TK42200 數控鏜銑床增加刀庫的改造*
2014-06-29 10:36:16范芳洪
組合機床與自動化加工技術 2014年11期
關鍵詞:程序
范芳洪
(湖南鐵道職業技術學院 車機學院,湖南 株洲 412001)
0 引言
數控銑床沒有自動換刀裝置,主要用來加工使用刀具不多的平面和曲面輪廓零件。當加工復雜的箱體類、泵體、閥體、殼體等零件時,在一次裝夾中要用多把刀具完成多工序的加工,為保證換刀精度和縮短非切削時間提高生產效率時,就要機床具有自動換刀功能[1]。購買加工中心能實現自動換刀,但成本也隨著增加,此時若在原銑床上增加一個刀庫來實現自動換刀,不但擴展機床的功能,并且成本的投入比購買新機床要少的多。增加刀庫改造的關鍵問題要保證換刀平穩,刀具重復換刀精度高,這除了正確安裝好刀庫,設計、連接好電氣線路外,還要設計合理的控制程序。本研究以某公司一臺TK42200 數控鏜銑床為例來說明增加刀庫改造的方法。該機床數控系統型號為西門子840D 系統[2],選用刀庫為容量24 把刀具的BT50-24T機械手圓盤式刀庫,安裝在機床預留刀庫的位置上。
1 強電電路連接

圖1 刀庫強電電路圖
按照圖1 所示電氣原理圖在機床電氣柜中安裝好電氣元件連接好強電電路,KM21、KM22、KM23 分別是控制刀庫電機正反轉和機械手電機正轉的交流接觸器,為了運行可靠,KM21、KM22 在電氣上實現互鎖。中間繼電器KA21、KA22、KA23 的常開觸點分別控制交流接觸器KM21、KM22、KM23 線圈的通斷。
2 刀庫輸入輸出電路設計
本研究根據系統所剩的I/O 資源,確定了刀庫、機械手輸入信號和控制刀套倒刀回刀的電磁閥、刀庫電機、機械手電機運行的中間繼電器輸出信號等地址。刀庫的輸入/輸出電路如圖2 所示。
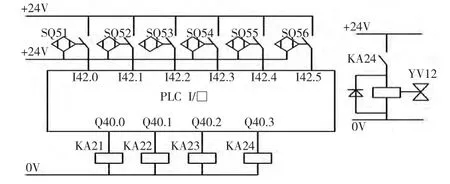
圖2 刀庫的輸入/輸出電路圖
3 換刀程序設計
本機床采用就近選刀、隨機換刀[3]。刀具號和刀套號之間是隨機安裝的,當程序的目標刀號發出后,首先要根據刀具表所記錄的刀具號和刀套號的對應關系檢索出對應的刀套號,然后根據目標刀套號和當前位的刀套號計算出刀庫的旋轉方向并驅動刀庫電機旋轉,當當前刀套號和目標刀套號一致時停止刀庫電機,啟動機械手交換刀具。當刀具交換完成后,刷新刀具表,更新刀具表里的主軸刀號和當前刀套位的刀號,完成整個換刀。
