面向網絡化車間制造的工序質量智能控制系統*
2014-07-05 01:06:04焦志曼余建波
機械制造 2014年6期
□ 焦志曼 □ 袁 佳 □ 余建波
上海大學 機電工程與自動化學院 上海 200072
質量是企業技術水平、管理水平、人員素質、勞動效率等各方面的綜合反映,在產品質量形成過程中,工序質量是形成產品質量最基本的環節,每一道工序質量的好壞,最終都將影響產品的質量[1]。隨著生產技術發展及市場分工加劇,企業的生產模式由原來的少品種、大批量轉變為多品種、小批量,影響產品質量的因素大大增加,而沿用傳統的生產檢驗、質量統計報表等靜態質量控制手段,不僅費時費力,而且難以取得理想效果。此外,現代企業都在逐步地由單一企業向集團式企業發展,造成同一類型生產線在不同工廠同時存在,或同一類型工序分布在不同生產線上,甚至不同工廠中,若這些工序需要按照統一的質量標準進行管理,往往需要協調公司內部多個部門,因此,傳統的工序質量控制已經滿足不了現代工廠的要求。
計算機輔助質量信息系統突破空間、時間和信息處理能力等方面的限制,以經濟的方式確保產品或服務的高質量。出于時間和成本考慮,采用基于網絡的工序質量控制系統,對分布式企業很有必要。研究人員就關于工序質量控制進行了大量的研究,余忠華[2]等提出應用貝葉斯預測理論,解決小批量制造過程質量控制所面臨的問題;Yu[3]針對半導體制造過程,提出將高斯混合模型用于非線性和多模態過程的質量監控,并采用基于貝葉斯預測方法,計算過程失效概率;劉道玉[4]等提出一種面向多工序制造過程的e-質量控制模式;劉海英[5]在分析工序質量控制方法的基礎上,提出應用計算機技術進行在線控制的構想;孫后成[6]研究了信息技術在質量控制及管理中的應用;高曉兵[7]等研究了面向部門級的質量信息管理系統;姜興宇[8]等針對網絡化制造環境,提出了智能工序質量控制系統。對于多變量過程的監控與診斷,Salehi[9]等構建了多變量過程異常信號在線分析混合模型,對多變量過程均值異常進行識別;Yu[10]研究了選擇性神經網絡在多變量制造過程中失控源識別的應用。
本文基于以上的研究成果,針對分布式制造過程中的工序質量控制問題,在傳感器、網絡、數據庫等技術的支持下,結合質量控制、統計學、神經網絡、統計過程控制等理論,根據相關質量管理體系的要求,開發了面向分布式制造的工序質量控制系統,實現了對車間制造過程工序質量的實時監控與故障自動診斷,確保工序質量保持在穩定狀態,有效地提高企業的產品質量,實現車間工序質量控制的自動化和智能化。
1 系統設計
1.1 分布式企業工序質量控制的特點
