汽車卡鉗體數控車銑加工工藝及夾具設計
2014-07-05 01:06:30胡成龍胡春林
機械制造 2014年6期
□ 胡成龍 □ 胡春林
1.武漢軟件工程職業學院 機械工程學院 武漢 430205
2.湖北工業大學 機械工程學院 武漢 430068
1 卡鉗體零件結構分析及加工工藝設計
卡鉗體零件如圖1所示,是汽車ABS防抱死系統中的一個制動缸體。零件采用鑄造毛坯,材料為球墨鑄鐵,主體結構為異形非回轉體,內部有高精度的缸孔部分、缸體外側有呈一定角度布置的進油孔和排氣孔、兩側支耳銷孔等需要加工。由于零件呈異形結構,孔位布置在不同角度方位,因此每道工序都會用到裝夾定位的工裝夾具,且缸孔成型槽孔、非標尺寸精密銷孔等需要采用專用刀具加工。

▲圖1 汽車卡鉗體零件圖樣
總體而言,該零件需要進行缸孔車削、支耳銷孔銑削、進油孔和排氣孔加工等。工序安排時,應先用普通銑刀和專用刀具進行大圓弧基準面的臥式銑削,接著以此面為基準,利用車削中心或全功能數控車床的定向功能,讓各刀具從固定方位避讓進入后再車削缸孔;然后在立式加工中心上先后進行兩支耳銷孔的銑面、鉆鉸孔加工;最后再分別實施進油孔和排氣孔的銑、鉆、鉸及攻絲等兩道工序的加工。其總體工藝安排見表1。
在車、銑工序組合方面,缸孔車削可采用組合刀具、成型刀具實現工步組合的高效加工;進油孔與排氣孔加工若安排在臥式四軸轉臺機床上,可一次裝夾先后完成。在車削中心行程許可的條件下,從原理上可以進行缸孔車削和2支耳銷孔的銑、鉆、鉸孔組合加工,但這將在夾具避讓設計及刀具長度等方面存在一定的難度,且不容易保證銷孔精度,從經濟角度考慮可行性較差。
2 汽車卡鉗體零件加工的夾具設計
2.1 卡鉗體缸孔車削加工用夾具
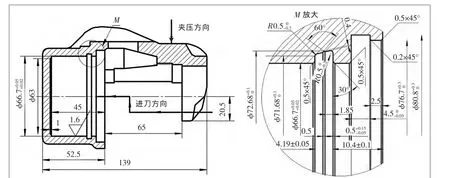
圖2所示為卡鉗體缸孔車削加工設計的夾具,可在車削中心或全功能數控車床上代替三爪卡盤使用。由于鑄件毛坯裝夾時定位支承元件偏置在夾具體的一側,對向的另一側必須進行配重平衡的設計。按照表1的工藝設計,毛坯以上一道工序所加工的R130.5、 寬 65mm 的基準大圓弧面定位,由液壓動力源帶動拉鉤,再通過杠桿帶動浮動壓爪,對卡鉗體的懸臂護翼實施夾緊;定位支承元件懸臂焊接固定在夾具體上,內側留足放置缸體毛坯的空間,刀具入口處開設U型讓位槽以方便刀具進入,側面設計有限位擋塊,以限制毛坯沿大圓弧面周向擺轉的自由度,保證毛坯懸臂護翼前端的U型鉤翅與定位支承元件的U槽對正,以便于刀具的定向進入;夾具體與浮動壓爪同側處設置可局部調整的配重平衡塊;為適應懸臂護翼毛坯表面的鑄造誤差,壓爪設計成可一定角度方位擺轉的浮動結構。工作時,按壓液壓卡盤夾緊開關,拉鉤即可帶動壓爪夾緊毛坯,加工完成后,松開液壓卡片開關,壓爪自動抬起即可取卸工件,操作簡單快捷,適合大批量生產的零件定位裝夾要求。
