高速冷滾打成形熱力耦合模擬
2014-06-07 10:03:37崔鳳奎朱文娟劉繼國李玉璽
河南科技大學學報(自然科學版) 2014年1期
關鍵詞:變形
崔鳳奎,朱文娟,劉繼國,李玉璽,李 言
(1.河南科技大學機電工程學院,河南洛陽 471003;2.中國一拖集團有限公司,河南洛陽 471004;3.西安理工大學機械與精密儀器工程學院,陜西西安 710048)
高速冷滾打成形熱力耦合模擬
崔鳳奎1,朱文娟1,劉繼國2,李玉璽3,李 言3
(1.河南科技大學機電工程學院,河南洛陽 471003;2.中國一拖集團有限公司,河南洛陽 471004;3.西安理工大學機械與精密儀器工程學院,陜西西安 710048)
為了解決高速冷滾打成形零件質量缺陷問題,進行了冷滾打成形過程熱力耦合模擬,得到了工件應力場和溫度場的分布規律。研究結果表明:隨著滾打輪的打入,工件成形區的溫度急劇升高,工件溫度較高的區域分布在工件的劇烈變形和金屬流動較大的區域。
高速冷滾打;熱力耦合;數值模擬
0 引言
高速冷滾打成形技術是利用金屬材料在常溫下的固有塑性,通過具有一定形狀的滾打輪對工件進行斷續擊打,迫使金屬材料漸變塑性成形,從而形成零件廓形的一種綠色、近凈塑性成形技術[1]。高速冷滾打成形過程中,工件在發生變形的同時溫度也在發生變化,分布不均的溫度對材料的變形抗力影響很大,從而進一步影響工件的流動特性,因此,研究高速冷滾打成形過程中工件各場量的分布規律,對于揭示高速冷滾打塑性成形過程中的金屬流動規律具有一定的理論意義。
目前,已有一些學者對高速冷滾打成形采用理論解析、試驗研究和數值模擬的方法,分析了高速冷滾打成形的形成機理、滾打輪的設計及彈塑性修正和冷滾打零件組織。文獻[2]對花鍵間歇式冷滾打成形過程進行了結構動力有限元數值模擬,分析了冷滾打過程中的金屬流動規律和應力變化情況。文獻[3]對滾打輪的廓形進行了理論和試驗研究,實現了高精度花鍵軸的冷滾打成形加工。文獻[4-5]對冷滾打成形過程進行了結構動力仿真,分析了數值模擬獲得的應力場、應變場、冷打力,并對冷滾打絲杠的金屬組織變形、硬度分布及硬化層分布和冷打力進行了試驗分析研究。文獻[6-7]從微觀試驗的角度對冷滾打花鍵組織進行了分析研究,并將其與銑削花鍵進行了比較,得出冷滾打花鍵金屬內部晶粒破碎和細化,組織沒有被切斷,相對于銑削加工,冷滾打成形改善了成形件的性能和表面質量。文獻[8]對冷滾打40Cr鋼動態力學性能進行了試驗研究,并建立了40Cr鋼的動態本構模型。目前,對冷滾打成形進行的研究都是基于純力學和材料學角度,沒有涉及冷滾打過程中產生的熱效應,而熱效應引起的工件內部不均勻的溫度場將影響工件金屬的流動性,進而對成形零件質量和工作性能產生影響[9-10]。
本文利用ABAQUS對40Cr調質鋼高速冷滾打成形進行熱力耦合模擬,分析40Cr調質鋼高速冷滾打過程中等效應力場和溫度場的分布規律。
1 有限元建模
1.1 幾何模型
高速冷滾打成形原理見文獻[3],由于高速冷滾打成形過程中,是兩個相同轉速的滾打輪逆向旋轉對工件進行擊打成形,是一個軸對稱問題,故模擬分析時考慮工件的1/2便可。工件的進給速度(1 mm/s)較小,為了節省計算時間而又不影響模擬的精確性,取工件長度的一小段,幾何模型如圖1所示。工件半徑為20 mm,長度為12 mm,滾打輪半徑為19 mm,寬度為8 mm,圓角半徑為2 mm。
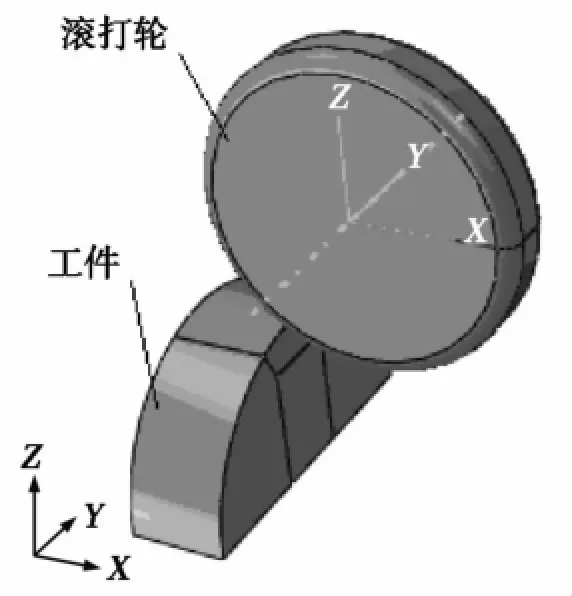
圖1 幾何模型
1.2 網格劃分
由于滾打輪擊打工件的深度為3 mm,是局部接觸,故對工件進行分塊劃分網格,在局部接觸部分,單元網格的等分線段長度為0.2,其他部分單元網格的等分線段長度為2,采用六面體單元C3D8RT,劃分網格后的單元個數為165 960,工件網格劃分如圖2所示,滾打輪為解析剛體,無需劃分網格。
1.3 材料模型
1.3.1 工件材料模型
工件材料模型如式(1)所示[11]:本構方程中的各項材料參數如表1所示,工件的物理參數如表2所示。

