固體火箭發動機襯層與藥柱脫粘高能X射線檢測技術
2014-07-12 14:39:06鄭偉鄧安華劉云峰劉榮臻
海軍航空大學學報 2014年4期
鄭偉,鄧安華,劉云峰,劉榮臻
(1.海軍航空工程學院科研部,山東煙臺264001;2.中國航天科工集團8610廠,湖北宜昌444200;3.中國航天科工集團389廠,呼和浩特010076)
固體火箭發動機襯層與藥柱脫粘高能X射線檢測技術
鄭偉1,鄧安華2,劉云峰3,劉榮臻2
(1.海軍航空工程學院科研部,山東煙臺264001;2.中國航天科工集團8610廠,湖北宜昌444200;3.中國航天科工集團389廠,呼和浩特010076)
襯層與藥柱脫粘嚴重影響固體火箭發動機的結構完整性和工作安全性,該缺陷的可靠檢測至關重要。文章綜述了固體火箭發動機高能X射線檢測技術現狀。基于射線照相檢測和工業CT檢測手段,評述了固體火箭發動機襯層與藥柱脫粘的圖像分析和缺陷評判技術。針對該類缺陷,提出了綜合應用射線照相技術和工業CT技術進行印證檢測的方法,評判結果表明能夠滿足缺陷檢測的可靠性與準確性要求。
固體火箭發動機;襯層與藥柱脫粘;射線照相檢測;工業CT檢測
固體火箭發動機在生產、貯存、轉運和發射準備期間,發動機的藥柱/襯層、襯層/殼體等界面由于受到溫度、振動、老化、燃氣內壓、化學遷移以及晶析等因素的影響[1-2],可能造成脫粘缺陷,導致發動機工作時產生“超”燃燒表面,甚至引起發動機內彈道性能改變、躥火或轟爆等事故[3-4]。因此,發動機界面粘結質量是影響其工作可靠性的關鍵因素之一,應當重點關注包覆層與推進劑界面的結構完整性[5-7]。
本文針對固體火箭發動機襯層與藥柱脫粘缺陷,闡述了X射線照相檢測和工業CT檢測技術,并綜合應用2種檢測方法進行缺陷的對比印證檢測,提出了提高檢測可靠性和準確性的方法。
1 脫粘缺陷無損檢測技術現狀
超聲脈沖反射法最早用于固體火箭發動機的無損檢測,但只限于殼體與襯層界面分離缺陷的定性檢測,對絕熱層/襯層、藥柱/襯層界面粘結質量的檢測則無能為力[8-9]。國內外用于裝藥發動機無損檢測的其他方法,如微波、紅外、激光全息等,由于對殼體材料、壁厚等條件要求較嚴格,對固體發動機多界面粘結質量的檢測具有局限性[10]。目前,成熟且已規模應用的大型固體火箭發動機襯層與藥柱脫粘的無損檢測技術主要有高能X射線照相檢測和工業CT檢測。
1.1 脫粘缺陷的X射線照相檢測技術現狀
高能X射線照相檢測是目前應用較為廣泛的固體發動機多界面粘結質量檢測技術[11-13]。文獻[14-16]針對固體火箭發動機X射線照相檢測的工藝方法、靈敏度檢驗與質量控制等問題進行了研究。
界面脫粘缺陷的射線照相檢測,采用切向透照布置,射線中心束穿透襯層與藥柱界面。射線照相透照布置如圖1所示。
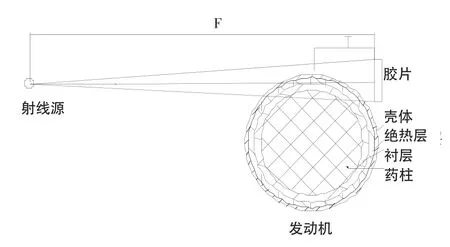
圖1 襯層與藥柱脫粘射線照相檢測透照布置Fig.1 Lay out of high energy radiographic testingtransillumination for debonds between propellant and liner
曝光劑量應根據透照等效厚度確定,最終控制靠近藥柱的絕熱層光學密度在2.20±0.20范圍為宜。影像質量用對比度、不清晰度和顆粒度來表征。對比度決定了在射線透照方向上可識別的細節尺寸,不清晰度決定了在垂直于射線透照方向上可識別的最小細節尺寸,顆粒度限制了影像可顯示的最小細節尺寸。
在射線照相檢測技術領域,廣泛采用射線靈敏度這個綜合性能指標來評價影像質量。對于脫粘缺陷,縫隙寬度的檢測靈敏度對應于影像的不清晰度,脫粘沿圓周弧長的檢測靈敏度對應于對比度。脫粘縫隙寬度和軸向長度的檢測靈敏度取決于射線照相透照布置、加速器和增感屏等因素,一般小于0.1mm,在檢測時能夠發現非常細的脫粘縫隙。