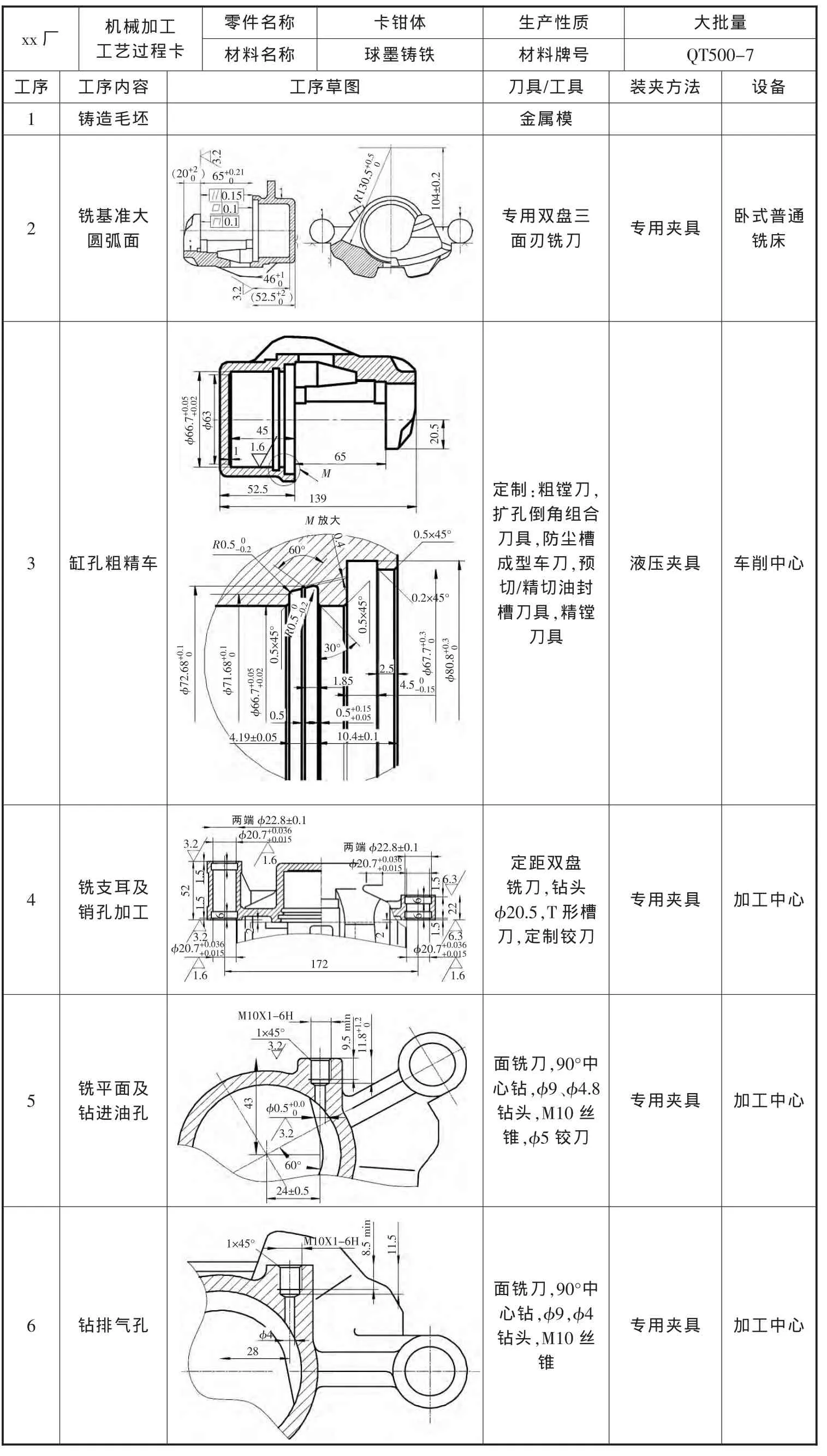
表1 卡鉗體零件車銑加工工藝過程卡
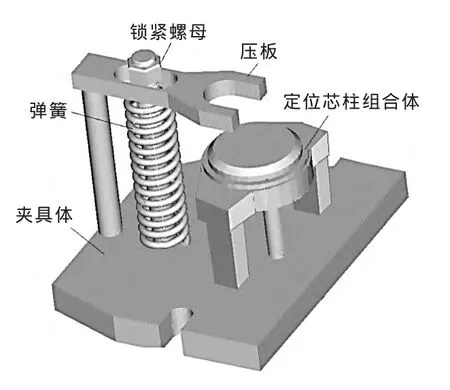
▲圖3 卡鉗體支耳銷孔銑削夾具

▲圖4 卡鉗體排氣孔鉆銑加工夾具

▲圖5 卡鉗體進油孔鉆銑加工夾具
2.2 其它工序加工夾具
圖3所示為卡鉗體支耳銷孔銑削加工設計的夾具。工件放置在定位芯柱組合體上,以芯柱和階臺對上一工序加工的缸孔口定位,分別限制X、Y、Z的移動自由度和X、Y的轉動自由度,以組合體前側兩平面對卡鉗體的懸臂護翼定位,限制Z的轉動自由度,芯柱下方應為卡鉗體懸臂護翼的勾翅預留避讓空間。整個夾具體以對懸臂護翼定位的兩側平面與X方向平行打表后預先固定在工作臺面上,工作時,放上工件,擺轉壓板壓住缸底坯面后再用鎖緊螺母夾緊,取卸工件時只需松開鎖緊螺母后將壓板擺開即可。壓板下方放置彈簧,使壓板松開后不會跌落,可提高夾壓操作的效率。
圖4所示為卡鉗體排氣孔鉆銑加工設計的夾具。工件水平放置在定位芯柱上,以芯柱、階臺為基準對缸孔定位,同時以定位銷對支耳銷孔定位,限制其轉動自由度。由于工件呈臥式放置,夾緊力作用在水平方向,因此該夾具采用絲杠螺母副鎖緊,工作時,按定位要求放好工件,旋動鎖緊把手,壓塊在絲杠螺母副作用下前行,壓住缸底坯面后再加力鎖緊,取卸工件時只需松開鎖緊把手,使壓塊離開即可。
圖5所示為卡鉗體進油孔鉆銑加工設計的夾具。工件水平按一定角度方位放置在定位芯柱上,以芯柱、階臺對缸孔定位,同時由定位柱銷對已加工出的支耳銷孔實施角度方位的定位,以限制工件的6個自由度,主基準和前幾道工序一樣,還是缸孔臺階,符合基準統一原則。工件呈臥式放置,夾緊力作用仍在水平方向。該夾具采用壓板螺釘夾緊方式,工作時,按定位要求放好工件,擺轉壓板使其前端壓住缸底坯面,尾端墊放在支承柱上,旋動鎖緊螺母鎖緊,取卸工件時只需松開鎖緊螺母,使壓板脫離即可。
3 缸孔車削加工工序及定制刀具的使用
缸孔加工時,由于鑄造毛坯外形結構的原因,車鏜刀具不能直接伸入,需定向后讓刀具從固定方位避讓進入后再回轉切削,因此需要采用具有定向功能的全功能數控車、車削中心或加工中心,且缸孔內帶倒角的槽形需采用定制成型刀具組合加工或分解加工完成。
卡鉗體零件缸孔的結構及具體尺寸如圖6所示,根據其結構尺寸特點,同時考慮到大批量生產對效率的要求,可采用6把定制刀具,以粗車缸孔→口部擴孔→車防塵槽→精鏜缸孔→預切成型槽→精切成型槽的工序安排實施缸孔的粗精車加工。