對于分布式企業,分布地點、管理模式均存在差異,但是企業內各工序、各車間、各部門之間甚至各企業之間都有著緊密的信息聯系,上游企業的原料信息和下游企業的質量信息反饋,對中間企業的發展有著重要意義[11],這給分布式企業的工序質量控制提出了如下的新要求。
(1)分布并行作業。在分布式企業,工序質量信息分布在不同的部門、地區和國家,通過數據庫和計算機網絡技術,可以實現企業內部質量信息的共享和遠程交互訪問的能力。
(2)靈敏快速響應。由于市場、產品和組織機構的不斷變化,質量控制系統應該能夠對各種變化作出快速反應,如結構上可以快速重組,性能上動態易變,數據庫不斷更新。
(3)自動采集與診斷。隨著技術水平的提高,可以實現數據的自動采集、傳輸與存儲,同時,系統有能力自動監視制造系統的運行狀態,對失控過程能夠進行智能診斷。
1.2 工序質量智能控制系統架構
根據分布式企業制造過程工序質量控制的特點,結合企業生產制造過程的流程,提出了如圖1所示的工序質量控制系統的功能模型,本系統具有以下子系統及模塊。
(1)基礎信息管理子系統。該系統分為工序信息管理、人員信息管理、質量數據管理、標準及參數管理4個模塊,主要負責管理系統的基礎信息,進行查看、添加、修改、刪除等操作,維護系統數據的完整。
(2)用戶管理子系統。它對系統用戶進行權限設置,用戶只能擁有自己對應的操作權限,這樣既保證了系統數據的安全,也能對企業信息進行保密。
(3)統計過程控制子系統。該系統分為控制圖模塊和能力指數分析模塊,通過對過程數據的分析處理,獲得當前過程狀態,保證生產過程處于在控狀態。
(4)測量系統分析子系統。它從重復性、再現性、偏倚、穩定性和線性5個統計特性進行測量系統分析,以明確測量系統誤差,確保測量數據的有效性。
(5)多變量過程監控子系統。該系統主要通過多變量控制圖,對多變量過程狀態進行實時監控。
(6)多變量過程診斷子系統。對于出現失控的多變量過程,明確是哪一個變量變異導致過程失控,進而對該變量采取改進措施,消除異常,使過程恢復受控。
1.3 系統流程分析
根據調查和分析,確定該車間工序質量控制系統,如圖2所示。
(1)數據采集。從車間工序現場采集數據并存儲在數據庫。
(2)測量系統分析。根據所采集的數據信息進行測量系統分析,計算測量誤差,確定測量系統是否可靠。
(3)統計過程控制。對于單變量過程,根據控制圖判斷過程是否在控,如在控,計算過程能力指數,以此推斷工序能力是否合理;對于多變量過程,收集在控數據建模,然后依據模型作多變量控制圖,判斷過程是否在控;對于失控過程,通過貢獻圖分析確定失控變量。
(4)對于失控過程,進行異常模式識別,找出失控原因,進行工序質量調整,確保工序制造過程處在正常狀態。

