的分選系統(tǒng)。
QZ3116大形自動拋丸清理滾筒能用於缸體清理,并具有對回收彈丸過篩和完善的分選系統(tǒng),其原理如圖5所示。在拋丸工序時,滾筒的門口轉到垂直向上位置,用機械手將門板下降,合在裝滿料的滾筒門口上,然后機械手空手升起,脫離滾筒后,再開動承載工件的滾筒邊轉動翻身,邊接受拋丸器拋丸;在卸料工序時,是在拋丸合格后,滾筒的門口又剛好轉到垂直向上,機械手下降打開門,並吊起門板,裝滿料的滾筒在敞開門的條件下再依舊轉動,每次轉到底下時,料就落到其底下的輸出運輸帶上運出,是邊轉動邊卸料;在裝料工序時,是卸完料的滾筒門口轉到15度處,在大批量多品種自動流水作業(yè)情況下,是由運輸帶來料預先儲在料斗,用氣缸打開料斗底,加入滾筒中拋丸,在小批單工序生產情況下,是用環(huán)鏈葫蘆預先舉起加入固定料斗中,仍安上述過程加入滾筒中拋丸,之后,再次轉到垂直向上,機械手將門板下降合在其門口上,然后機械手空手升起,這時關上門的滾筒,便進入拋丸工序了,拋丸工作重復下去。
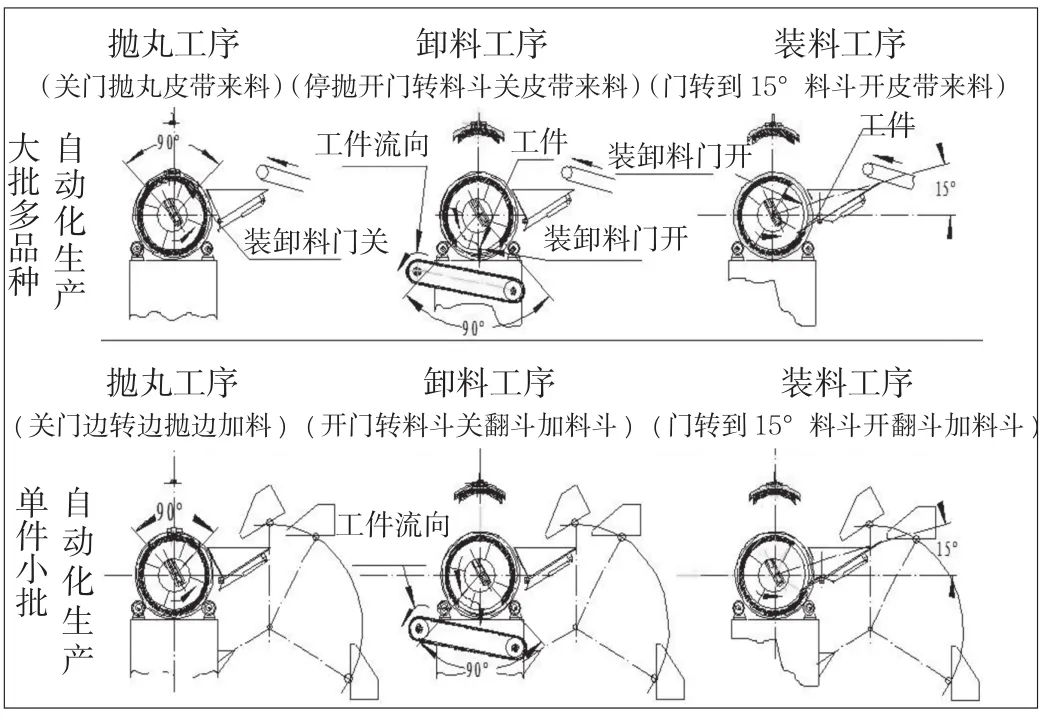
圖5 自動拋丸清理滾筒原理圖
滾筒在拋丸工位時,其對工件拋丸作業(yè)與Q3110拋丸滾筒對工件拋丸作業(yè)的狀況完全是一樣的,因而其拋丸清理效果也就是一樣的了,而且,一邊進料另一邊出料,兩端拋丸,周向翻身、兩軸向往中間翻身共有三個方向翻身(參見圖6右上角圖),既可適用于多品種單工序工件拋丸,也適用于多品種鑄造自動流水線上自動拋丸清理。滾筒的裝卸料門口不是很大,工件進出口由料柱決定設計的。料口小,加上滾筒內由抽風形成負壓,滾筒內腔容積為3.3 m3,而通風的抽風量是為1 m3/s,停拋丸3 s以后帶粉塵的空氣就被抽走,加上料斗底和出料運輸帶都靠近滾筒,粉塵不會外逸了,防塵性能好。