劃片機運動性能對劃切工藝的影響
2014-07-04 03:28:10王兵鋒于海波王宏智
電子工業專用設備 2014年9期
關鍵詞:調試
王兵鋒,于海波,王宏智,孫 彬,季 崢
(北京中電科電子裝備有限公司,北京101601)
傳統劃片機的劃切工藝注重切割冷卻水、氣壓、刀具選擇等,通過大量的實驗還對上述三項建立了數據庫,而電機的運動特性對劃切工藝的影響往往被忽視;本文以劃片機各軸向電機的運動性能為切入點,從運動控制的角度論述了電機運動性能對劃切工藝的影響;在前人對劃切工藝研究的基礎上,突破傳統的劃切工藝范疇,特別針對Y 軸向步進偏差、Z 軸向測高不穩定以及測高打刀問題提出了新的解決方案,并在整機設備上做了驗證考核,結果驗證了本文所提出的方案正確、可靠。
1 設備的主要構架和切割動作
砂輪劃片機是以強力磨削為劃切原理,空氣主軸為執行元件,以每分鐘數萬轉的轉速劃切晶圓的劃切區域,同時承載著晶圓的工作臺以一定的速度沿刀片與晶圓接觸點的劃切線方向呈直線運動,將晶圓上的每一個獨立的電氣芯片分離開來[1]。在工作的時候除了空氣主軸在做高速旋轉之外,還有四個軸向的運動,分別是X 向(左右方向),Y 向(前后方向),Z 向(上下方向),T(工作臺旋轉方向),如圖1 所示。
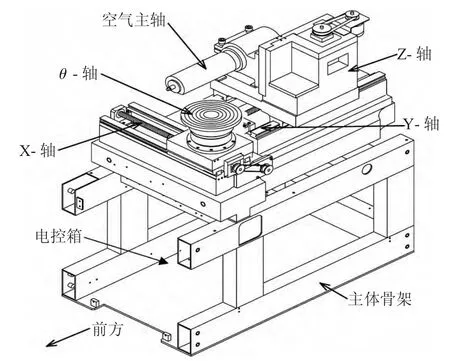
圖1 劃片機各軸向架構
設備劃切的具體過程是:每一刀切割完成后,Z 向電機上升抬刀,X 向電機歸位,Y 向電機往前走一個步進,Z 向電機再下降落刀,X 向電機再給進,開始新的一刀切割。第一通道切割完成后,T軸向電機旋轉一定的角度進行下一通道的切割,如圖2 所示。
2 X 軸運動性能與崩邊
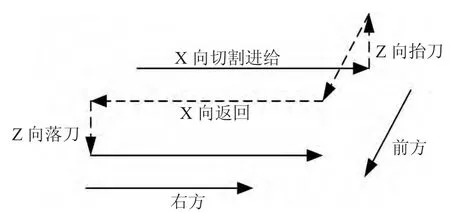
圖2 劃切示意圖