▲圖1 系統結構功能示意圖
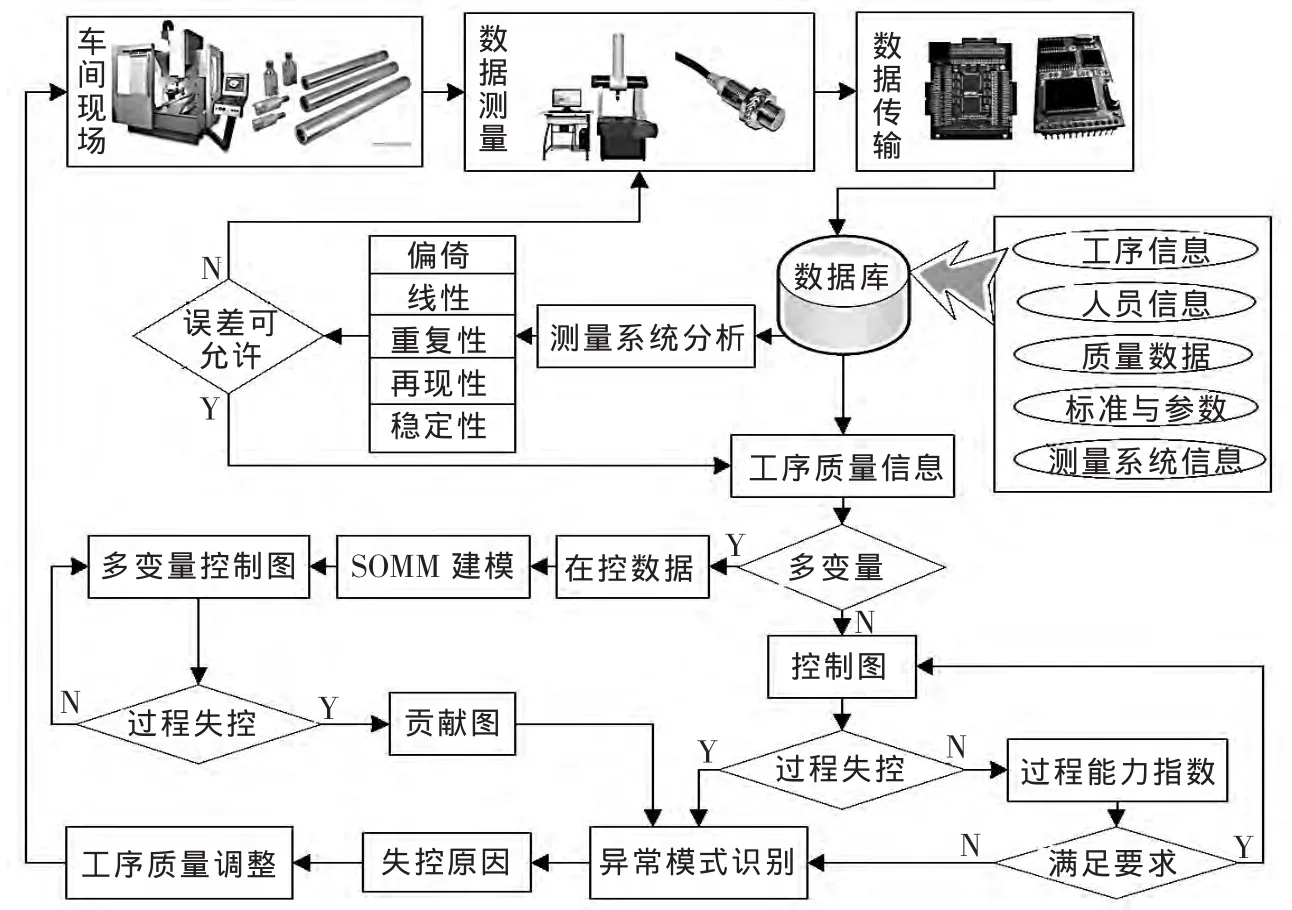
▲圖2 車間工序質量控制系統
2 面向網絡化制造工序質量控制的關鍵技術
2.1 多品種小批量的工序質量控制技術
隨著生產的發展和科技的進步,企業和消費者對產品的要求也越來越多樣化,傳統大批量生產方式已經無法適應現代市場的要求,將轉換為個性化的多品種、小批量生產。但是由于小批量生產的質量特征數據量少,無法滿足經典的SPC(StatisticalProcessControl)技術的統計量要求。在小批量生產環境下,直接利用控制圖監控生產過程,會使第一類錯誤(虛發警報)增加,從而導致增加停機檢查和調整的次數,降低生產效率,給企業增加成本。將相似工序分類成組,可以解決這一問題。影響質量變異的因素大體可以分為六類:人員、設備、材料、方法、測量和環境。根據這六大因素將不同的工序分類,通過數據變換,將相似工序的質量特征值變換成具有相同分布的質量數據,從而能夠利用同一張控制圖進行控制,實現工序穩定性的判斷以及工序能力的計算。
常用的標準化處理方法是,將所有的質量特征數據轉換為標準的正態分布,這種方法適用于均值、標準差已知的情況。在多品種、小批量生產中,零件質量特征數據不足,均值、標準差未知,應采用公差系數法,其變換準則為:

式中:Xij為從工序族中抽取的第i個零件的第j個質量特征值;Zij為Xij經過變換后的數值;Mi為從工序族中抽取的第i個零件的目標值;Ti為從工序族中抽取的第i個零件的公差帶;USLi、LSLi為工序族中抽取的第i個零件的偏差上限和下限。
通過轉換,可以使相似工序中表征不同質量特征值的數據,轉化為具有正態分布的統計量。由式(1)的變換可知,這些數據通過變換得出的均值和標準差不帶有原來零件的工序質量特征值大小,變換后的值只是相對值,表征了相似工序在質量變異因素影響下所帶有的固有特性。
2.2 基于自組織混合模型的多變量智能控制技術
對于工序質量控制,往往需要同時監控產品的幾個質量指標,采用單變量控制圖進行分析,易導致過高的誤報率,多變量過程控制方法可為這一問題提供解決方案。自組織混合模型是一種無監督自主學習模型,可對數據進行統計描述建模,它能將高維空間轉化為一維或二維的空間表達,同時保持數據原有的拓撲邏輯關系,可對高度離散、非線性數據進行降維、建模等處理,又具有混合模型的優點,可以嵌入更大型概率模型,在數據可視化和模式識別方面有良好的效果,非常適合解決多變量過程,尤其是非線性或多模態多變量過程的控制問題。
設一個生產過程的高斯混合模型中,各項具有相等的混合權重,即:

式中:p(x|s)是均值為μ、方差為σ2的高斯分布函數。