1.2 脫粘缺陷的工業CT檢測技術現狀
工業CT即計算機層析成像技術,由射線投影信息重建影像。計算機射線層析成像可顯示目標細節的位置、形狀及大小,影像容易識別和理解[17]。某9MeV工業CT檢測設備組成如圖2所示。
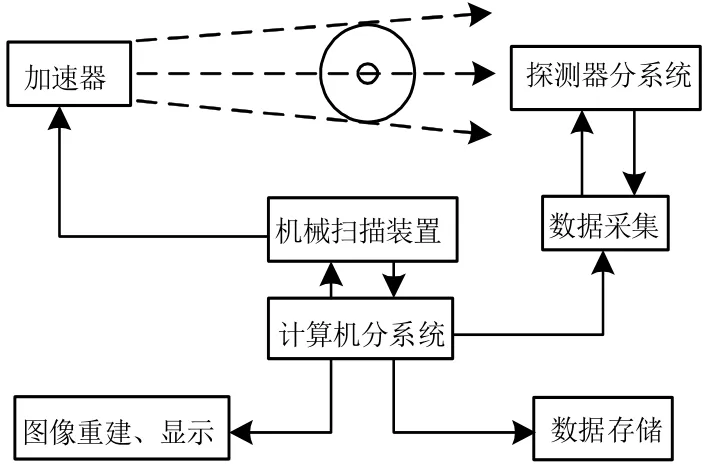
圖2 某型號9MeV工業CT檢測系統組成示意圖Fig.2 Schematic diagram of a type of 9MeV industrial CT testing system composition
20世紀80年代,美國ARACOR公司為美國空軍研制了用于檢測固體發動機的工業CT系統,因其具有良好的空間分辨率和密度分辨率,在界面無損檢測領域顯示出獨特的優點,并得到了廣泛地應用。圖像重建算法是CT系統的核心技術,它決定了CT成像效果和重建時間。在圖像重建中常用的近似算法有:濾波反投影算法和Randon反變換算法[18]。前者在垂直平面的空間分辨率優于后者,Randon反變換算法具有較高的密度分辨率。由于火箭發動機由鋼、包覆層、絕熱層等不同密度材料組成,可采用不同的濾波函數分別對殼體和藥柱進行圖像分割,然后將兩者重建圖像合成,可有效消除偽影和改善圖像質量[19]。由于圖像邊緣包含了豐富的缺陷信息,利用基于引力模型的邊緣檢測算子,能夠更準確地檢測出CT圖像的界面脫粘缺陷[20]。
工業CT缺陷檢測能力,取決于CT影像的質量、清晰程度、對細節的分辨能力等因素。影像質量用空間分辯率、密度分辨率、偽像3方面來表征。受空間分辨率的影響,工業CT檢測對脫粘間隙小于0.25mm的缺陷難以檢測。
2 脫粘缺陷高能X射線檢測影像分析
2.1 脫粘缺陷射線照相檢測影像分析
觀察、分析不同型號發動機的X射線照相檢測影像,可以發現襯層與藥柱界面脫粘缺陷影像的共同特征是界面脫粘的走向始終平行于絕熱層邊緣,并隨絕熱層厚度變化而起伏。圖3、4是2種型號發動機脫粘射線照相檢測典型影像,影像顯示出:①缺陷定性。缺陷影像的光學密度明顯高于絕熱層,呈兩端尖細中間略寬的黑色條帶,且平行于粘結界面;②缺陷定位。依據檢測影像進行脫粘缺陷的三維定位操作,可以確定其徑向定位、軸向定位和圓周定位;③缺陷定量。脫粘影像的長度和寬度,可在底片上直接量取和換算。缺陷沿圓周方向延伸的寬度可計算獲得。
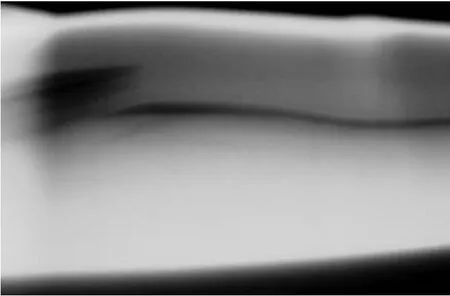
圖3 型號A發動機襯層與藥柱脫粘射線照相檢測影像Fig.3 Radiographic testing image for debonds between propellant and liner of type Amotor
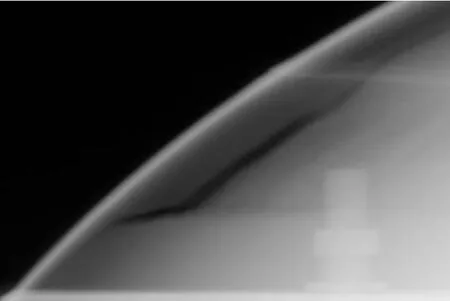
圖4 型號B發動機襯層與藥柱脫粘射線照相檢測影像Fig.4 Radiographic testing image for debonds between propellant and liner of type B motor
2.2 脫粘缺陷工業CT檢測影像分析
在固體火箭發動機工業CT檢測的斷層影像上,襯層與藥柱脫粘影像特征鮮明。圖5是襯層與藥柱脫粘粘結完好的型號A發動機工業CT檢測影像,圖6是存在脫粘缺陷的型號A發動機工業CT檢測影像。圖5、6影像顯示出:①缺陷定性。襯層與藥柱脫粘缺陷影像黑度明顯高于絕熱層,為緊貼絕熱層的黑色細條紋。②缺陷定位。斷層掃描位置已知,即確定襯層與藥柱脫粘缺陷在發動機上的軸向位置;其徑向位置一目了然,即緊貼絕熱層;其圓周位置及范圍在CT圖像上測量即得。③缺陷定量。軸向長度,由斷層厚度及斷層掃描數量確定;脫粘縫隙寬度通過影像放大的像素測量來估計;圓周方向的弧長,可應用圖像測量軟件準確獲得。
