兩種不同合金組元的灰鑄鐵切削加工性能
2014-06-07 10:03:37金育蓉任小中
河南科技大學學報(自然科學版) 2014年1期
金育蓉,任小中,李 彬
(1.河南科技大學機電工程學院,河南洛陽 471003;2.洛陽理工學院機械工程系,河南洛陽 471023)
兩種不同合金組元的灰鑄鐵切削加工性能
金育蓉1,任小中1,李 彬2
(1.河南科技大學機電工程學院,河南洛陽 471003;2.洛陽理工學院機械工程系,河南洛陽 471023)
在相同的加工條件下,分別對Cu-Cr合金和多元合金灰鑄鐵試樣進行了切削。利用檢測和金相觀察等方法獲取了切削力、刀具磨損和基體組織方面的信息,并對這些信息進行了分析對比。分析結果表明:加工Cu-Cr合金灰鑄鐵所產生的切削力以及刀具磨損程度比多元合金灰鑄鐵的大,并且Cu-Cr合金灰鑄鐵的基體組織分布沒有多元合金灰鑄鐵的均勻。所以,多元合金灰鑄鐵的切削加工性能優于Cu-Cr合金灰鑄鐵。
灰鑄鐵;Cu-Cr合金;多元合金;切削加工性能
0 引言
灰鑄鐵具有優良的鑄造性能、耐磨性和消振性能、較低的缺口敏感性和良好的切削加工等性能,因此被廣泛用于冶金、汽車、機械制造等領域[1]。據統計,2009年中國鑄鐵件產量達2 630萬t(占中國鑄件產量的74.5%),其中灰鑄鐵產量約1 700萬t,球墨鑄鐵產量約870萬t,蠕墨鑄鐵產量約30萬t,可見灰鑄鐵在鑄造生產中占的比重很大[2]。灰鑄鐵主要的缺點是強度相對較低,主要是石墨對基體的割裂作用造成的[3]。為了提高灰鑄鐵的強度,常常在灰鑄鐵中添加一些合金元素[4-5],如Cu、Cr、Mo、Ni等。但是灰鑄鐵強度的提高,往往又會降低其切削加工性能[6]。目前,在很多中外合資的汽車加工廠中,如果國內外采用同牌號鑄件加工灰鑄件缸體,進口鑄件加工時的刀具磨損要比國產鑄件小得多,這對生產效率產生了極大的影響[7]。