設數據集 x={x1,x2,..,xn}, 其初始參數向量為 θ={σ2,μ1,..,μk},通過 EM 算法,發現 θ 的最大似然解:

引入n個隱含變量進行學習,每個隱含變量表示k個混合分量中的哪一項生成了對應的數據點。EM算法將負對數似然值最大化:

式中:H和DKL為香農熵和相對熵;Q=qn是隱含變量的分布,qn為第n個數據點對應混合項的分布,記qn=qn(s)。
目標函數F可以寫作:

對于給定 q1,q2,..,qn,根據訓練數據,運用 EM 算法進行迭代,可獲得參數θ={σ ,μ1,..,μk},使 F 取得最大值,由此能建立過程混合自組織模型。基于已建立的自組織混合模型,采用歐氏距離 (EuclideanDistance,ED)和負對數似然值(NegativeLogLikelihoodProbability,NLLP)兩項量化指標來比較當前輸入與正常狀態的偏離程度,作為判斷當前輸入是否正常的標準。
為了驗證該方法的監控效果,設計了一組實驗,仿真了一個三變量非線性制造過程:

式中:e1、e2、e3是相互獨立的干擾變量, 服從 N(0,0.1)分布;a是[0,2]之間的隨機數。
根據上式生成200組仿真數據作訓練樣本,另生成300組仿真數據作測試樣本,從第101組起,給測試樣本變量加上 d(t)=g(t-100)的趨勢型異常,t為時間,g為異常坡度值。采用平均運行步長 (AverageRun Length,ARL)作為評價指標,ARL代表了對某一確定的質量特性水平,是控制圖上從開始監控直到發出報警為止的平均樣本數。當用在失控過程時,相當于發生第二類錯誤(漏發警報)的概率,ARL越小,控制圖性能越好。 取異常坡度值分別為 0.02σ、0.04σ、0.06σ、0.08σ、0.10σ, 分別進行 1000 次仿真實驗求平均值,結果見表1。
從表1可知,當測試數據開始出現趨勢型異常時,ED圖和NLLP圖能夠快速發現異常,且異常坡度值越大,失控過程平均運行步長越短,即發現異常速度越快。以上實驗可以說明,ED和NLLP作為過程狀態量化指標,應用于多變量過程監控,具有良好的監控效果,即基于自組織混合模型的多變量過程控制技術,是復雜多變量過程控制的有效方法。
3 系統設計與應用
本文采用瀏覽器/服務器五層架構,選用 C#+ASP.NET作為開發語言,以SQL SERVER為后臺數據庫開發軟件,開發了工序質量智能控制系統。系統總體結構如圖3所示。
以某生產線車削工序為研究對象,對其加工過程質量進行實時監控與跟蹤,并對工序質量問題進行在線診斷,其過程如圖4~圖6所示。