因為它有四臺大拋丸量拋丸噐,在用于大批大量多品種自動化拋丸生產時,其生產率(以調整拋丸器拋丸量來調試滾筒生產率)可放便調試到流水線生產率配匹,送來的工件先存在料斗中,等上一批工件拋丸合格,卸出后,一起加入滾筒中拋丸。在單件小批生產時,用小車運送,先存在料斗中,同上一樣,一起加入滾筒中拋丸。
對于自動拋丸滾筒,已設計出QZ3110、QZ3112等較小規(guī)格的,其介紹性文章(包括采用的新拋丸器文章)刊登在有關雜志上。
本文僅介紹QZ33116型自動拋丸滾筒,適用于汽缸體的清理,當然也適用于一般中小鑄件的清理,滾筒內護板鋪7目以下鋼絲網(wǎng),可拋丸強化φ3 mm 以下的小弾簧件[1~5]。
3 QZ33116型自動拋丸清理滾筒簡介
3.1 滾筒結構
能夠用于拋丸清理汽車發(fā)動機汽缸體的QZ3116型拋丸清理滾筒的技術參數(shù)見表1。
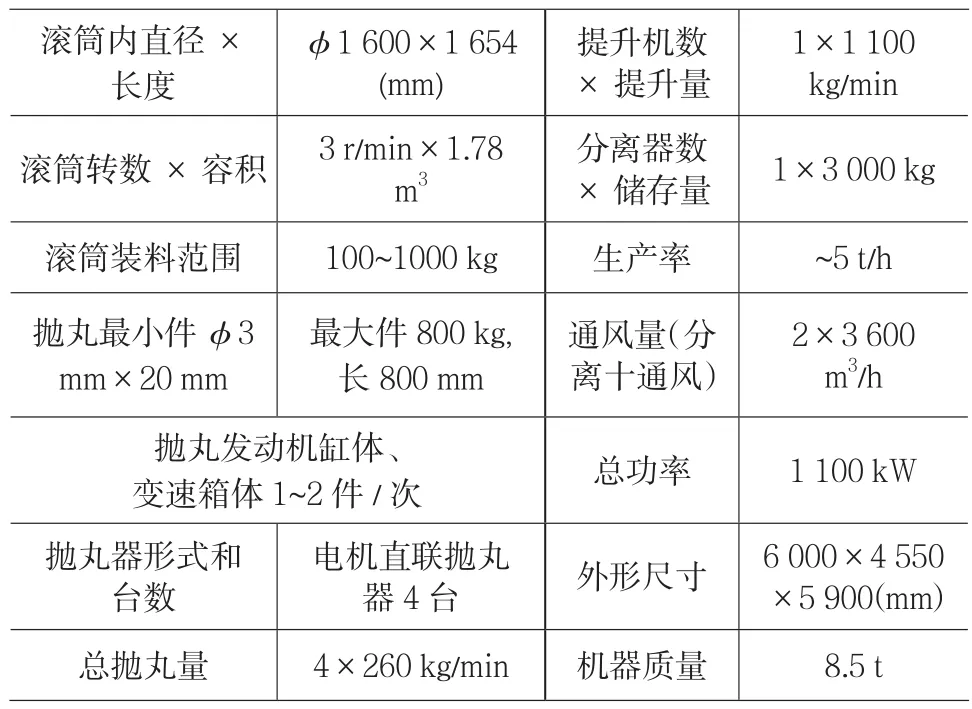
表1 QZ3116型自動拋丸清理滾筒技術參數(shù)表
QZ3116自動拋丸清理滾筒的結構圖見圖6所示,左邊的用于小批單工序生產,右邊的是大批量自動流水生產,兩者的結構除加料機構有一增一減外,其余都是一樣的。小批生產的加料機構的翻斗,原始狀態(tài)的加料斗處于地面,加料小車置于翻斗中,并卡在翻斗中,用環(huán)鏈葫蘆升起,將料預先存在固定構架上料斗。加料時,用氣缸將料斗的活動底打開,料斗中的料(工件)便裝入滾筒中。卸料時,用小車出料;用于自動流水生產時,由運輸帶從上工序不間斷來料,置于固定構架上的料斗中存放積聚。