轎車生產線上的數控機床、加工中心普遍采用高速切削和高級刀具,刀具的磨損和使用壽命對材料切削性能的好壞十分敏感[8]。因此,灰鑄鐵的切削加工性能就成為機械加工行業共同關心的技術問題。
文獻[9]指出灰鑄鐵的基體組織對其加工性能起著決定性的作用,均勻一致的顯微組織是獲得良好加工性能的關鍵。文獻[10]研究了灰鑄鐵中C、Cu、Cr、Sn含量變化對切削刀具(硬質合金)磨損的影響。然而,專門研究Cu-Cr合金和多元合金灰鑄鐵切削加工性能的報道比較少。評定材料切削加工性能的指標主要有刀具壽命、切削力、切削溫度、切削功率和已加工表面質量指標。本文是通過加工材料時產生的切削力大小和刀具磨損程度來衡量Cu-Cr合金和多元合金灰鑄鐵的切削加工性能,這對以后研究合金灰鑄鐵切削加工性能提供了參考依據。
1 試驗
1.1 試驗條件
試驗選用CA6140普通車床,其主軸最高轉速為1 400 r/m in,主電動機功率為7.5 kW。選用機夾不重磨車刀,刀片為AC410K復合涂層硬質合金刀片(刀片型號:CNMG120408N-UX)。工件材料為Cu-Cr合金灰鑄鐵和多元合金灰鑄鐵,直徑為φ56 mm×300 mm的圓柱體試樣。兩試樣采用同一均質材料,強度達到HT300的標準,其化學成分見表1。采用QB-07型雙平行八角環測力儀,并配合使用DH5923動態信號測試分析儀,進行切削力信號的采集和轉換。利用OLYMPUS PMG3金相顯微鏡配合SISCAS.V8.0金相圖像分析軟件對試樣組織進行觀察。

表1 兩試樣材料的化學成分(質量分數,%)
1.2 試驗方法
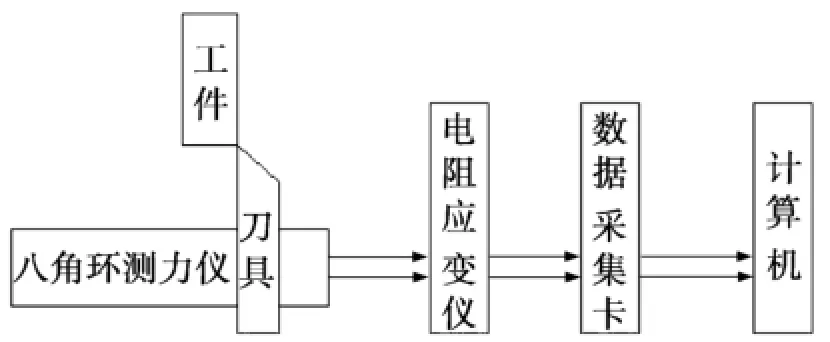
圖1 切削力測量系統示意圖