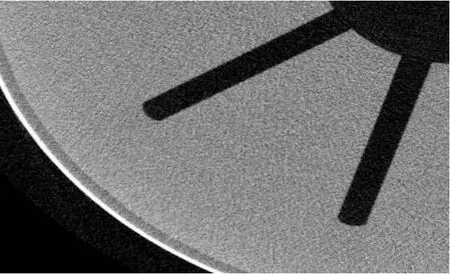
圖5 型號A發動機襯層與藥柱無脫粘工業CT檢測影像Fig.5 Industrial CT testing image for no debonds between propellant and liner of typeAmotor
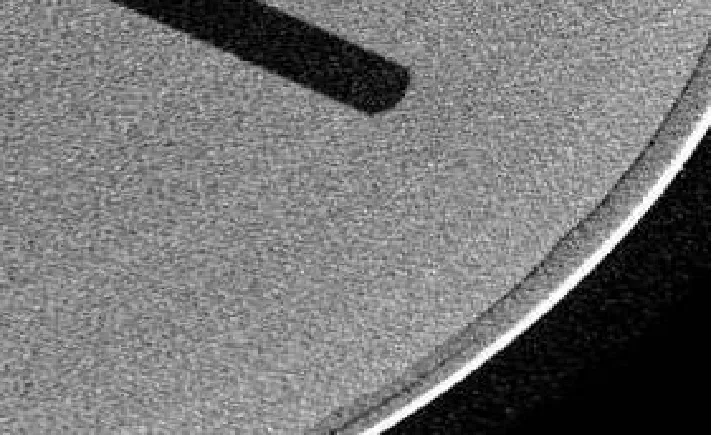
圖6 型號A發動機襯層與藥柱脫粘工業CT檢測影像Fig.6 Industrial CT testing image for debonds between propellant and liner of typeAmotor
3 襯層和藥柱脫粘缺陷評判
正確識別評判缺陷影像,判斷影像所代表的缺陷類型,需豐富的實踐經驗和理論基礎。襯層與藥柱脫粘缺陷,按缺陷影像位置特征、缺陷影像幾何形狀特征、缺陷影像黑度特點及分布3方面進行分析評判。
3.1 射線照相檢測脫粘缺陷的評判技術
1)缺陷影像位置特征。脫粘多位于發動機前后封頭或自封頭到筒體段過渡范圍鄰近絕熱層的藥柱內,一般起于人工脫粘層根部,止于絕熱層較薄處。
2)缺陷影像幾何形狀特征。缺陷影像呈縫隙狀,緊貼絕熱層或與之平行、隨絕熱層型面起伏,輪廓清晰,鄰近絕熱層的邊緣光滑或有起伏、鄰近藥柱的邊緣光滑或有起伏,上、下邊緣互補,起止兩端尖銳或緩慢變細。
3)缺陷影像黑度特點及分布。黑色縫隙狀影像鮮明,其黑度顯著高于絕熱層黑度,與空氣黑度相當,影像整體黑度一致,縫隙寬者比細者黑度高。
3.2 工業CT檢測脫粘缺陷的評判技術
1)缺陷影像位置特征。斷層掃描位置多選在發動機前后封頭或自封頭到筒體段過渡范圍,脫粘缺陷位于斷層影像藥柱與絕熱層貼合處。
2)缺陷影像幾何形狀特征。與絕熱層貼合的弧線,兩端細小,中段稍粗,隨絕熱層厚度變化而起伏,輪廓清晰,連續或間斷分布絕熱層內圓周,整體相對掃描旋轉中心不對稱。
3)缺陷影像黑度特點及分布。缺陷影像鮮明,黑度顯著高于絕熱層黑度,略低于空氣黑度或與之相當,影像整體黑度一致,粗弧線黑度比細弧線黑度高。
4 襯層和藥柱脫粘缺陷兩種技術檢測印證
4.1 檢測靈敏度對比
高能X射線照相檢測技術和工業CT檢測技術均能夠可靠地檢測襯層與藥柱脫粘缺陷,但檢測靈敏度存在很大差別。對脫粘縫隙寬度,一般情況下射線照相檢測比工業CT檢測靈敏度高約10倍,且隨著發動機直徑的增大,工業CT對脫粘縫隙寬度的檢測靈敏度將變差,而射線照相檢測靈敏度幾乎沒有變化。對脫粘沿圓周弧長的檢測靈敏度差別則相反,一般情況下工業CT檢測比射線照相檢測靈敏度高約5倍。對脫粘在軸向或母線方向的長度,2種技術差別不大。
4.2 檢測印證
型號A發動機靠近前封頭的筒體段部位出現襯層與藥柱脫粘缺陷,分別進行9MeV加速器射線照相檢測和工業CT檢測,對于一定縫隙寬度的脫粘,2種技術均能夠檢測出來,只是工業CT檢測技術對脫粘的檢測靈敏度遠低于射線照相檢測技術。
圖7是某臺發動機某個位置的工業CT檢測影像,其中的標記是射線照相檢測的中心,圖8是標記部位射線照相檢測的影像,其中的黑色虛線即圖7工業CT檢測位置。分析脫粘缺陷影像的細節特征,不難看出,工業CT檢測靈敏度遠低于射線照相檢測,反映不出缺陷的形貌特征,而射線照相檢測的影像清晰再現了脫粘缺陷沿母線分布的形貌特征。

圖7 型號A發動機某個斷層工業CT檢測影像Fig.7 Industrial CT testing image for some fault of type Amotor
