高效連鑄小方坯多級結(jié)晶器應(yīng)用實踐
2014-06-05 11:04:12牟桂梅
中國鑄造裝備與技術(shù) 2014年3期
牟桂梅
(秦皇島首鋼長白機械有限責(zé)任公司,河北秦皇島 066311)
目前高效連鑄以高拉速為主要特征,普遍存在漏鋼現(xiàn)象,解決辦法是在結(jié)晶器下方采用多級結(jié)晶器,首鋼二煉鋼通過將小方坯連鑄結(jié)晶器足輥結(jié)構(gòu)改造為多級結(jié)晶器,提高連鑄機拉坯速度20%,多級結(jié)晶器具有良好的提高拉速和防漏效果。
1 高效連鑄小方坯結(jié)晶器
在連鑄設(shè)備中,結(jié)晶器是連鑄機的關(guān)鍵部件,鋼液通過結(jié)晶器壁散熱冷卻,形成一定厚度的坯殼。目前高效連鑄結(jié)晶器一次冷卻普遍采用水縫管式結(jié)構(gòu),水縫作為結(jié)晶器冷卻水通道,結(jié)晶器冷卻水以9~12 m/s的速度自下而上從水縫中流過,使結(jié)晶器具有良好的冷卻效果。
為實現(xiàn)高拉速,要求結(jié)晶器具有足夠的冷卻強度,主要通過采用高效結(jié)晶器銅管和高精度水縫技術(shù)實現(xiàn)。高效結(jié)晶器銅管內(nèi)腔幾何形狀采用連續(xù)錐度或多錐度,以適應(yīng)鑄坯的凝固收縮規(guī)律,減小坯殼與結(jié)晶器銅壁之間的氣隙熱阻,尤其是減小角部氣隙熱阻,增加傳熱效率;水縫采用高精度窄水縫設(shè)計,其寬度一般取3.5~4 mm,窄水縫能提高冷卻水的流速,水縫高精度可改善水流的均勻性,保證結(jié)晶器冷卻強度。結(jié)晶器一次冷卻保證鑄坯出結(jié)晶器時,形成厚度均勻而強度足夠的坯殼,以能抵抗鋼液靜壓力和拉坯力,避免漏鋼事故。
2 高效連鑄小方坯足輥結(jié)晶器
2.1 結(jié)晶器足輥裝置和零段噴淋
初出結(jié)晶器下口的鑄坯沒有完全凝固,只形成一個厚度較薄的(10~20 mm)坯殼,中心還是高溫液體,需要在結(jié)晶器下方設(shè)計支撐結(jié)構(gòu)和零段噴淋以支撐和冷卻鑄坯。目前高效連鑄小方坯結(jié)晶器下方普遍采用足輥結(jié)構(gòu)支撐鑄坯,并配合適量的噴水以進一步增加坯殼厚度。
足輥裝置是在結(jié)晶器出口下方四周安裝足輥,其安裝位置與結(jié)晶器銅管對弧,以防對鑄坯形成橫向應(yīng)力,對高拉速鑄坯初出銅管的薄弱坯殼起支承作用,減少鑄坯變形或漏鋼,足輥對拉坯阻力影響較小,足輥調(diào)節(jié)不當(dāng)、足輥間隙過大或足輥發(fā)生變形均會誘發(fā)鑄坯菱變。足輥區(qū)的噴水冷卻屬于零段二次冷卻系統(tǒng),是對初出結(jié)晶器銅管薄而高溫坯殼的強制冷卻,一般設(shè)計都是噴在鑄坯平面上。足輥裝置和零段噴淋對薄坯殼的輔助支撐和均勻冷卻,可增厚坯殼,控制菱變,保證連鑄坯質(zhì)量。