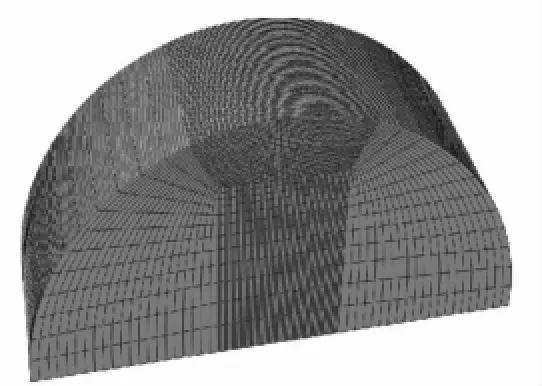
圖2 工件網格劃分

1.3.2 滾打輪材料模型
滾打輪材料為Cr12MoV,高速冷滾打成形過程中,相對于工件40Cr材料,滾打輪只產生彈性變形,故可不考慮其變形情況,將其視為剛體,采用解析剛性模型,輸入相應的質量特性。

表1 工件40Cr調質鋼的本構模型參數[11]

表2 工件物理參數[11]
1.4 動態加載、接觸和摩擦
約束滾打輪x、y、z這3個方向的移動自由度和x、z兩個方向的轉動自由度,在滾打輪的剛性參考點上加載滾打輪轉速(2 000 r/m in);沿x正方向,在工件的全部節點上加載其進給量(1 mm/s);在工件的對稱面施加軸對稱約束;接觸類型為面面接觸;摩擦采用剪切摩擦,摩擦因數是0.2。
1.5 熱邊界
高速冷滾打熱力耦合模擬時間極其短暫,故可忽略工件與環境之間的熱輻射、滾打輪與環境的熱輻射、熱交換、滾打輪與工件之間的接觸傳熱。由于高速冷滾打是斷續擊打成形,滾打輪離開工件的旋轉時間要遠遠大于滾打輪與工件的接觸時間,滾打輪每次接觸工件時的溫度都是不一樣的,需要考慮工件的散熱,工件與環境傳熱系數是20 W/(m2·K)。
2 模擬結果及分析
2.1 等效應力分析
高速冷滾打一次成形過程中,不同時刻工件的等效應力分布如圖3所示。圖3a~圖3c表示滾打輪擊打工件的過程中工件的等效應力分布情況;圖3d表示一次擊打成形完成,滾打輪剛離開工件時,工件的等效應力分布情況。