加料時,也是由氣缸打開固定加料斗的活動底,工件流入滾筒中,卸料時,滾筒門打開,邊轉動邊卸料,用皮帶出料,運到下道工序。滾筒的左右兩端都按裝有電機直聯(lián)大拋丸量拋丸器(與圖1所示的Q3110一樣)各2臺,共4臺,與Q3110相比拋丸器數(shù)量和拋丸量都增加了四倍,加大了拋丸生產率,縮短了拋丸清理時間,可用于鑄造流水生產線上,實現(xiàn)清理工序自動化。
3.2 適用范圍
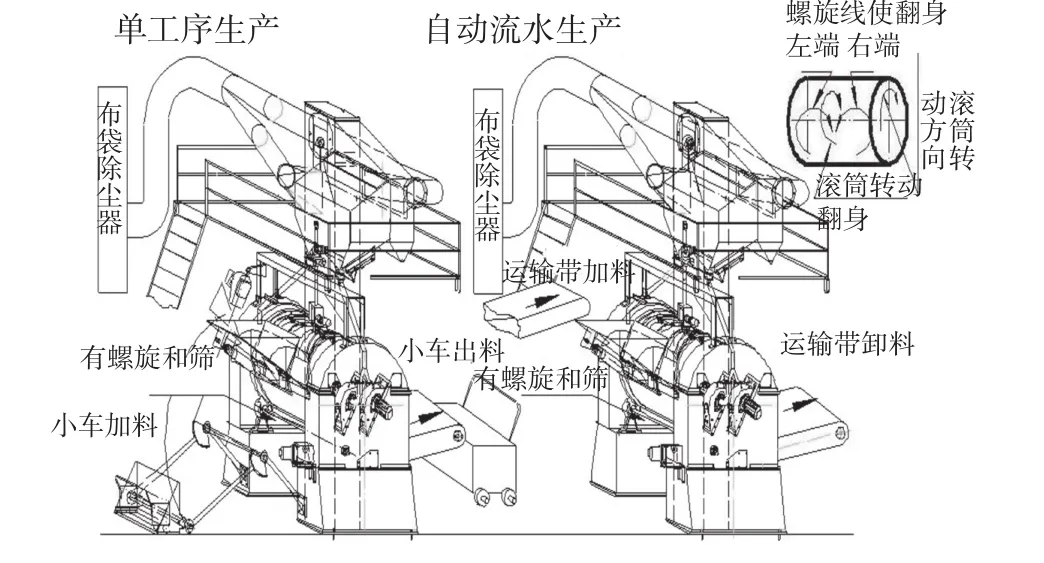
圖6 QZ3116自動拋丸清理滾筒結構圖
我國的汽車鑄件一般為多品種大批量生產,QZ3116自動拋丸滾筒不但能適應一般汽車鑄件,也能適應轎車和輕卡的缸體、缸蓋、后橋等重要的汽車鑄件(用于缸體類大件,料斗可作變動)。在鑄造生產線上若配用它,一次清理1~2件,在滾筒帶動下邊作臥式旋轉,邊拋丸,將彈丸打入缸體內腔和水套內,使水套中的型砂清理干凈,可替代價格昂貴的鼠籠拋丸清理,并達到自動作業(yè)的目的,這一設想是否可能呢?文獻[10]作了肯定回答,很多機械維修廠(車間)用Q3110(或Q3113)拋丸滾筒清理缸體、箱體這類零伴,也有工廠將缸體、箱體這類件裝在鼠籠中再置于拋丸滾筒中拋丸的,有利于工件滾動和翻身,由于四周六面都有反射彈丸,清理效果比傳統(tǒng)鼠籠拋丸機好。對于水暖管件,生產批量大、形狀復雜有內腔(拋丸要能打到孔徑內壁),產品混雜(一造型線多造型機產品各異,還有用組合型板造型),薄壁怕撞工件(QZ3116自動拋丸滾筒內壁護板可襯一層耐磨橡膠或耐磨塑料)和細小工件(如φ3 mm×20 mm小彈簧的拋丸強化,這時在滾筒內壁護板上鋪上7目以下鋼絲網(wǎng)),選用圖6右所示的連續(xù)生產QZ3116自動拋滾筒都能適應。