西門子840D 系統NC 具有強大的運算功能并且編程靈活方便,本研究把NC 和PLC 相結合的方法來控制換刀并通過H 功能[4]把NC 的相關信息傳給PLC。刀號的檢索、刀庫旋轉方向計算、刀具表的刷新、刀庫初始化等運算量大由NC 通過固定循環[5]完成,刀庫的旋轉、機械手換刀動作由PLC 控制完成。采用這種方法的換刀控制程序包括PLC 程序和NC 程序兩部分,NC 程序要設計刀庫控制固定循環程序MGZ、換刀固定循環程序TOOL 和刀庫初始化程序INI。
(1)刀庫控制固定循環程序MGZ 的設計
用Txx 代碼激活刀庫控制固定循環程序MGZ,MGZ 程序是根據編程的刀具計算出該刀具所在的刀套位置,根據就近原則確定刀庫的旋轉方向,并將旋轉方向和編程刀具所在的刀套號通過輔助功能參數H1傳給PLC 控制程序。其流程圖如圖3 所示。
(2)換刀固定循環程序TOOL 設計
用M06 啟動換刀固定循環程序TOOL。TOOL 程序的作用是控制各坐標加入換刀位置,并啟動機械手換刀動作。換刀完成后,刷新刀具表并激活刀具參數。TOOL 程序的流程圖如4 所示。
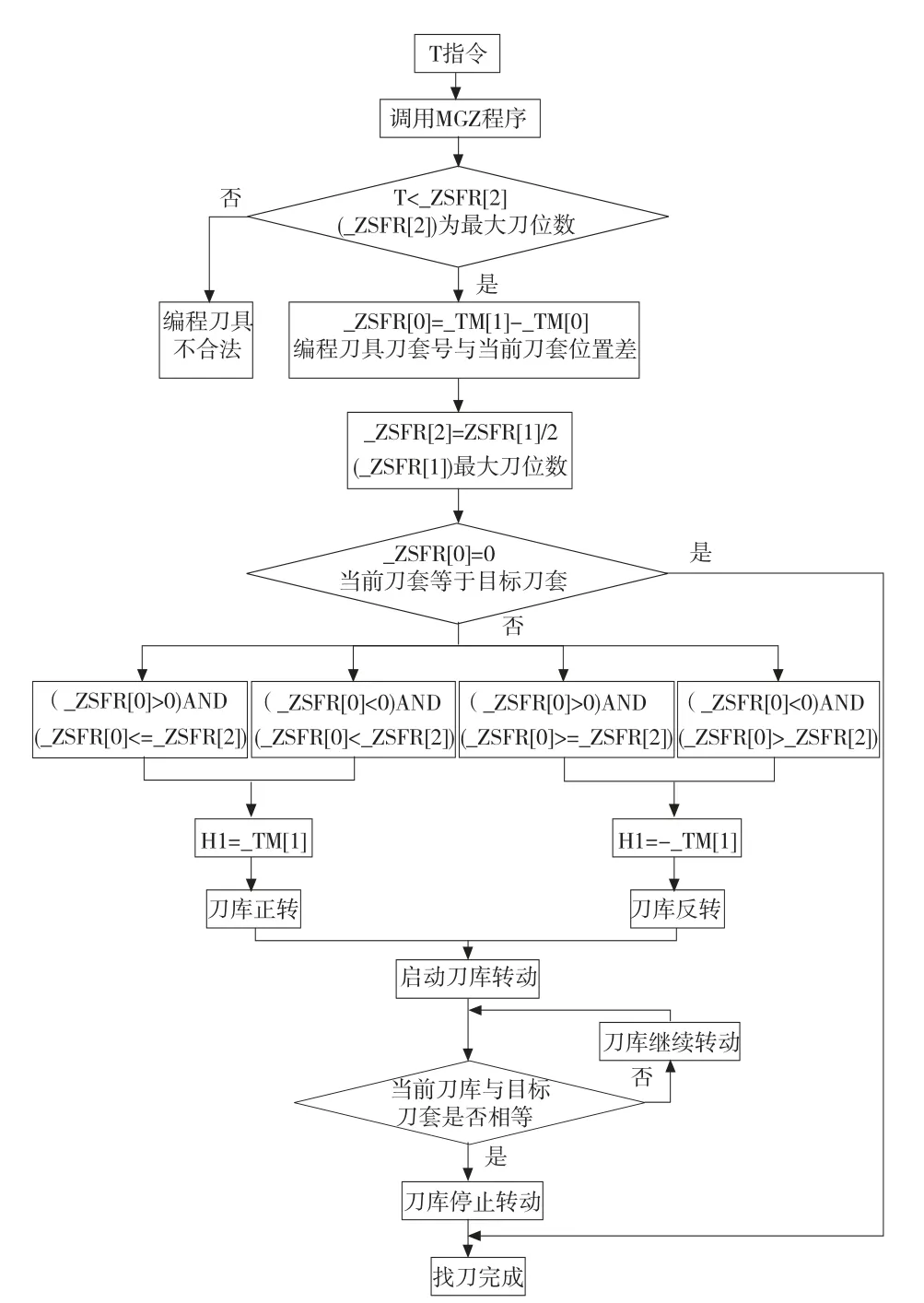
圖3 MGZ 程序和刀庫旋轉PLC 控制流程圖
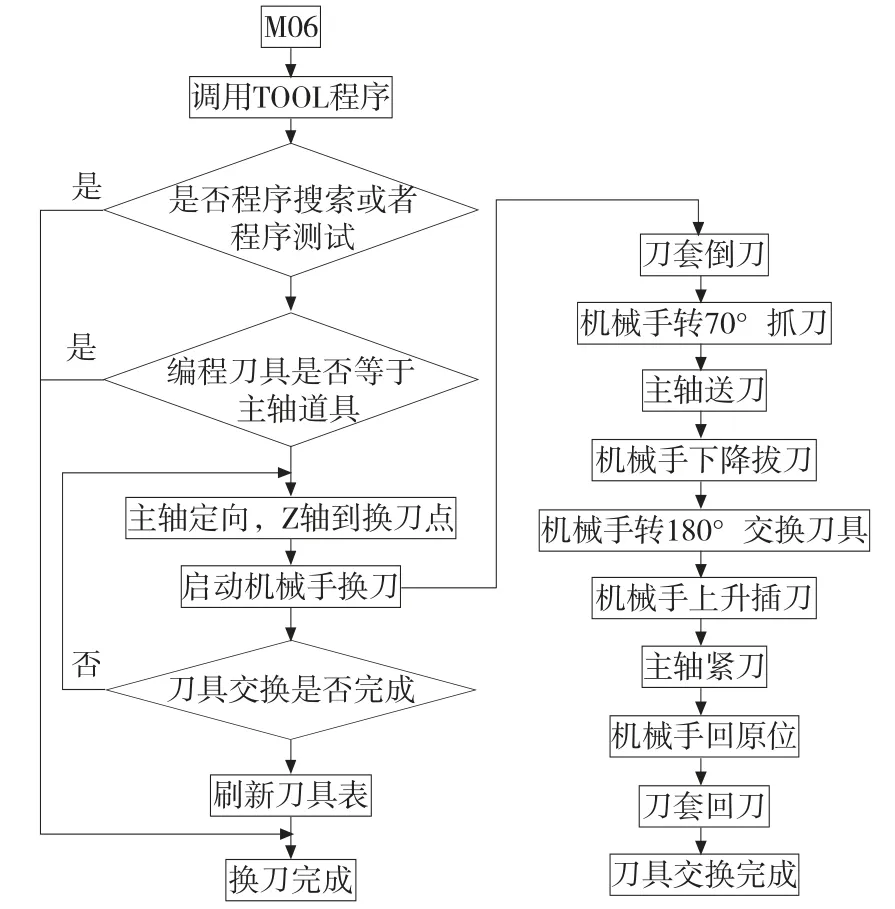
圖4 TOOL 程序和機械手換刀PLC 的流程圖
部分TOOL 程序如下:


M90;激活刀具參數
D1;主軸恢復速度控制方式
固定循環程序中一些變量的說明:
_TM[0]刀庫當前刀套號,_TM[1]編程刀具所在的刀套號,_TM[3]主軸上安裝的刀具號,_TM[4]首次換刀的刀套號,_ZSFR[0]編程刀具所在刀套號與當前刀套號之差,$ C_T 編程刀具號,$ PTOOL NO 主軸上的刀具號。
系統變量[6]$ TC_DP25[刀具號,1]記錄刀具所在的刀套號,其中t 是刀具號,$TC_DP25[3,1]=12表示3 號刀具在刀庫的12 號刀套中。
系統變量$ TC_DP24[刀具號,1]用來標識刀具的狀態,“1”表示該刀具安裝在主軸上,“0”表示該刀具保存在刀庫的刀套中,$ TC_DP24[6,1]=1 表示6號刀具安裝在主軸上。
(3)PLC 程序的設計
刀庫旋轉PLC 程序是根據H1 傳遞的刀庫旋轉方向和目標刀套號的信息,旋轉刀庫完成找刀,流程圖如3 所示。機械手換刀PLC 程序啟動機械手交換主軸和當前刀套的刀具完成換刀,在換刀的整個過程中,機械手各個動作是一環扣一環的順序逐步完成,只有前一個動作確認完成后,才能進行下一個動作,從而保證了運動的可靠性,流程圖如圖4 所示。
(4)刀庫初始化INI 程序設計
刀庫初始化INI 程序是通過系統變量$TC_DP25[刀具號,1]建立刀具表,刀具表記錄刀套所裝刀具的信息,供搜索目標刀具的刀套號使用。
4 調試
(1)刀庫初始化