試驗采用電阻應變片式測力儀。將八角環測力儀固定在車床刀架上,刀具裝在測力儀上,將各數據線與電腦連接。在車削過程中,八角環測力儀采集到的電信號經電阻應變儀處理輸出,再由數據采集卡記錄并存到電腦中,然后利用相關軟件對數據進行分析。圖1所示為切削力測量系統示意圖。
2 試驗結果與分析
2.1 兩試樣的加工性能檢測
切削試樣前,首先對測試系統進行標定,具體的標定方案參考一種車削測力儀的標定裝置和標定方法[11]。對所標定的數據用最小二乘法進行回歸分析,得到主切削力FZ與應變有效值ε的對應關系式為:

在切削的過程中,切削力引起應變片變形,則應變片的電阻值發生改變,而應變片的電阻變化率與應變值呈線性關系,其對應的線性關系式為:

式中,K由一批產品中抽樣檢驗決定,作為該批產品的靈敏因數。再通過應變儀的惠斯登電路能將應變值顯示出來,將其代入式(1),計算出切削力值。
對兩試樣進行兩組試驗。設備的采樣頻率均為50 Hz。每次切削為5個周期,一個周期20.5 s。兩組試驗的車削進給量均為f=0.451 mm/r,切削深度均為ap=1.75 mm,切削速度分別為v1=31.65 m/min,v2=49.24 m/min。兩組試驗的測量應變數據見表2。
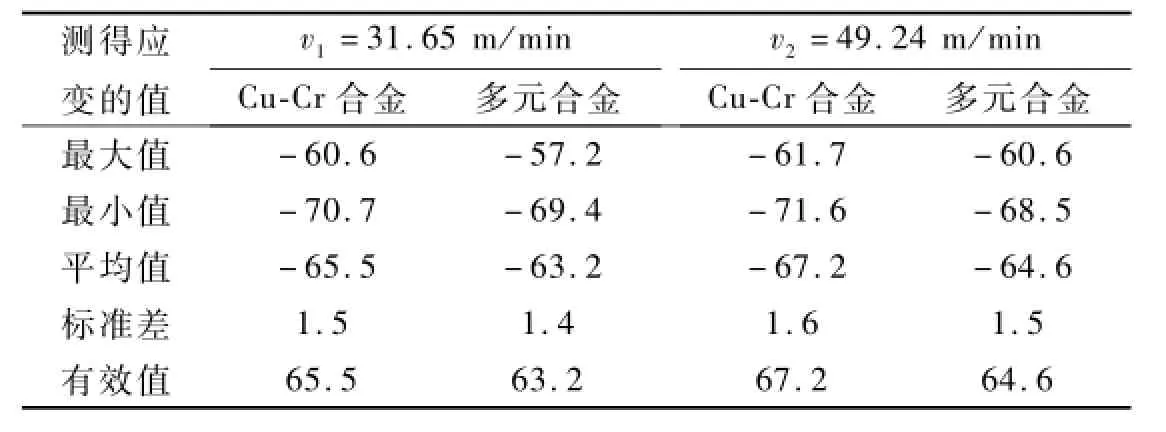
表2 應變數據
當v1=31.65 m/m in時,將表2中對應的應變有效值ε代入式(1),可以得出切削Cu-Cr合金灰鑄鐵時的切削力FZ為978.76 N,切削多元合金灰鑄鐵時的切削力FZ為944.32 N。同理,當v2=49.24 m/m in時,將表2中對應的應變有效值ε代入式(1),可以得出切削Cu-Cr合金灰鑄鐵時的切削力FZ為1 004.22 N,切削多元合金灰鑄鐵的切削力FZ為965.29 N。