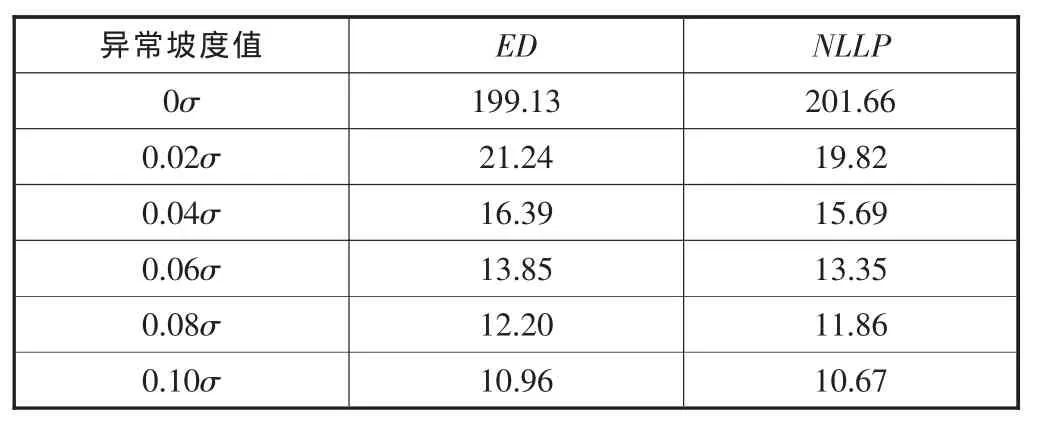
表1 ED圖和NLLP圖的非線性制造過程異常監控的ARL

▲圖3 工序質量智能控制系統總體結構

▲圖4 工序質量數據管理
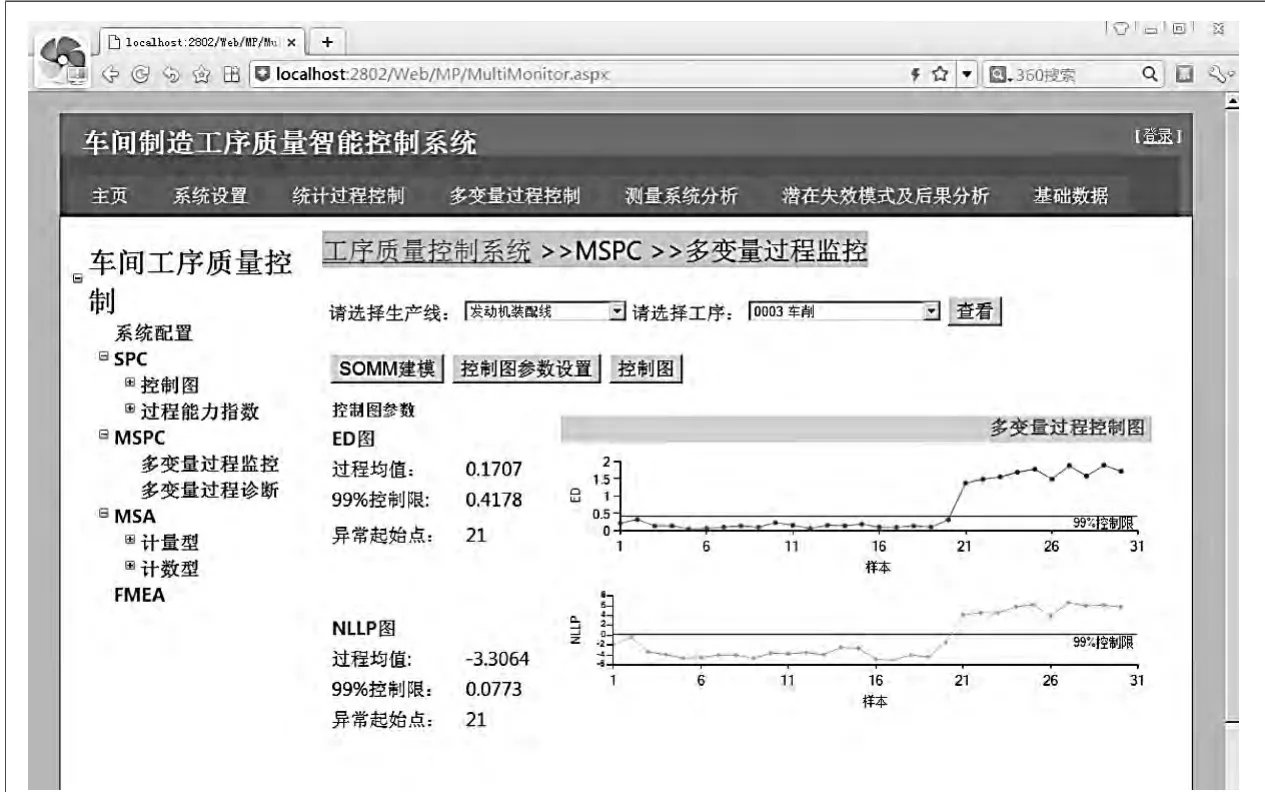
▲圖5 工序過程實時監控

▲圖6 工序過程失控源診斷
根據該道工序的性能及要求,確定關鍵質量特性,將測量儀器所測數據,通過數據采集模塊的數據接口寫入數據庫,便于進行質量分析。通過數據管理界面,可以對數據進行在線查看;通過控制圖,可以對工序過程進行實時監控,從圖5中可以看出,從第21點開始,過程狀態指標越過控制限,過程失控;由于過程存在多個變量,首先必須確定是哪一個或者哪幾個變量引起過程失控。根據失控數據,進行失控源診斷分析,由圖6可以看出,質量特性X1對過程失控貢獻最大,因此,可以認為其發生了變異,之后可以對該變量進行進一步分析,找出失控原因,采取措施進行調整,使制造過程恢復正常。
4 結束語
本文以網絡化車間制造的工序質量控制為研究對象,結合其工序質量控制的特點,提出了一種面向分布式制造的工序質量控制模式,對其功能模塊和體系結構進行了分析,對多品種、小批量的工序質量控制技術和多變量智能控制技術等關鍵使能技術進行了介紹,完成了基于網絡的工序質量控制系統的應用開發。該系統能夠滿足跨機構、跨地區的企業質量信息共享和遠程交互的需求,可方便支持異地遠程質量控制與質量評價,還可通過企業內部實現信息共享,在提升產品質量和生產效率的同時,降低企業質量管理和質量控制成本,這對于提升企業產品競爭力有著重要意義。
[1] 王宛山,鞏亞東,郁培麗.網絡化制造[M].沈陽:東北大學出版社,2003.
[2] 余忠華,吳晗同.面向小批量制造過程的質量控制方法研究[J].機械工程學報,2001,37(8):60-63.
[3] Yu Jianbo.Semiconductor Manufacturing Process Monitoring Using Gaussian Mixture Model and Bayesian Method with Local and Nonlocal Information [J].Semiconductor Manufacturing,IEEE Transactions on,2012,25(3):480-493.
[4] 劉道玉,江平宇.面向多工序制造過程的e-質量控制體系結構研究[J].計算機集成制造系統,2007,13(4):782-790.
[5] 劉海英.基于計算機技術的工序質量控制系統研究[J].中國機械工程,2003,14(13):1118-1121.