在高速連鑄過程中,小方坯發(fā)生漏鋼事故,冷鋼粘結(jié)在足輥上導(dǎo)致停澆或劃傷鑄坯,清理足輥上的冷鋼工作比較困難,對損壞的足輥及噴嘴需要更換。
2.2 連鑄小方坯角裂漏鋼原因分析
連鑄小方坯斷面小,在高拉速條件下,由于結(jié)晶器冷卻不均勻及結(jié)晶器銅管內(nèi)氣隙熱阻的影響,使初出結(jié)晶器的坯殼薄且不均,容易產(chǎn)生漏鋼,而且漏鋼率比較高。連鑄生產(chǎn)實踐表明:大多數(shù)漏鋼為角裂漏鋼,發(fā)生在鑄坯出結(jié)晶器下口一段距離后的角部,由鑄坯縱向角裂引起。在連鑄機拉速過快條件下,結(jié)晶器冷卻不均、銅管倒錐度不合適等均能使鑄坯在結(jié)晶器銅管內(nèi)發(fā)生輕微的菱變,并伴有角部內(nèi)裂,菱變鑄坯受到零段噴淋的非對稱冷卻,特別是鑄坯角部的冷卻強度不足,促使角部裂紋進一步發(fā)展,當(dāng)裂紋延展至坯面時便出現(xiàn)漏鋼,拉漏直接影響鑄機產(chǎn)量和連澆率。
3 高效連鑄小方坯多級結(jié)晶器
3.1 多級結(jié)晶器技術(shù)
多級結(jié)晶器由Concast提出,是為提高鑄坯拉速而產(chǎn)生的。多級結(jié)晶器是在結(jié)晶器出口下方鑄坯表面設(shè)置4塊帶有彈簧壓緊裝置的銅板,以加強對初離結(jié)晶器坯殼的支撐和冷卻,并通過設(shè)置在鑄坯角部的噴淋加強對坯角的冷卻。多級結(jié)晶器銅板靠彈簧支撐緊貼在鑄坯表面,確保冷卻均勻,拉坯阻力稍大些,但支撐、冷卻效果較好,主要應(yīng)用在小方坯連鑄機管式結(jié)晶器上。
多級結(jié)晶器能有效保護結(jié)晶器下方的薄坯殼,減少漏鋼危險,保證連鑄坯最佳冷卻。與足輥結(jié)構(gòu)相比,在對薄弱坯殼的支撐和對初離結(jié)晶器鑄坯冷卻的均勻性方面,都更具有優(yōu)越性,更有利于坯殼均勻生長。
3.2 首鋼小方坯多級結(jié)晶器應(yīng)用
首鋼二煉鋼2號連鑄機生產(chǎn)鋼種有普碳鋼、低碳鋼、低合金鋼等。130 mm×130 mm小方坯結(jié)晶器下方原為足輥結(jié)構(gòu),如圖1,零段噴水冷卻是在結(jié)晶器下方設(shè)計兩排噴淋,每排在鑄坯的四周分布八個全錐形水噴嘴,對鑄坯面部噴水,由于冷卻強度不足及冷卻均勻性較差,隨著拉坯速度的提高,初出結(jié)晶器下口的鑄坯坯殼厚度越來越薄,漏鋼率較高,主要是角裂漏鋼,漏鋼后修復(fù)工作量較大。