(1)粗車缸孔。采用定制的雙刃鏜孔刀具粗車(鏜)缸孔,刀桿粗,刀具剛性好,切削效率高。車孔尺寸直接由兩刀片外刃間距保證,試切對刀時使刀桿對稱中心與主軸回轉中心重合即可,粗車缸孔直徑到 φ66.4,Z向缸孔深度加工到 45.3,以確保足夠的精車深度。工序尺寸和進給路線如圖7(a)所示。
(2)擴缸孔口部帶倒角。采用定制的組合刀具,當擴孔深度到位時,口部0.5x45°也剛好加工到位。 控制尺寸:φ76.7+0.30由雙刀片外刃間距保證,試切對刀時使刀桿對稱中心與主軸回轉中心重合即可;Z深7-00.15由程序保證。工序尺寸和進給路線如圖7(b)所示。
▲圖6 卡鉗體零件缸孔的結構與尺寸

▲圖7 缸孔粗車及孔口加工
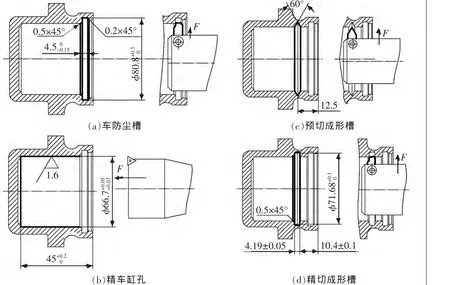
▲圖8 切各槽及缸孔精車
(3)車防塵槽。采用定制的成型刀片,切槽到位時也將兩側 0.2 和 0.5 的倒角做出。 控制尺寸:φ80.8+00.3,Z深7-00.15由程序保證,以試切到位為 X0;槽寬 4.5-00.15由 刀片寬度保證。工序尺寸和進給路線如圖8(a)所示。
(4)精車缸孔。采用定制刀桿、標準刀片。控制尺寸:φ66.7++00..0052,Z 深 45+00.2由程序保證,以試切到位為X0。為避免斷續切削的沖擊損傷刀具,精車安排在成形槽切削之前進行,整個缸孔的精車為連續走刀,同時精車缸孔Z深度應稍小于粗車深度,可有效保護精車刀具。工序尺寸和進給路線如圖8(b)所示。
(5)預切成形槽。采用定制尖形刀片,刀尖角60°。可加工成形槽內60°油槽,預切成形槽,右側30°倒角和對左側0.5×45°的角作預切。工序尺寸和進給路線如圖 8(c)所示。
(6)精切成形槽。采用定制成形刀片,精切成形槽帶左側 45°倒角。 φ72.68、φ71.68、4.19±0.05 的槽形尺寸由刀片保證,徑向位置X和軸向位置Z由程序保證。工序尺寸和進給路線如圖8(d)所示。
4 結束語
卡鉗體零件由于其鑄件為異形結構,批量加工需要通過設計專用夾具進行定位和夾緊,也正是因批量加工的性質使其夾具設計更有意義。同時,從缸孔車削加工來看,需要采用專用刀具和帶有主軸定向功能的數控車床或加工中心才能實現高效率加工。
[1] 朱作君,邵明華,隋喜娥,等.氣缸體缸孔精鏜刀架及鏜刀的改進 [J].金屬加工(冷加工),2011(8):35-36.
[2] 蘇小平,鞏建鳴,左萬里.基于三維設計的汽車浮式制動鉗體車夾具的研制[J].制造技術與機床,2009(3):154-156.
[3] 賀春,胡春林.汽車卡鉗體缸孔的數控車削加工工藝探析[J].湖南農機(學術版),2012(5):85-86.