圖3 不同時刻等效應力分布圖(MPa)
從圖3可以看出:最大應力出現部分之一是滾打輪與工件相互作用的部分,在冷滾打變形開始時,工件的等效應力最大(為1 430 MPa),等效應力分布范圍較小且較均勻,隨著冷滾打過程的進行,等效應力逐漸減小,等效應力分布范圍逐漸擴大,且等效應力分布的不均勻性加劇。這主要是因為高速冷滾打成形屬于局部加載,其塑性成形區域也是局限在局部范圍,并且高速冷滾打成形過程是典型的斷續擊打,周期性打入、打出的過程,隨著滾打輪對工件的不斷打入,迫使工件金屬材料向滾打輪與工件的接觸區域流動,工件的塑性變形、滾打輪和工件之間劇烈的摩擦行為迫使工件與滾打輪接觸瞬間的已成形表面溫度急劇上升,但隨著滾打輪的高速旋轉,滾打輪很快離開工件已成形表面,具有良好導熱性的40Cr調質鋼工件表面溫度急劇下降,如此周期往復,已成形表面除了有一個冷打力作用產生塑性變形的過程外,還受到一個高頻率、不斷加熱和冷卻的溫度變化過程,這個隨著高速冷滾打成形而產生的加熱-冷卻的過程,導致滾打輪對工件表層金屬的“熱沖擊”作用。高頻率的加熱-冷卻過程,在工件金屬表面層形成了不均勻的溫度梯度,使工件表面層應力場不均勻。
2.2 溫度分析
高速冷滾打一次成形過程中,不同時刻工件的溫度分布如圖4所示。圖4a~圖4c表示滾打輪擊打工件的過程中工件的溫度分布情況;圖4d表示一次擊打成形完成,滾打輪剛離開工件時,工件的溫度分布情況。
從圖4可以看出:工件溫度較高的區域產生在與滾打輪接觸的部分,溫度分布不均勻,劇烈變形區內溫降高,小變形區內溫降低。這是因為高速冷滾打成形過程中,工件變形場和溫度場是同時產生、相互影響且交互作用的,工件的塑性變形功、滾打輪與工件之間的摩擦功轉化為熱量使工件產生溫度變化的同時,工件材料與溫度有關的力學和熱物理性能也發生相應的變化,溫度場對變形場的影響主要是通過本構方程來實現(本構方程中工件材料的流動應力表示為應變、溫度和應變速率的函數),變化的溫度場在改變金屬的流動應力場的同時,也使工件的變形場發生改變。其實質是能量的轉化,高速冷滾打成形過程中,滾打輪的旋轉動能對工件輸入的能量主要是通過本構方程來實現的,大致表現在兩個方面:一是工件的塑性變形,其中大部分轉化為使工件產生溫度變化的熱量,少量存儲于工件中;二是工件的彈性變形。
為深入研究一次冷滾打整個成形過程中工件各部位溫度的變化規律,沿工件與滾打輪接觸一側的側壁方向提取前面截面上的關鍵節點,如圖5所示,節點溫度隨時間的變化如圖6所示。從圖6可以看出:工件各部位關鍵節點的溫度變化符合這樣的規律:隨著冷滾打成形過程的進行,工件各部位關鍵節點的溫度均經歷了一個突然上升達到最大值后逐漸下降的趨勢,不同點在于各部位關鍵點上升和下降的斜率不同。這主要是由于滾打輪對工件的擊打是一個斷續的過程,隨著滾打輪不斷打入工件,滾打輪與工件接觸時的摩擦和工件的塑性變形轉化成熱,工件溫度升高;隨著滾打輪對工件的打出,工件不再發生塑性變形產生溫升,并且由于工件與環境的熱交換,工件溫度逐漸下降。圖6中10 593節點和10 595節點的溫升較高,這是因為該部位滾打輪與工件接觸摩擦劇烈,變形劇烈,同時散熱困難。

圖4 不同時刻溫度場分布圖(K)