由輸送帶來料(自動生產)或用地面的翻斗舉起(單工序生產),先預存料斗中,等加滿一料斗(也是一次拋丸量)后,等滾筒中上一批工件拋丸合格并卸完后加入滾筒中拋丸清理。拋丸清理需要一定的時間,因此拋丸時間和工件送到加料斗的時間兩者在機器調試時要調試合適。拋丸合格的工件卸到“出”料輸送帶,將工件運輸出去。這樣按排后,就保證了連續(xù)性。
3.3 QZ3116自動拋丸清理滾筒的部件結構
(1)滾筒部件結構。滾筒基本結構是采用兩個Q3110滾筒放大后對接而成(見圖1和圖7),Q3110是用有效尺寸400 mm的護板2圈,每圈六塊組成,而本滾筒是用有效尺寸400 mm的護板4圈,每圈十二塊(包括門上護板)組成,其內徑由1 000 mm改為1 600 mm,結構上兩者完全一樣。Q3110滾筒的結構為眾所知,因此本滾筒的結構就不多介紹。本滾筒園周上開口,配上門板,用機械手開關(參見圖10),滾筒的兩端與Q3110一樣對稱地各裝二臺圖8所示的電機直聯(lián)拋丸器,共四臺,相比Q3110的一臺拋丸器,拋丸效率就高四倍。這臺拋丸滾筒要求既能拋丸(強化)小至φ3 mm×20 mm的小彈簧,又能拋丸(清理)小汽車發(fā)動機缸體,在拋小彈簧時,護板鋪以7目以下的鋼絲網(wǎng)保證彈丸(這時用的彈丸是小于l mm)能 夠 溜(流)下去,而小彈簧溜不下去。采用大直徑滾筒,強化小弾簧,可減小工件(小弾簧)的厚度,有利強化。再是用硬橡膠或硬塑料護板,可減小噪聲。
(2)拋丸器結構。由圖8所示,大拋丸量的拋丸器三大特點分別是:①葉輪內徑大;②葉片長度可短;③用四輥分丸輪[4~5]。本拋丸器葉輪的葉片在其轉速為3 000 r/min和其內徑120 mm條件下設有62 mm×90 mm和62 mm×130 mm兩種長度,導至葉輪直徑有φ300 mm和φ380 mm兩種,分別用于強化φ3 mm×20 mm的小彈簧和拋丸缸體。其分丸輪用的是四棍式的。因為體積小,在放大后的滾筒端部就可裝兩臺這樣的拋丸器了。