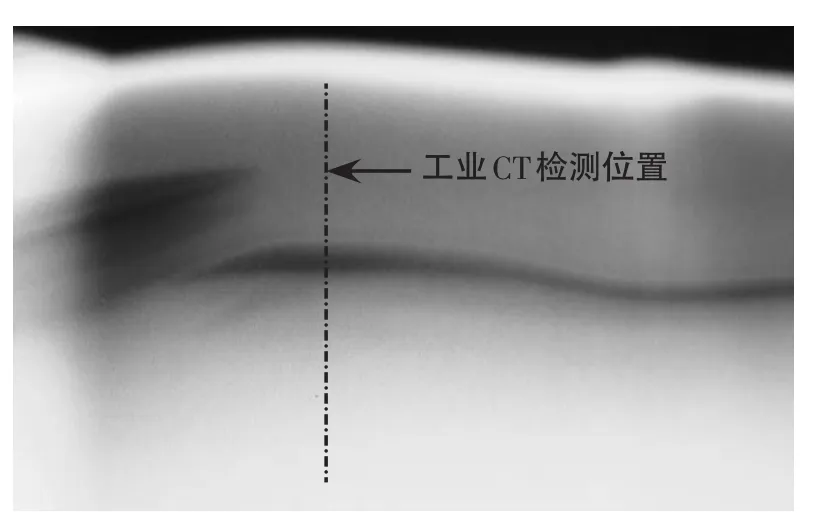
圖8 型號A發動機對應部位射線照相檢測影像Fig.8 Radiographic testing image for corresponding section of type Amotor
4.3 印證分析
型號A發動機工業CT檢測,發現了圖7所示的緊貼絕熱層的黑色弧線。為確定缺陷類型,在黑色弧線部位進行高能X射線照相檢測,照相底片如圖8所示。綜合分析、評定該缺陷類型為襯層與藥柱脫粘。
固體火箭發動機缺陷檢測,可應用2種射線檢測技術相互印證檢測:一是提高了缺陷檢測和評判的可靠程度;二是全面展示了缺陷完整的體貌特征;三是精確測量了缺陷在發動機上的三維分布位置及尺寸。
5 結論
高能X射線射線照相檢測和工業CT檢測技術,是固體火箭發動機襯層與藥柱脫粘檢測行之有效的技術手段。綜合應用X射線射線照相檢測技術和工業CT檢測技術,印證檢測襯層與藥柱脫粘缺陷,發揮各自技術特點,實現優勢互補,綜合評定缺陷影像特征,可滿足此類缺陷檢測的可靠性和準確性要求。
[1] 冉寶柱,王富永,盧文忠,等.固體火箭發動機裝藥脫粘現象及對策[J].海軍航空工程學院學報,2001,16(3):330-332. RAN BAOZHU,WANG FUYONG,LU WENZHONG,et al.Phenomenon and countermeasures for propellant charge debonding of SRM[J].Journal of Naval Aeronautical Engineering Institute,2001,16(3):330-332.(in Chinese)
[2] 智友海,王豐,茍文遠.固體火箭發動機燃燒室過載下的三維應力分析[J].固體火箭技術,2006,29(3):174-177. ZHI YOUHAI,WANG FENG,GOU WENYUAN.Threedimensional stress analysis in solid motor chanber under orerload[J].Journal of Solid Rocket Technology,2006,29(3):174-177.(in Chinese)
[3] WU S R,LU Y C.Combustion-induced crack/debonding in a metalized propel,AIAA 92-3506[R].Nashvile:TN,1992:1-16.
[4] 蒙上陽,唐金國,雷勇軍.固體火箭發動機包覆層與推進劑界面脫粘裂紋穩定性分析[J].固體火箭技術,2004,27(1):46-49. MENG SHANGYANG,TANG JINGUO,LEI YONGJUN.Stability analysis of interfacial debonded crack between propellant and liner of solid rocket motor grains[J]. Journal of Solid Rocket Technology,2004,27(1):46-49.(in Chinese)
[5] 劉富剛.QJ2609-1994固體火箭發動機燃燒室高能X射線探傷方法[S].北京:中國航天標準化研究所,1995. LIU FUGANG.QJ2609-1994 High energy X-rays testing methods of solid rocket motor chamber[S].Beijing:Chinese Aerospace Standardization Institute,1995.(in Chinese)
