臺達VFD系列變頻器與PLC在機械壓力機中的應用
2014-07-01 09:32:30李鵬德
鍛壓裝備與制造技術 2014年5期
李鵬德,李 彬,竇 磊
(徐州鍛壓機床集團有限公司,江蘇 徐州221116)
1 變頻器在機械壓力機中的應用
1.1 壓力機發展趨勢
機械壓力機量大面廣,其節能降耗水平對于提高壓力機企業的經濟效益,增強市場競爭力,具有現實和長遠的意義。而隨著沖壓工藝的提高,先進的級進模廣泛應用,小批量、多品種的沖壓產品其模具更換、裝卸頻繁,都要求沖床更加精密、沖壓速度更高并且可以調節。在調速控制系統中,交流與直流兩種方式并存。但隨著機電一體化的迅速發展,交流變頻調速取得了很大進步并得到日益廣泛的應用。交流調速系統比直流調速系統具有明顯的優點:控制系統簡單、體積小、維護方便、造價低等。因此,在閉式雙點壓力機上采用變頻調速驅動系統是壓力機控制發展的方向,可變速機械壓力機比傳統的定速機械壓力機具有更為廣闊的市場。
1.2 變頻調速原理
變頻器的最大優點是高效、節能。隨著變頻調速技術的日趨完善,其因卓越的調速和啟動控制性能、顯著的節電效果以及廣泛的適應性而被認為是一種最有前途的交流調速方式,代表了電氣傳動的方向。目前,交流變頻調速技術發展很快,已由原來的常規控制方式PAM(Pulse Amplitude Modulation)即電壓和電流源脈沖幅值調制方式,發展到現在的PWM(Pulse With Modulation)即靠改變脈沖寬度來調制電壓波形和SPWM 調速方式(正弦波脈寬調制)。目前多數變頻器采用更先進的矢量控制方式,它近似模擬了直流電機的調速性能,可與直流電機的調速行為相媲美,是一種較為理想的調速方式。
由電機學可知,異步電動機的轉速為:

式中:n——異步電動機轉速,r/min;
p——電動機的極對數;
s——電動機的轉差率;
f1——電源頻率,Hz。
從式(1)可以看出,如果極對數一定,且轉差率變化不大時,電機的轉速基本上與電源的頻率成正比,即改變電源的頻率就可以改變電機的轉速。但實際上僅僅改變電源的頻率不能得到滿意的調速性能,必須在調節輸出電壓的頻率的同時調節電壓的幅值,這種調節方式一般稱為VVVF 方式(Variable Voltage Variable Frequency)。
1.3 機械壓力機的負載特點
機械壓力機通常是這樣工作的:以電動機作動力,帶動飛輪旋轉來儲存能量,在離合器、制動器的作用下,飛輪帶動曲軸及滑塊對工件短時做功,同時釋放能量;然后再補充能量,再次對工件作功,如此循環工作。從機械壓力機的工作過程可知,在對工件做功時負載大而時間短,補充能量時負載小而時間長。這就要求作為壓力機動力的變頻器和異步電動機具有較高的短時過負載能力。臺達VFD 系列變頻器系統操作簡單,具有簡明的中文操作界面,可靠性高,大啟動轉矩,特別是具有高的過載能力(電機額定轉矩的200%,可持續3s;變頻器額定電流的150%,可持續60s),完全符合機械壓力機的驅動要求。因此,選擇臺達變頻器應用于公司閉式雙點壓力機上。
2 變頻器與PLC的通信控制
工業控制系統的設計,必須把可靠性和安全性放在第一位,而壓力機控制系統的安全性設計尤為重要,其電氣方面的安全要求應符合GB5226 的有關要求。設計一個可靠的PLC 系統,應從硬件和軟件兩方面考慮。PLC 是專門為工業現場設計的,抗干擾性、可靠性已經做得非常好。在實踐中發現,PLC控制系統的90%以上的故障出現在PLC的外圍電路,所以PLC 外圍電路的可靠與否是PLC 控制系統可靠性的關鍵。