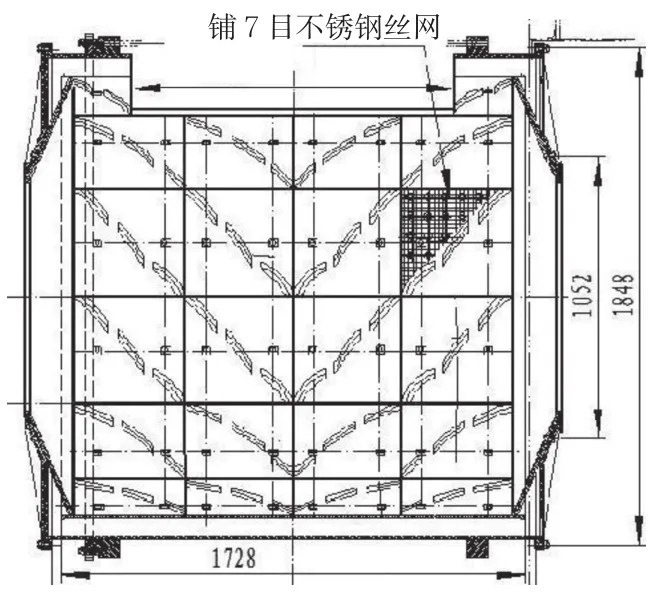
圖7 滾筒部件圖
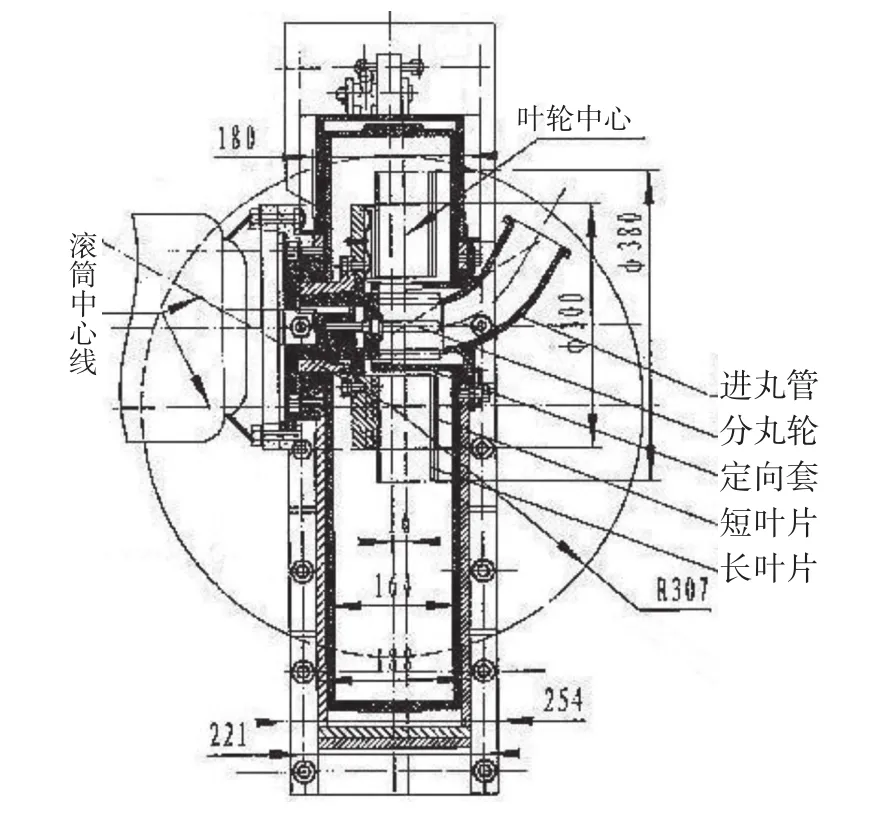
圖8 拋丸器
(3)傳動系統(tǒng)和機座。本拋丸滾筒的傳動系統(tǒng)保留了Q3110拋丸滾筒傳動系統(tǒng)的特點,除拋丸器和副機另有動力外,其滾筒轉動,彈丸回收、過篩、提升、分離只用一個動力傳動。這是因為滾筒本身就有彈丸回收功能,滾筒一轉就有彈丸輸出,因而滾筒轉動時就要求整個彈丸回收糸統(tǒng)也要工作,將滾筒轉動而輸出的彈丸放到分離器下的彈丸箱中(參見圖9和圖11所示),傳動箱5的動力從主動傳動軸2的右端的一對輸入鏈輪付6輸入,主動傳動軸2便工作,其上一對托輪帶動滾筒轉動外,還有它的左端上一對輸出鏈輪付7帶動傳動彈丸回收的螺旋傘齒輪付8,使螺旋傘齒輪8的同一根軸上的彈丸回收螺旋、滾筒篩、提升機下皮帶輪一起轉動起來,便可以回收彈丸、過篩(去掉廢砂和碎鐵,鐵氧化皮)、傳動提升皮帶,提升過篩后彈丸到分離器分離粉塵、廢砂、碎丸,再由供丸閥供拋丸器拋丸。本滾筒的機座和Q3110滾筒的整體機座不同,它分左、右兩個機座,支承主動、從動傳動軸,讓開中間具有一空間,可裝一工件輸出運輸帶,把拋丸后合格的工件在滾筒(門打開狀態(tài)下)旋轉過程中卸下,落在這運輸帶上,輸送到下道工序。