為了避免鑄坯菱變或出現(xiàn)漏鋼事故,采用多級結(jié)晶器結(jié)構(gòu),它由緊接在結(jié)晶器下方剛性連接的長約320 mm的多級結(jié)晶器及鑄坯4個角部的噴水冷卻裝置組成,如圖2。
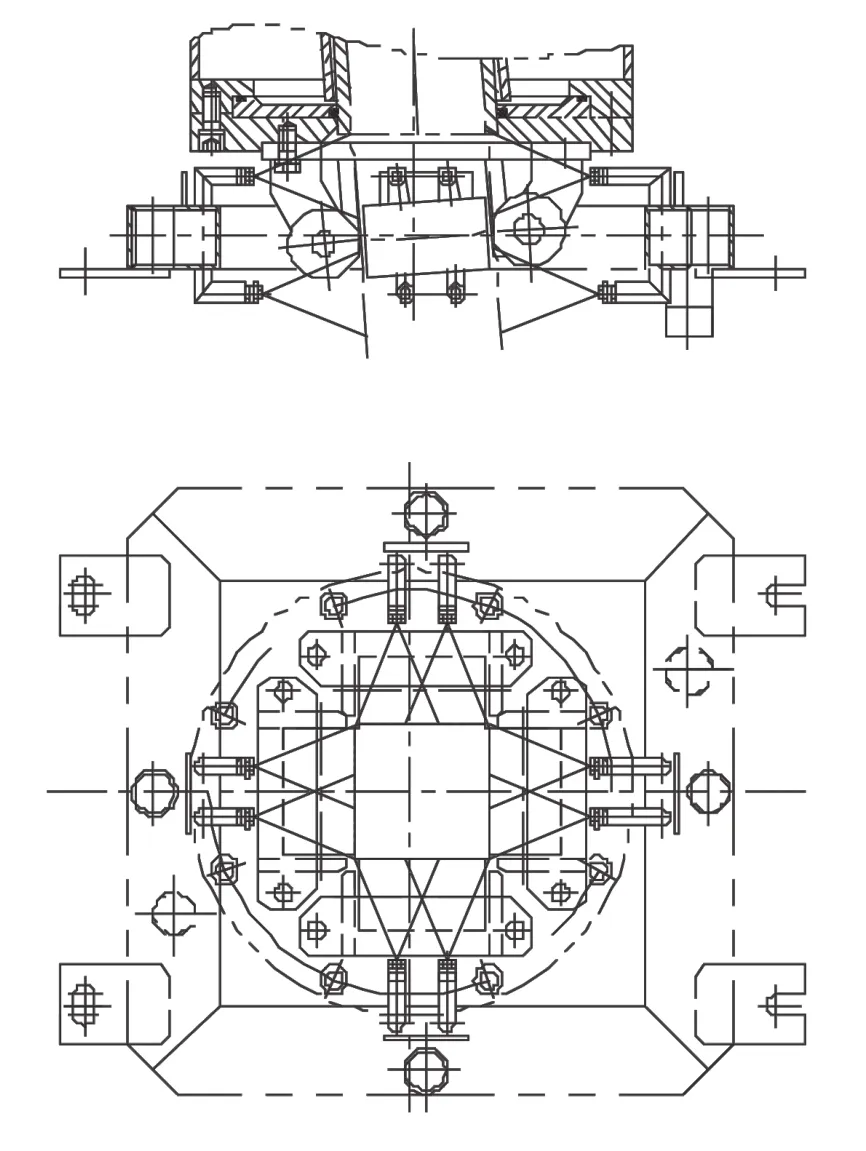
圖1 足輥結(jié)晶器
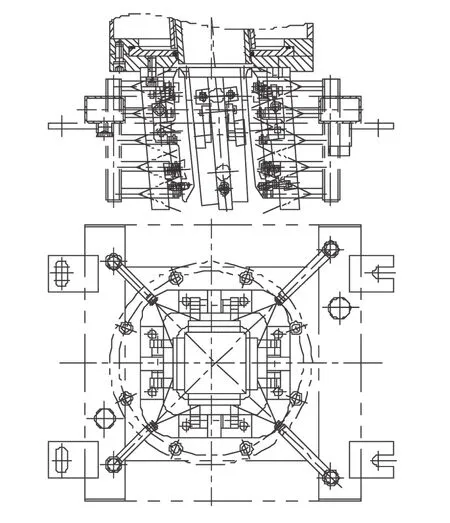
圖2 多級結(jié)晶器
(1)多級結(jié)晶器結(jié)構(gòu)。多級結(jié)晶器通過法蘭將分別裝配有銅板的4個支架與結(jié)晶器殼體下部聯(lián)接,支架上的每塊銅板布置在結(jié)晶器下方鑄坯面部。在澆注過程中,每塊銅板通過支架支撐板上的2個壓縮彈簧產(chǎn)生的壓力緩緩地壓緊鑄坯表面,銅板與鑄坯接觸面積大,支撐效果好,同時銅板受彈簧壓緊作用能夠消除氣隙,使銅板與鑄坯表面接觸良好,改善熱流傳輸效果,增加冷卻強度。
(2)零段噴淋冷卻結(jié)構(gòu)。連鑄小方坯在高速澆鑄條件下,鑄坯角部受結(jié)晶器相鄰兩側(cè)的雙向冷卻,使其在結(jié)晶器銅管內(nèi)先收縮,由于冷卻效率低,鑄坯出結(jié)晶器銅管后角部坯殼薄,應(yīng)在鑄坯角部增加二次冷卻強度,對改善鑄坯變形有利。因此零段噴淋設(shè)計在鑄坯的角部噴水,并加大二次冷卻強度,設(shè)計5排噴淋,每排在角部分布4個全錐形水噴嘴。由于鑄坯角部是敞開的,對其大量噴水冷卻,使鑄坯角部冷卻充分,利于鑄坯角部坯殼厚度的迅速增長,同時使銅板表面受到較好的噴水冷卻,可以減少小方坯的菱變和角部裂紋,避免角裂漏鋼。零段噴淋冷卻水量根據(jù)斷面、鋼種和拉速確定。
首鋼二煉鋼130 mm×130 mm小方坯連鑄機結(jié)晶器下方由原足輥結(jié)構(gòu)改進設(shè)計為多級結(jié)晶器,連鑄生產(chǎn)實踐表明:多級結(jié)晶器比足輥結(jié)構(gòu)可提高連鑄機拉坯速度20%,同時鑄坯菱變和角裂缺陷明顯減少,降低拉漏率,增加鑄機作業(yè)率。
4 結(jié)論
(1)高效連鑄小方坯多級結(jié)晶器具有良好的防漏和提高拉速效果;
(2)目前已成功實現(xiàn)首鋼等多家鋼廠連鑄小方坯多級結(jié)晶器改造。
[1]干勇.現(xiàn)代連續(xù)鑄鋼實用手冊[M].北京:冶金工業(yè)出版社,2010:203.
[2]王浦江.小方坯連鑄[M].北京:北京鋼鐵設(shè)計研究總院、中國金屬學(xué)會連鑄分會,1998:90-97.
[3]史宸興.實用連鑄冶金技術(shù)[M].北京:冶金工業(yè)出版社,2005:331-334.
[4]趙榮玖,姚念威.小方坯帶足輥結(jié)晶器的研試[J],鋼鐵,1990(1):23-28.