X 軸向又叫第一軸向,X 軸向電機是一個伺服電機,高速時的運行速度可達600 mm/s,低速時可放慢至0.1 mm/s,通過上位機界面可以設定電機的速度。高速的時候不能因慣性撞出行程,在劃切材料比較硬、比較厚的時候,要求X 向電機的給進速度要低,對X 向電機要求運行速度要平穩,在X 向低速劃切的過程中,劃切完的芯片有時會出現崩邊或者是有裂紋,為了消除這種現象,必須在刀具、主軸轉速、冷卻水流量等劃切工藝方面做大量的研究和實驗,但是X 向電機的運動性能還是一個容易被忽略的因素,如果X 向電機在低速時出現了“爬行”,即伺服電機在低速運行時速度一直在抖動,用示波器可觀測到抖動情況,如圖3、圖5 所示,電機出現抖動的情況不是由運動控制卡造成,往往是由于伺服系統的參數不合適造成。因此對伺服電機系統進行參數整定調試,整定調試前、后的示意圖和效果對比圖如圖4、圖6所示。

圖3 低速爬行示意圖(綠色為命令速度,白色為實際速度,紫色為速度誤差)
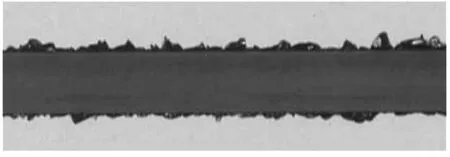
圖4 低速爬行的劃切效果(崩邊較大)
圖4 與圖6 是在同樣條件下對同樣的切割材料進行切割后的效果圖,通過圖4 與圖6 的比較可以看出:在電機抖動的情況下劃切后的毛刺現象很嚴重,電機參數優化后的切割效果很理想,崩邊較小,毛刺較少。
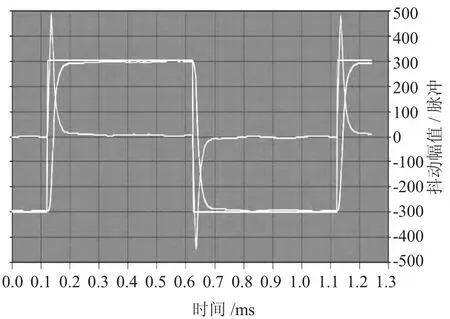
圖5 較理想的示意圖 (綠色為命令速度,白色為實際速度,紫色為速度誤差)
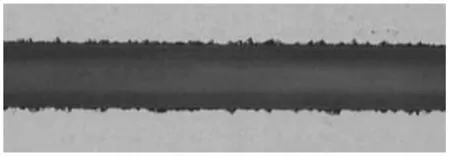
圖6 較理想的劃切效果(崩邊較小)
3 Y 軸運動與刀痕偏差
對于連續的PID 算法有:

其中:Kp為比例增益,TI為積分時間常數,TD為微分時間常數,e (t) 為PID 調節的輸入偏差,u(t)為PID 調節的輸出。對公式(1)離散化得到:
為了直觀,公式(2)可以化簡為:
其中:KI為積分增益為微分增益,。
根據PID 算法原理可知三種增益對系統性能的影響:如果增大比例增益Kp,則系統動作靈敏,響應速度快,穩態誤差變小,但是震蕩次數增多,調節時間變長,大到一定程度系統會變的不穩定,若此增益太小則系統響應速度又會變慢;積分增益KI增大會使系統的穩定性下降,變小則能降低系統的穩態誤差;微分增益KD能改善系統的動態性能,此增益變大則超調量會變大、調節時間短,變小則超調量小,調節時間長[2]。劃片機的Y 軸對實時性有一定的要求,所以,這里的PID 調節顯得很重要。