從以上兩組試驗數據可以看出:含Cu-Cr合金灰鑄鐵的切削力比多元合金灰鑄鐵的切削力分別大3.5%和3.8%。可見,Cu-Cr合金灰鑄鐵的切削加工性比多元合金灰鑄鐵的差。
2.2 兩試樣的刀具磨損分析
圖2和圖3分別是同一批次的AC410K復合涂層硬質合金刀片在切削速度分別為v1=31.65 m/min,v2=49.24 m/min的條件下,對Cu-Cr合金灰鑄鐵和多元合金灰鑄鐵兩試樣切削5個周期、切削距離分別為135.30 mm和210.45 mm后的刀具前刀面磨損情況。從圖2和圖3所掃描的照片標記中可以看出:圖2a和圖3a所示刀具刀尖部分的涂層剝落程度明顯比圖2b和圖3b的嚴重。這是因為刀具在切削時,由于受到工件、切屑的摩擦作用,刀具材料逐漸被磨耗或出現破損[12]。本試驗的切削距離較短,刀具處于初期磨損階段,兩試樣的表面上都含有碳化物等硬質點。這些硬質點在切削時如同“磨料”,對刀具表面產生摩擦和刻劃作用,從而導致涂層剝落。由此可以斷定多元合金灰鑄鐵的切削性能優于Cu-Cr合金灰鑄鐵。
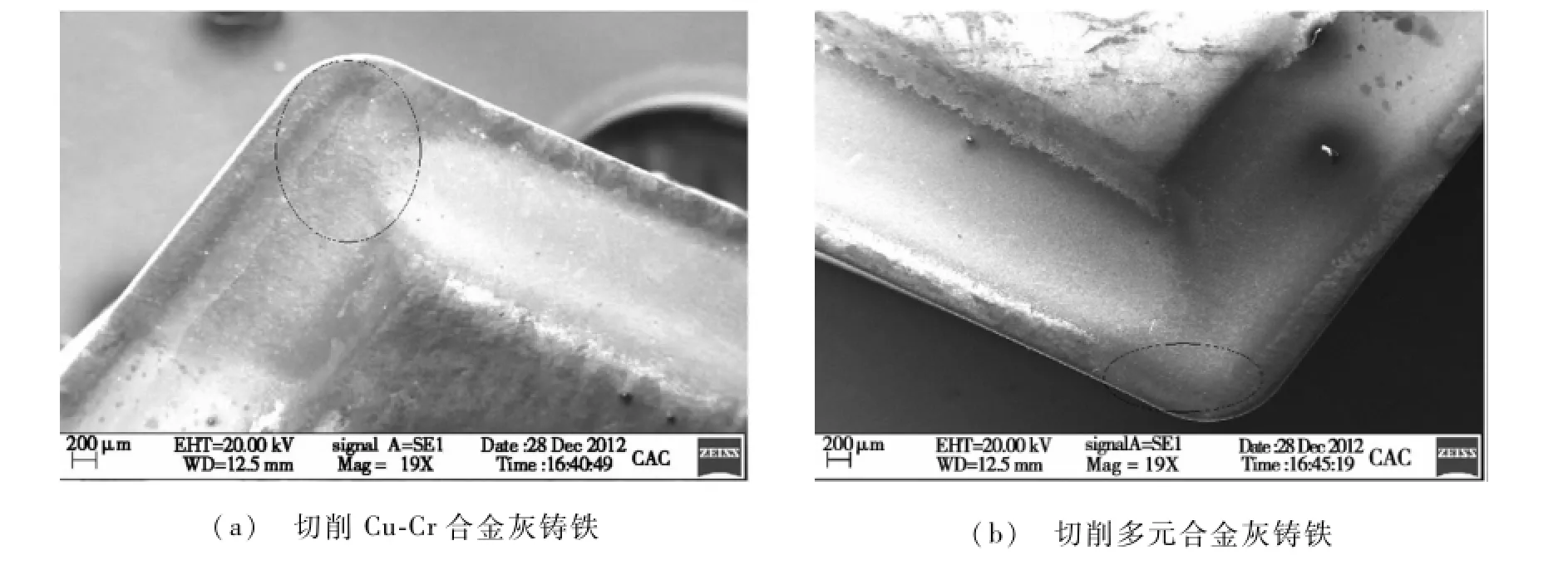
圖2 切削速度v1=31.65 m/m in時的刀具磨損情況
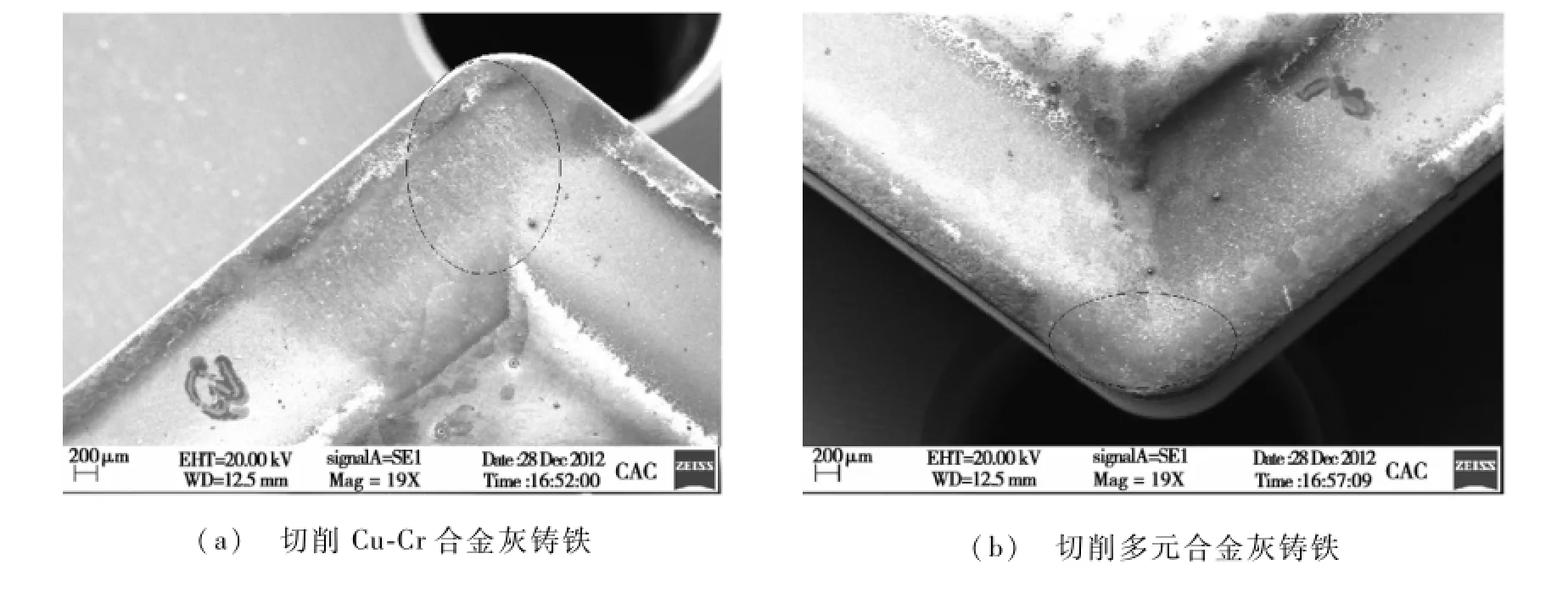
圖3 切削速度v2=49.24 m/m in時的刀具磨損情況
2.3 兩試樣的金相組織分析
圖4和圖5分別是兩試樣的石墨形態和基體組織顯微照片。鑄鐵中的碳主要是以石墨的形式存在的,鑄鐵的力學性能主要取決于基體組織及石墨的數量、形狀、大小和分布。分布于基體上的石墨由于其延伸率接近于零,故可視其為空洞或裂紋[13]。從兩試樣的石墨形態(圖4a和圖4b)的對比可以看出:兩試樣都分布著片狀的A型石墨,但它們的石墨形態有著明顯的差異。