[6] 孫后成.信息技術在質量控制及管理中的應用[J].機械制造,2004,42(12):55-56.
[7] 高曉兵,陶華,趙勇.面向部門級的質量信息管理系統設計與實現 [J].現代制造工程,2005(11):22-24.
[8] 姜興宇,王世杰,趙凱,等.面向網絡化制造的智能工序質量控制系統[J].機械工程學報,2010,46(4):186-193.
[9] Salehi M,Bahreininejad A,Nakhai I.On-line Analysis of Out-of-control Signals in Multivariate Manufacturing Processes Using a Hybrid Learning-based Model[J].Neuro Computing,2011,74(12):2083-2094.
[10] Yu Jianbo,Xi Lifeng,Zhou Xiaojun.Identifying Source(s) of Out-of-control Signals in Multivariate Manufacturing Processes Using Selective Neural Network Ensemble [J].Engineering Applications of Artificial Intelligence,2009,22(1):141-152.
[11] Chin K S,Duan G,Tang X.A Computerintegrated Framework for Global Quality Chain Management [J].The International Journal of Advanced Manufacturing Technology,2006,27(2):547-560.
猜你喜歡
當代水產(2022年8期)2022-09-20 06:44:30
當代水產(2022年6期)2022-06-29 01:11:44
當代水產(2022年5期)2022-06-05 07:55:06
當代水產(2022年3期)2022-04-26 14:27:04
當代水產(2022年2期)2022-04-26 14:25:10
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
云南畫報(2020年9期)2020-10-27 02:03:26
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12