在第一次換刀之前,要進行刀庫初始化,初始化時應使刀庫處于1 號刀套位,主軸不能裝刀,在MDI方式下執行INI 程序。初始化后刀具表里的刀具號與相應的刀套號相等,即刀套號1 安裝刀具T1,刀套號2安裝刀具T2,$ TC_DP25[1,1]=1,$ TC_DP25[2,1]=2,依次類推。每次換刀完成后要刷新刀具表,保證了每把刀具在刀具表中的刀套號是唯一的。
(2)固定循環程序調試
用T 代碼調用固定循環程序MGZ 和M06 調用換刀固定循環程序TOOL,需要設置如表1 所示的參數。

表1 調用固定循環所需參數
(3)機械手換刀調試
為了調試和維修方便,在機床的操作面板上把用戶定義鍵K15[7]為手動啟動機械手,在手動方式按一下該鍵,機械手動作一步,整個換刀過程機械手動作五步即:抓刀、拔刀、交換刀具、插刀和機械手回原位。K13 鍵為手動刀套倒刀,K14 鍵為手動刀套回刀。換刀調試步驟如下:
①換刀點[8]和主軸定向的調試:Z軸回到機床零點,主軸上不裝刀,在手動方式,按K13 鍵刀套倒刀,按K15 鍵,機械手臂轉動到抓刀位,在靠近主軸端的機械手卡爪上裝一把卸掉拉釘的刀柄,用手轉動主軸使主軸上的端面鍵正好對準刀柄上的鍵槽,手動移動Z軸直到輕微地壓上機械手臂,此時Z軸的位置就是換刀點,記錄坐標值并輸入到機床參數MD14514[3]中,主軸偏轉的角度就是定向的角度輸入到機床參數MD14514[4]中。
②換刀點和主軸定向調好后,在手動方式下,按K15 鍵,通過機械手停止、機械手抓刀、機械手原位三個接近開關的亮滅可清楚知道機械手每步動作是否到位,如果不到位,需要調整機械手。
③手動單步調試完成后,執行自動換刀,觀察換刀過程中是否有異響、沖擊,如果有則要按上述方法調整換刀點和定向角度,直到換刀平穩可靠。
(4)刀庫性能的檢驗
刀庫調試完成后,用秒表記錄刀對刀的換刀時間為2.4S,刀庫的相鄰刀套旋轉時間為0.8S,用專用工具(檢測刀具刀尖到工作臺的距離)檢查刀具重復換刀精度為0.4mm,達到了BT50-24T 刀庫的技術性能指標。BT50-24T 圓盤式刀庫的部分規格參數如表2 所示。

表2 BT50-24T 圓盤式刀庫部分規格參數
(5)刀具表的修復
如果由于意外情況導致換刀失敗,沒有刷新刀具表,會導致刀具表的刀具號和實際的刀具號不一致,換刀會亂刀。常規的做法是對刀庫初始化來修復,但要把刀庫所有的刀具重新裝入相應刀套號內,工作量大并且麻煩。本研究提出一種簡單的方法即通過人機界面[9]修改系統變量$TC_DP25[t,1]來修復刀具表,具體方法是將編程刀具和主軸上的交換刀具重新裝到刀庫的空刀套中,將這兩把刀具的對應刀套號寫入該參系統參數中就行了。例如編程刀具的刀號是10,刀套號是5,主軸上的刀具號是8,即$ TC_DP25[10,1]=5,換刀失敗后,將10 號和8 號刀具分別裝入刀庫的7號和9 號空刀套中,然后把系統變量$ TC_DP25[10,1]設成7,$TC_DP25[8,1]設成9 就可以。