圖5 節點位置分布圖
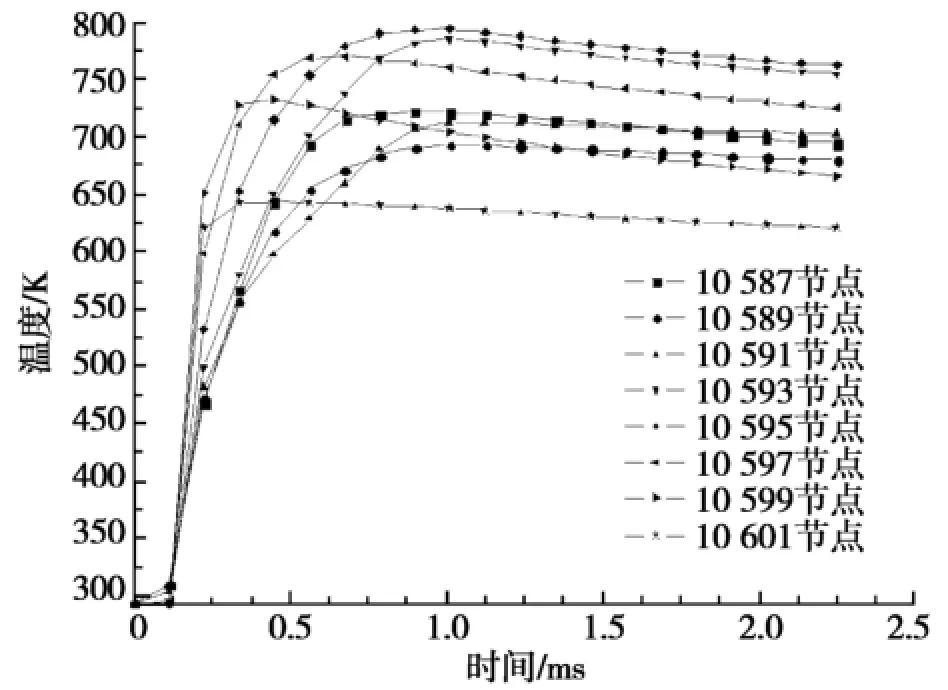
圖6 節點溫度隨時間變化曲線
3 結論
(1)高速冷打成形時,工件初始溫度很低,應主要考慮不可逆塑性變形功的熱耗散和工件、滾打輪截面摩擦生熱效應。
(2)工件表面兩側的突起是由于金屬的體積不可壓縮和金屬流動符合最小阻力定律共同完成的。
(3)隨著滾打輪的打入,工件成形區的溫度急劇升高,工件溫度較高的區域分布在工件的劇烈變形和金屬流動較大的區域。
[1] 崔鳳奎,李言,周彥偉,等.漸開線花鍵軸冷滾軋工藝試驗[J].農業機械學報,2006,37(12):189-192.
[2] 全建輝,崔鳳奎,楊建璽,等.基于ANSYS/LS-DYNA的花鍵冷滾軋成形數值模擬[J].中國機械工程,2008,19(4):419-422.
[3] 楊建璽,崔鳳奎,王曉強,等.冷滾軋滾輪設計理論及實驗修正[J].中國機械工程,2004,15(24):8-11.
[4] 張璐,李言,楊明順,等.絲杠冷滾打成形過程金屬流動規律研究[J].中國機械工程,2012(13):1623-1628.
[5] 張璐,楊明順,李言,等.高速冷滾打過程變形力解析方法及其修正[J].塑性工程學報,2011(5):1-7.
[6] 崔鳳奎,趙魏,徐永福,等.冷滾打成形對花鍵組織與性能的影響[J].機床與液壓,2009,37(12):36-38.
[7] 崔鳳奎,徐永福,趙魏.花鍵冷滾打和銑削加工的金屬組織變形研究[J].鍛壓技術,2008,33(2):70-74.
[8] 崔鳳奎,郭超,李玉璽.40Cr鋼的塑性流動應力特征及本構關系[J].河南科技大學學報:自然科學版,2012,33(6):1-5,19.
[9] Abedrabbo N,Pourboghrat F,Carsley J.Forming of AA5182-O and AA5754-O at Elevated Temperatures Using Coupled Thermo-mechanical Finite Element Models[J].International Journal of Plasticity,2007,23(5):841-875.
[10] 鄭學普,周彥偉,鄧四二,等.航空發動機主軸-軸承系統溫度場分析[J].河南科技大學學報:自然科學版,2004,25(1):30-33.
[11] 朱文娟.高速冷打熱力耦合作用下成形機理研究[D].洛陽:河南科技大學,2013.
TG386.3
A
1672-6871(2014)01-0013-04
國家自然科學基金項目(51075124,50975229)
崔鳳奎(1957-),男,河南漯河人,教授,博士,博士生導師,主要研究方向為先進制造技術和精密制造技術.
2013-04-12
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36