圖4a中的石墨細長,還夾雜著C型石墨,C型石墨不利于刀具的潤滑和斷屑[14],于是就使切削力增大。圖4b中的石墨細小且分布均勻,材料的塑性變形相對較小,改善了切削加工性能。兩試樣的基體組織均為珠光體,但圖5b所示的珠光體組織分布要比圖5a的均勻。
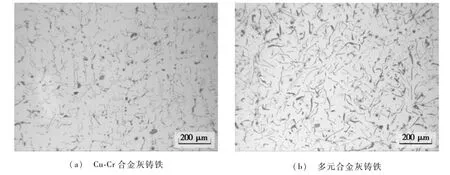
圖4 兩試樣的石墨形態
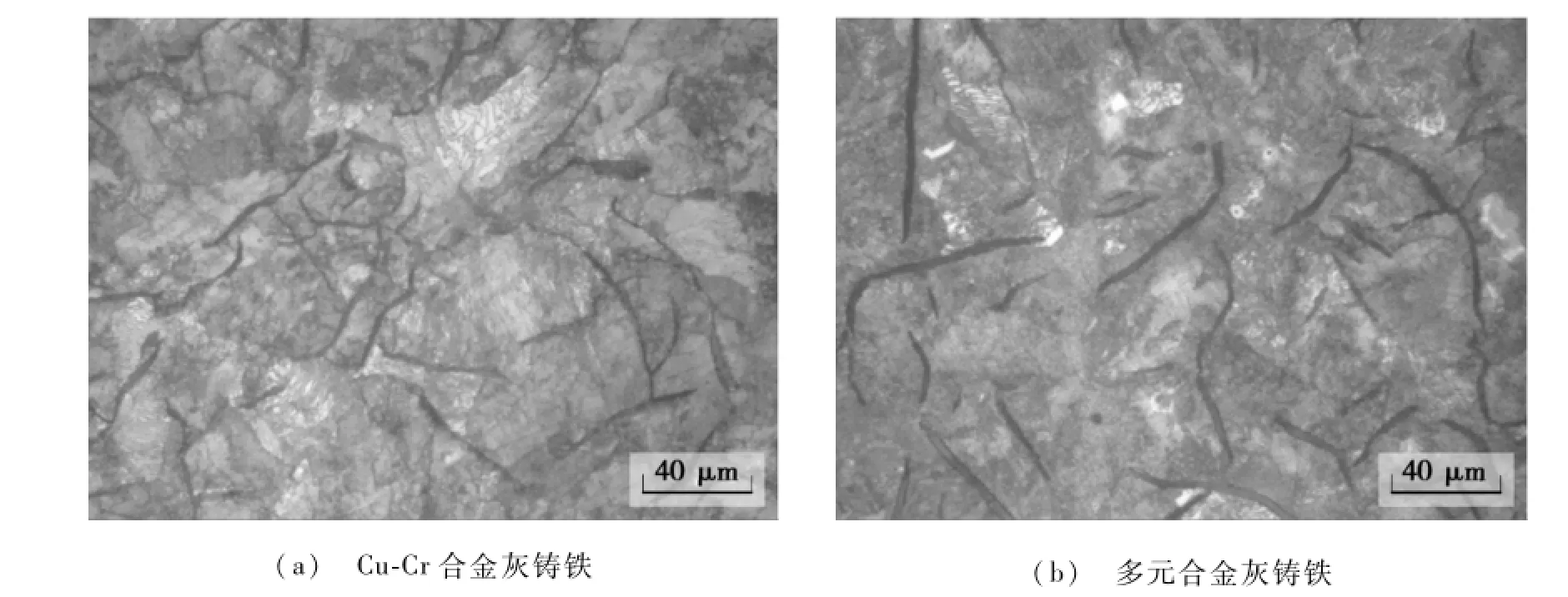
圖5 兩試樣的基體組織
3 結論
本文通過實際切削試驗,從切削力、刀具磨損和基體組織三方面對Cu-Cr合金灰鑄鐵和多元合金灰鑄鐵的切削加工性進行了分析對比。在相同的切削條件下,切削Cu-Cr合金灰鑄鐵產生的切削力比切削多元合金灰鑄鐵產生的切削力分別大3.5%和3.8%;切削Cu-Cr合金灰鑄鐵造成的刀具磨損比切削多元合金灰鑄鐵的嚴重;多元合金灰鑄鐵的基體組織比Cu-Cr合金灰鑄鐵的基體組織分布均勻。
[1] 沈永華,潘東杰,黃列群.高強度灰鑄鐵的研究進展[J].材料科學與工程,2000,18(1):137-139.
[2] 李克銳,曾藝成,張忠仇,等.國內外鑄鐵生產技術進展[C]//第八屆全國鑄鐵及熔煉學術會議暨先進球化處理方法研討會論文集.洛陽,2010:1-20.
[3] Sean M P.The Situation of the Eastinto[J].Foundry Management&Technology,1997,85(3):24-27.
[4] Hua Q S.Lasted Develepment in Production and Research Works of Gray Iron in China[J].AFS Trans,1991(99):363-367.