在大多數工程應用中,PID 原理容易被理解,但是具體進行調試的時候很是麻煩,需不斷的反復嘗試。因為設備是手工裝配,有些部件往往是靠裝配工人的經驗來完成,每一臺設備在裝配的過程中都有不可控的機械裝配特性和強度,對于同一個電機,裝在不同的設備上,其PID 參數也并非完全一樣。由于這個方向的電機是一個步進電機,在調試所需位置的跟隨誤差時,所用的絲杠的導程是5 mm,電機的分辨率為5 000 脈沖/ 轉,所以在進行PID 調節時,導程與分辨率之間有如下關系:
即控制系統每發1 個脈沖,對應的機械裝置的位移量為1 μm。
3、有關宏觀決策,廢水、廢氣、固體廢物、噪聲、區域生態、土壤環境等污染控制技術、清潔生產技術和工藝、環境監測與分析技術、環境經濟、環境影響評價、環境管理等的最新研究成果的論文;
Y 向電機的調試完成后的跟隨誤差不能太大,要求小于3 μm,即PID 曲線的到位精度控制在3 個脈沖之內。否則會影響電機走步進的精度,導致劃切的刀痕與實際位置偏差過大,而且在實際工作中,Y 向電機不斷在走分度,最后的偏差是每一步的累加量。
圖7 是較為理想的PID 調試結果,圖8 是其對應的劃切效果;
圖9 是不太理想的PID 調試結果,圖10 是其對應的劃切效果。
對比圖8 和圖10 可以發現:圖8的切割刀痕基本在切割刀的中間,而圖10 的切割刀痕明顯偏離了切割道。

圖7 Y 向電機正常PID 曲線
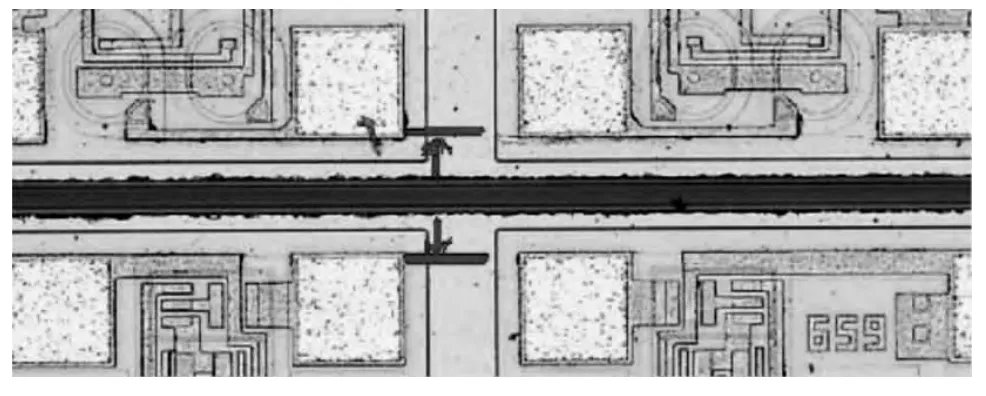
圖8 Y 向步進電機正常的劃切效果
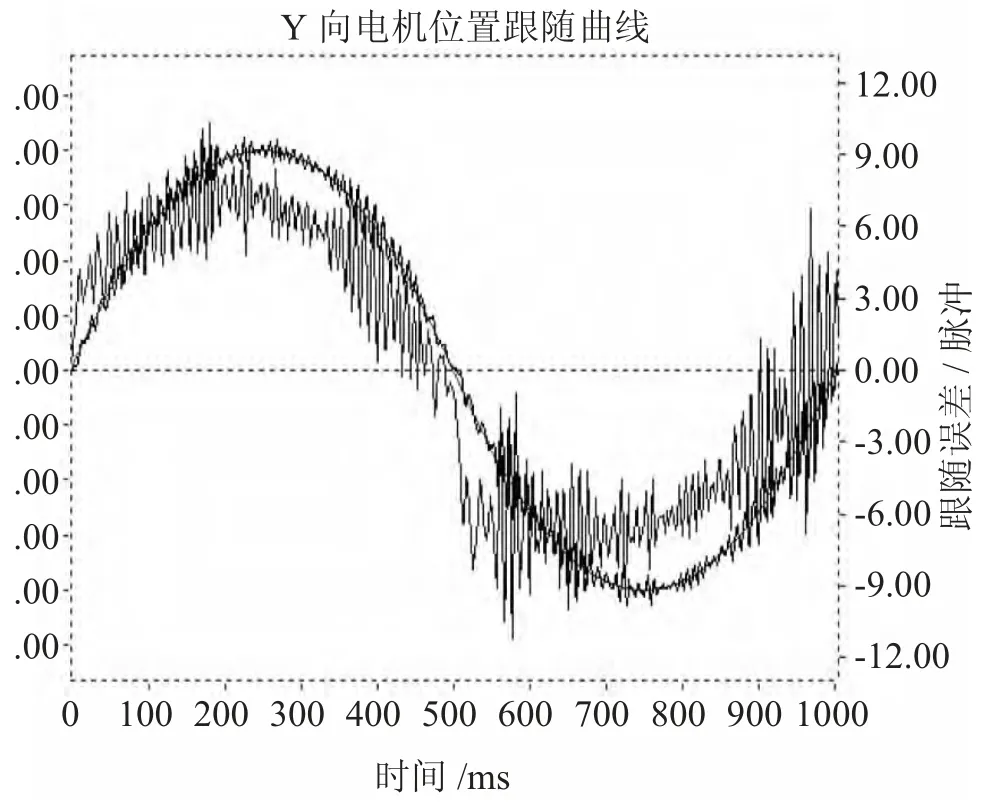
圖9 Y 向電機PID 曲線誤差較大
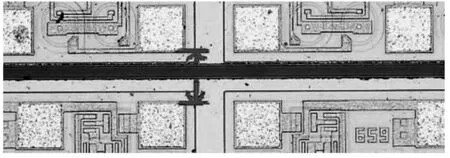