(4)門升降機構。門升降機構見圖10所示,它由機械手升降傳動箱1,夾緊傳動箱2,門板3,門銷4組成。在滾筒的門處在垂直向上時,升降機均的機械手升降傳動箱1傳動機械手下降,夾緊門板3上的門銷4一端,便拔出門銷4,并咬緊門板后升起便打開門,然后提升離開滾筒,于是滾筒可自由轉動,使其門口轉到加料處,加料;拋丸后轉到卸料處,卸料。加完料的滾筒門口轉到垂直向上處,門升降機構將機械手上的門板3降下,合1在滾筒門口上,并用門銷4將門板3鎖緊在滾筒上后,門升降機構的機械手再空手升起,脫離滾筒,滾筒就可邊轉動翻身工件邊拋丸,直到拋丸合格。
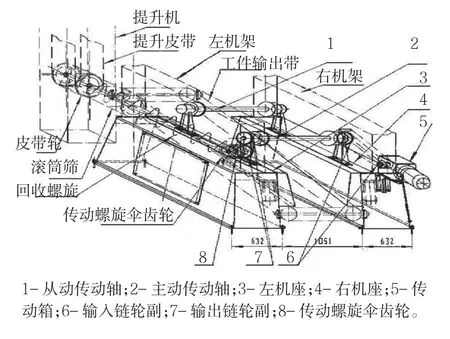
圖9 傳動系統(tǒng)和機座
(5)彈丸循環(huán)機構(圖11所示)。Q3110的彈丸循環(huán)機構是靠滾筒裝拋丸器的一端的周向葉片斗完成的,它既收集回用彈丸,又提升到料斗分離回用,因而其沒有另設動力。但是,其回收彈丸沒有過篩,分離過于簡單。QZ3116拋丸滾筒保留其特點,改進其缺點,也沒有另設動力,和滾筒用的同一動力。圖11所示的QZ3116拋丸滾筒的彈丸循環(huán)傳動系統(tǒng)已由圖9表示,它由傳動箱輸出動力→輸入鏈輪付→主動傳動軸→輸出鏈輪付→傳動到裝在回收螺旋進端的傘齒輪,于是圖11所示的丸回收螺旋1工作,便將回收彈丸混合物經(jīng)過滾筒篩過篩后送到提升機3的下皮帶輪底部,滾筒篩和提升機下皮帶輪是裝在回收螺旋末端的,回收螺旋工作,提升皮帶上的提升斗也就工作了,將回收彈丸提升便被送到分離器4分離雜質回用,通風系統(tǒng)9是聯(lián)在提升機3外殼上,它由分離器分離通風、滾筒通風兩路組成。由于提升機3殼體和回收螺旋殼體又可作為通風管道,滾筒的通風由它完成。