[5] 蘇廣才.微合金交互作用及配比對灰鑄鐵組織和性能的影響[J].熱加工工藝,2004,4(11):58-70.
[6] 陳杰.灰鑄鐵缸體缸蓋的材質選擇與控制[J].內燃機,2006(3):14-17.
[7] 胡麗云,楊軍強.提高柴油機缸體性能穩定性的途徑[J].鑄造,2005(5):27-23.
[8] 王耀華.合金鑄鐵切削原理與技術[M].南京:江蘇科學技術出版社,1996:12.
[9] Janowak J F.Improved Machinability of High Strength Gray Iron[J].Transacions of the American Foundrymen’s Society,1985,93:961-965.
[10] 劉星舟,盧德宏,蔣業華.合金灰鑄鐵成分對切削刀具磨損的影響[J].鑄造技術,2011,32(1):39-42.
[11] 任鳳章,王宇飛,張旦聞,等.一種車削測力儀的標定裝置和標定方法:中國,CN201120572595.X[P].2012-09-12.
[12] 陸劍中,孫家寧.金屬切削原理與刀具[M].北京:機械工業出版社,2005:53-56.
[13] 文九巴.機械工程材料[M].北京:機械工業出版社,2009:216-222.
[14] 王少民.發動機缸體材質及切削性能的研究[D].哈爾濱:哈爾濱工業大學,2002.
TG506.7
A
1672-6871(2014)01-0017-04
國家自然科學基金項目(51105188);河南省教育廳自然科學研究基金項目(12B460016)
金育蓉(1987-),女,河南長垣人,碩士生;任小中(1957-),男,河南武陟人,教授,博士,碩士生導師,研究方向為傳動件先進制造技術.
2013-03-23