圖10 Y 向步進電機誤差太大的劃切效果
4 Z 軸測高與劃切深度
在切割的過程中,Z 向電機帶動空氣主軸進行抬刀和落刀,在劃切之前要進行測高,測高就是讓系統記錄工作臺的高度,并以這個高度為基準制定切割深度和刀具補償的量度;
測高原理圖如圖11 所示,是一個由555 和輔助器件組成的觸發電路,當測高時的刀體接觸到工作臺之后,觸發電路發出測高信號,該信號被送到運動控制卡中,運動控制卡收到測高信號后,立即使Z 電機上升抬刀,控制系統記錄承片臺的水平高度,測高結束。在測高的過程中,有兩個變量比較重要,一是刀體與工作臺的接觸時間t,二是555 觸發器的觸發電平Ui。
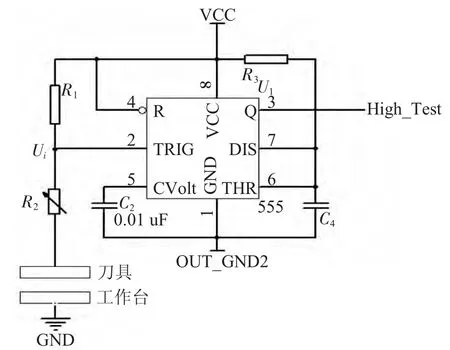
圖11 測高單元電路原理圖
接觸時間t,時間t 不能太長,如果在測高的過程中旋轉的刀體已經接觸到工作臺,但是Z 向電機由于慣性并沒有及時抬刀,而此時空氣主軸一直在高速旋轉,會使刀具的磨損較多,嚴重時還會出現打刀,如圖12 所示。
根據555 電路的特性,t 的大小和圖中電阻R3、電容C4的大小有關:
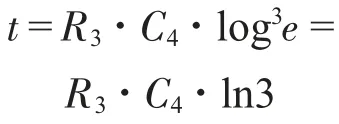
結合硬件電路的技術參數和實際的工程經驗,設置R3和C4的大小,使t 的大小在幾十毫秒為最佳。
為了避免出現測高打刀的現象,同時也為了提高測高可靠性,在測高過程中我們設置了一個“低速點”,所謂的低速點,就是在Z 向電機落刀的過程中,剛開始會以相對較高的速度下落,當主軸上的刀體快要接觸到工作臺的時候,Z 向電機下落的速度會降低,Z 向電機由高速下落變為低速下落那一點的坐標點就叫做低速點。這樣就會減輕刀具損耗或者避免打破刀具。
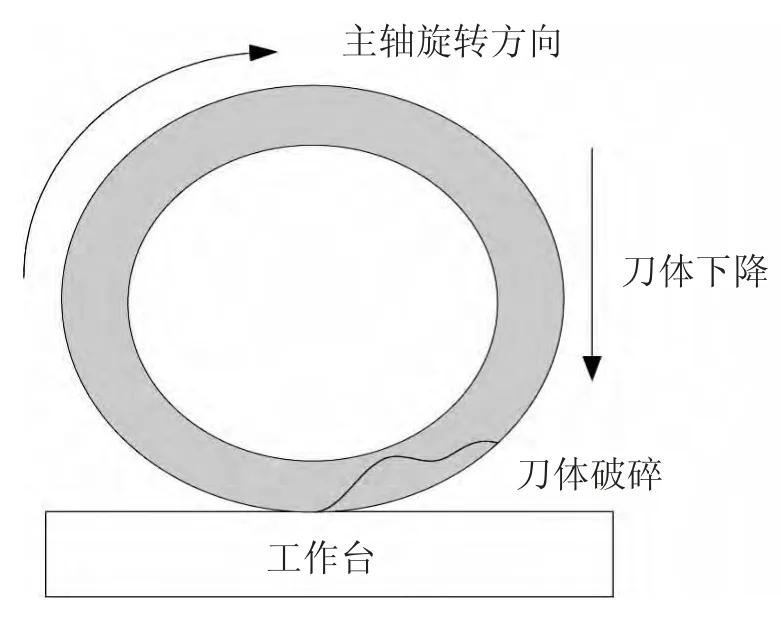
圖12 測高打刀示意圖