(6)加料機構。圖12所示的是加料機構,分單工序生產用和自動流水生產用兩種。單工序生產用的有翻斗及其附件(參見圖 12 左 1、4、5、7),裝滿工件小車7置于翻斗6中,環(huán)鏈葫蘆1將帶著小車的翻斗6吊起、倒入固定料斗3中儲存,加料時,氣缸打開料斗動底,工件進入滾筒中拋丸;自動流水生產用的只有固定料斗(圖12右)沒有翻斗及其附件,料(工件)是用運輸帶將工件不間斷地送入固定的料斗中,如前述,在加料時用氣缸打開固定料斗的活動料斗底,使工件流入滾筒中拋九。
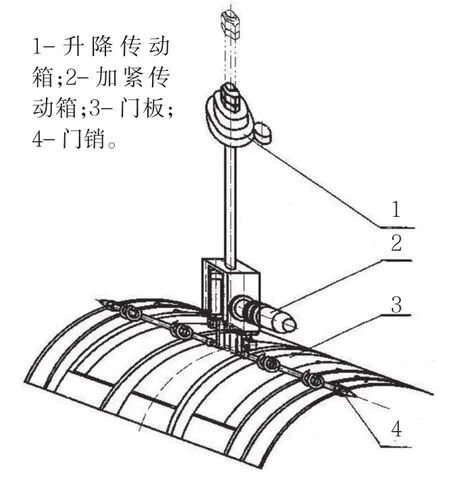
圖10 門升降機構
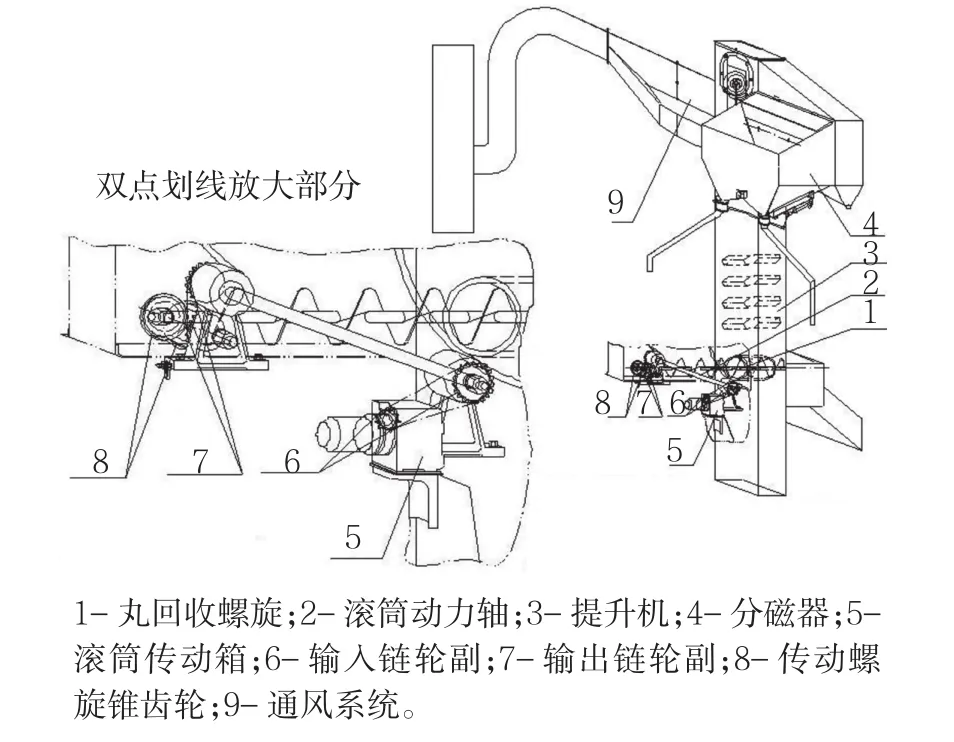
圖11 彈丸循環(huán)系統(tǒng)
4 后記
一般新產品研制過程是設計→試制→試驗→修改設計→修改制造……直到好用,投入便用以后還要不斷修改。QZ3116自動拋丸滾筒設計的過程中,經(jīng)多方請教調研,再考慮改造用BE分離器代替簡易分離器,然后考慮回收彈丸要過篩,要既能適用于中小鑄件,又要能強化φ3 mm×20 mm小彈簧,更要能適用于箱體缸體,最后設計出螺旋輸送器收集彈丸,過篩后斗式提升機提升到BE型分離器分離出回用彈丸。在此作者說一句,此自動拋丸滾筒的設計圖紙距制造廠實際生產可能尚有一定的距離,但也是在目前國內外都廣泛使用的Q3110拋丸滾筒的基礎上,保留其70%零件不變的條件下修改設計而成的,因而這“紙上談兵”的電子版圖紙還是有一定的可靠性的。
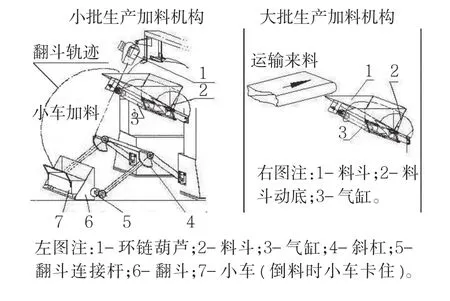
圖12 加料機構
[1]徐金鴻.國內外清理沒備概況[C].第九屆中國鑄造學術合議論文集.沈陽:東北大學出版社,1987:502.