[6] 劉榮臻.QJ20244-2012固體火箭發動機裝藥燃燒室射線檢測缺陷判定方法[S].北京:中國航天標準化研究所,2013. LIU RONGZHEN.QJ20244-2012 Determ ine methods of radiographic testing for SRMcharge chamber[S].Beijing:Chinese Aerospace Standardization Institute,2013.(in Chinese)
[7] 劉榮臻,孟憲東,胡秀太.QJ20249-2012固體火箭發動機裝藥燃燒室工業射線層析成像檢測[S].北京:中國航天標準化研究所,2013. LIU RONGZHEN,MENG XIANDONG,HU XIUTAI. QJ20249-2012 Industrial tomography testing for SRMcharge chamber[S].Beijing:Chinese Aerospace Standardization Institute,2013.(in Chinese)
[8] 梁彥,張弛,梁明.固體火箭發動機裝藥缺陷原因分析及無損檢測方法的研究[J].戰術導彈技術,2010(1):73-77. LIANG YAN,ZHANG CHI,LIANG MING.Causal analysis of charge flaws for solid rocket motor and research on nondestructive testing methods[J].Tactical Missiles Technology,2010(1):73-77.(in Chinese)
[9] 黨長久,李明軒.超聲在固體火箭發動機無損檢測中的應用[J].應用聲學,1994,14(5):32-35. DANG CHANGJIU,LI MINGXUAN.Application of Ultrasonic testing in SRMnondestructive testing[J].Applied Acoustics,1994,14(5):32-35.(in Chinese)
[10]李濤,張東,趙鍇,等.固體火箭發動機缺陷分析及其無損檢測技術[J].無損檢測,2006,28(10):541-544. LI TAO,ZHANG DONG,ZHAO KAI,et al.Defect analysia and nondestructive testing of solid rocket motor [J].Nondestructive Testing,2006,28(10):541-544.(in Chinese)
[11] 周在杞.固體火箭發動機無損檢測技術進展評述[J].固體火箭技術,1985,8(4):8-10. ZHOU ZAIQI.Progress commendatory of nondestructive testing technology for solid rocket motor[J].Journal of Solid Rocket Technology,1985,8(4):8-10.(in Chinese)
[12] 陳金根.固體火箭發動機無損檢測新技術評述[J].推進技術,1992,13(4):75-81. CHEN JINGEN.Commendatory of nondestructive testing new technology for solid rocket motor[J].Journal of Propulsion Technology,1992,13(4):75-81.(in Chinese)