5 經濟效益分析
刀庫的改造除了換刀穩定、可靠外,還要能產生一定的經濟效益。本刀庫的改造成本大約6 萬元,加工中心主要用于多工序多刀具的加工,改造刀庫后縮短了換刀時間,機床生產效率提高了20%。如果機床滿負荷工作,按照當前機械行業的平均利潤來計算,大約一年時間就收回了改造刀庫的成本;若買一臺同型號的加工中心至少要五六十萬,投資多,并且收回成本的時間長至少要二年以上;所以增加刀庫的改造不但具有加工中心的自動換刀功能,而且有投資較少、收益較快等優點。
6 結束語
增加刀庫調試后,機床實現了自動換刀,能使工件在一次裝夾,完成多道工序的加工,避免多次裝夾所引起的誤差提高了精度,增強了機床的功能,擴展了機床的加工范圍,節約成本,也減輕了操作工人的勞動強度。改造后的機床主要用來加工復雜箱體、閥體等零件,機床每天至少運行20 個小時,換刀沒有任何故障,刀具重復換刀精度好,加工產品合格。本研究成功的改造經驗對從事相關工作的技術人員有著實際的指導意義和參考價值[9]。
[1]張琪,侯立,劉松,等.加工中心換刀機械手控制系統研究[J].組合機床與自動化加工技術,2010(8):42 -44.
[2]張德江,門延會,毛羽.SIEMENS 840D 系統在GS30 型數控機床改造中應用[J]. 組合機床與自動化加工技術,2011(2):56 -59.
[3]李加明,陶衛軍,馮虎田,等.鏈式刀庫及機械手可靠性實驗臺設計[J].組合機床與自動化加工技術,2012(10):103-105.
[4]西門子.西門子840D 接口信號說明手冊[M].西門子數控有限公司,2006.
[5]西門子.西門子840D 編程操作手冊[M].西門子數控有限公司,2006.
[6]陳益林,盧端敏.系統變量在數控銑削加工中的應用研究[J].組合機床與自動化加工技術,2011(6):81 -84.
[7]西門子.西門子840D 系統安裝調試手冊[M].西門子數控有限公司,2006.
[8]實用數控機床故障診斷及維修技術500 例[M].北京:中國知識出版社,2006.
[9]范芳洪,樓向明.CNC-1250 立式龍門加工中心第四軸的改造[J].機電工程,2013(9):1068 -1072.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