壓力機PLC 控制系統框圖如圖1 所示。
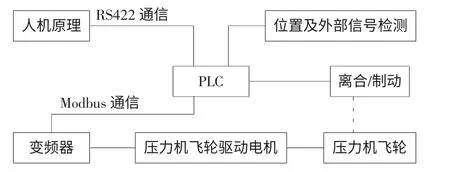
圖1 壓力機PLC 控制系統框圖
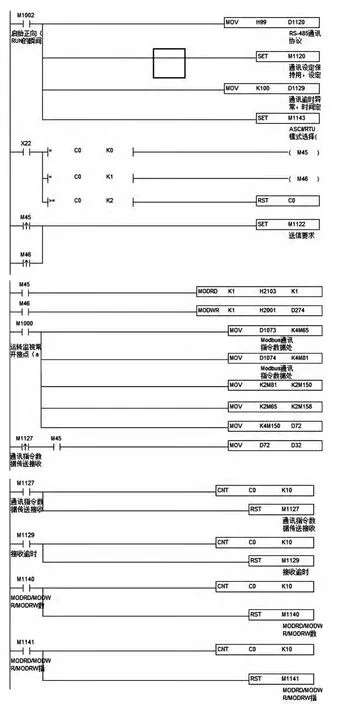
圖2 PLC 通信程序
機械壓力機有“寸動”、“單次”、“連續”等規范操作。根據壓力機“單次”、“連續”規范操作要求,壓力機每次工作結束滑塊都要停止于一特定位置(稱為上死點);壓力機的制動距離近似地正比于其滑塊和曲軸的運動慣量,而滑塊和曲軸的運動慣量與壓力機的運行速度成正比;PLC 系統要對滑塊進行精確控制,就必須隨時掌握電機的運行速度。檢測電機的運行速度有兩種方法,一是通過PLC的外圍檢測電路對電機實時監測,這種方法增加了PLC 系統的外圍電路,控制成本較高,而其可靠性不高;另一種方法是PLC 與變頻器進行通信,隨時掌握變頻器的運行情況、電機運行速度的大小,使控制更為方便、精確,控制成本降低,整個PLC 控制系統的可靠性有了較大提高。鑒于以上原因,我們在設計閉式雙點系列產品時,選用臺達PLC 作為控制單元,采用PLC與變頻器直接通信方式對壓力機運行過程進行控制。臺達PLC 和VFD 系列變頻器都是臺灣臺達產品,都支持Modbus 通信協議,通信連接簡單、方便,不需要其他任何器件就可實現通信。
PLC 通信程序如圖2 所示。
3 結束語
隨著變頻技術的發展及相關產品質量性能的不斷提高,在工業中大量使用的鼠籠式異步電動機,有了較為理想并可完全信賴的調速設備——變頻器。在能源日益緊張的今天,其使用已經并將繼續帶來顯著的社會效益和巨大的經濟效益。其良好的硬件、軟件設計能夠保證系統的可靠運行,提高壓力機的可靠性和安全性。隨著變頻器和PLC 等工控產品的硬件、軟件不斷升級,通過Modbus 總線技術、以太網技術使得工控產品間協同工作,控制更為方便,成本降低,整個系統的可靠性得到較大提高。目前,臺達VFD 系列變頻器和PLC 在我公司機械壓力機產品中得到了較好的應用,用戶反映良好。
[1]張進秋,等.可編程控制器原理及應用實例[M].北京:機械工業出版社,2004.
[2]王 冰.增強PLC 驅動能力的擴展設計[J].鍛壓裝備與制造技術,1998,33(3).
[3]齊占慶,主編.機床電氣控制技術[M].北京:機械工業出版社,1994.
[4]李偉光,等.冰箱切邊沖孔液壓機PLC 控制系統的設計[M].鍛壓裝備與制造技術,1998,33(1).
[5]劉茂銀,梅碧周.壓力機控制系統中PLC的應用及設計[J].鍛壓裝備與制造技術,2007,42(3).
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
當代工人(2020年8期)2020-05-25 09:07:38
測控技術(2018年5期)2018-12-09 09:04:50
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
海峽姐妹(2017年7期)2017-07-31 19:08:17
電子制作(2017年7期)2017-06-05 09:36:13
Coco薇(2017年5期)2017-06-05 08:53:16
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