[2]徐金鴻.自動鑄造生產線上的拋丸機(一)[J].鑄造設備研究,2006(3):14.
[3]徐金鴻.機械化裝卸料自動拋丸滾筒[J].鑄造設備與工藝,2012(1).
[4]徐金鴻.分丸輪的結構設計[J].鑄造工程,2012(4):35.
[5]徐金鴻.拋丸機中拋丸器的優(yōu)化設計再議[J].鑄造設備與工藝,2010(4):1.
[6]青島鑄造機城廠.Q3110型拋丸清理滾筒[J].鑄造機械,1966(1):42.
[7]青島鑄造機械廠.Q3l13型拋丸請理滾筒[J].鑄造機械,1967(2):62.
[8]青島鑄造機城廠.Q3113A型拋丸清理滾筒鎖門機構的改進[J].鑄造機械,1973(4):56.
[9]包科光.Q3113A型拋丸請理滾筒鎖門機構的改進[J].中國鑄機,1982(4):47.
[10]戴強民.擴大Q3110型拋丸清理滾符的應用范圍[J].中國鑄機,1985(6):17.
[11]許茂滎,等.Q3110型清理滾筒拋出口的改進[J].中國鑄機,1983(5):50.
[12]張士增,等.清理滾筒門鎖緊機構的小改進[J].中國鑄機,1984(4):65.
[13]王如山.南京汽車制造廠鑄造廠灰鑄鐵車間[J].中國鑄機,1989(1):23.
[14]鄭際蔚.第一汽車制造廠二鑄工藝設計中若于問題[J].中國鑄機,1988(3):30.
[15]王鳳剛.Q3310型傾斜滾筒拋丸清理機(研制)[J].中國鑄機,1990(4):42.
[16]閻學成.Q616型滾筒連續(xù)拋丸清型機動[J].中園鑄機,1995(5):51.
[17]曹善堂,曹立人.鑄造設備選用手冊[M].北京:機械工業(yè)出版社,1990:286-287,306-309.