555 電路的輸入電平Ui,根據555 電路的原理,電平Ui的高低決定了555 電路的觸發與關閉。如圖13 所示,不測高時,Ui為高電平,555 電路不觸發,測高時需要Ui為低電平來觸發555 電路。但是在劃切的時候有兩種情況:(1)刀片的電阻是不固定的,有的刀片導電性非常好,阻值幾乎為零,而有的阻值可達幾萬歐,阻值很大的刀片接觸到工作臺的時候并不能使Ui變為低電平,這種情況下空氣主軸一直下降,不僅會發生打刀現象,還會發生砸傷工作臺的極端情況;(2)測高時工作臺表面上有水氣,在遇到阻值很小的刀片時,可能刀具接觸到水氣就與工作臺導通,而非真正接觸到工作臺,這樣會造成誤測高。
針對以上兩個問題,本文采取如圖13 所示的方案。
電阻R1的阻值設置的足夠大,達到幾百千歐,R2采用可變電阻,量程在零致幾十千歐。當遇到阻值較大的刀片時,可降低R2的阻值,保證測高時Ui為低電平觸發,不會出現打刀和砸傷工作臺的情況;當遇到阻值很小的刀片的時候,增加R2的阻值,保證測高時不會因為工作臺上水汽的存在而產生誤測高。
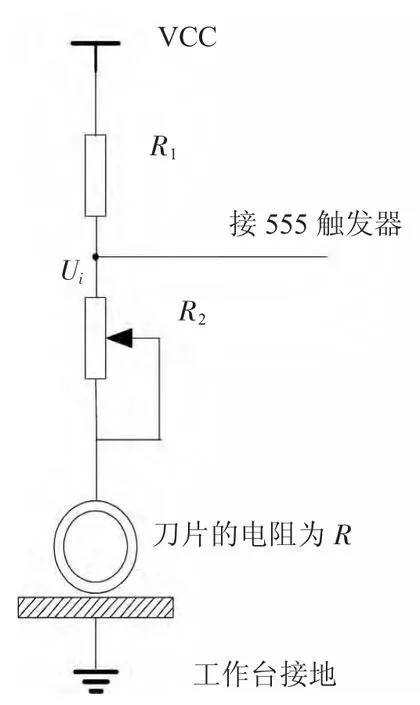
圖13 觸發電平示意圖
5 結束語
砂輪劃片機在國內的半導體封裝領域占有重要的地位,本文以150 mm 砂輪劃片機為研究對象,介紹了砂輪劃片機各軸向的運動特性,并且針對在實際調試過程中遇到的常見問題進行分析和解決,經過最后的整機考核,驗證了劃片機的運動性能更好,穩定性更高,工藝適應性更強,設備的可靠性是設計過程中極其重要的一條原則[4]。隨著半導體行業的不斷發展,砂輪劃片機設備將會有更加廣闊的應用前景。
[1] 文赟,王克江,孫敏,等.淺析砂輪劃片機劃切工藝[J].電子工業專用設備,2010,39(6):21-26.
[2] 王傳軍. 數字PID 調節器在電機模擬負載控制系統中的[J]. 電機與控制應用2008(12):35-38.
[3] 秦曾煌.電工學(下冊)[M]. 北京:高等教育出版社,2006.
[4] 健壯設計手冊(內部使用資料)[M]. 中國電子科技集團公司第四十五研究所,2009.
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00