[13] HALMSHAW R,RIDVARD JNR.A review of digital radio logical methods[J].Brit J NDT,1990,32(1):16-18.
[14] 劉富剛,尚玉沛,王麗.固體火箭發動機高能X射線照相無損檢測技術研究[J].無損探傷,2005,29(5):10-12. LIU FUGANG,SHANG YUPEI,WANG LI.Technical study on high energy X-radio graphic nondestructive testing of SRM[J].Nondestructive Test,2005,29(5):10-12.(in Chinese)
[15] 劉富剛,蘇志軍.固體火箭發動機燃燒室X射線探傷中像質計的應用[J].無損檢測,2005,27(10):532-534. LIU FUGANG,SU ZHIJUN.Application of image quality indicator in X-radiographic examination of SRMchamber[J].Journal of Nondestructive Testing,2005,27(10):532-534.(in Chinese)
[16] 趙鎧,李濤,王曉鋼,等.固體火箭發動機高能X射線探傷的質量控制[J].無損探傷,2006,30(1):24-26. ZHAO KAI,LI TAO,WANG XIAOGANG,et al.Quality control of high-energy X-ray inspection for SRM[J].Nondestructive Test,2006,30(1):24-26.(in Chinese)
[17] 劉榮臻.固體火箭發動機工業CT檢測技術[J].戰術導彈技術,2008(5):92-96. LIU RONGZHEN.Industrial CT measurement technology to solid rocket engine[J].Tactical Missile Technology,2008(5):92-96.(in Chinese)
[18] CASTLMAN KENNETH R.Digital image processing [M].Upper Saddle River:Prentice Hall,1998:67-108.
[19] 盧洪義,楊興根,孫有田.固體火箭發動機內部缺陷高分辨率檢測[J].推進技術,2003,24(1):90-92. LU HONGYI,YANG XINGGEN,SUN YOUTIAN.High resolution inspecting investigation fou inner defects of SRM[J].Journal of Propulsion Technology,2003,24(1):90-92.(in Chinese)
[20] 于光輝,盧洪義,朱敏,等.基于引力模型的固體發動機CT圖像邊緣檢測[J].核電子學與探測技術,2012,32(2):184-187. YU GUANGHUI,LU HONGYI,ZHU MIN,et al.Edge detection of solid motor'CT image based on gravitation model[J].Nuclear Electronics&Detection Technology,2012,32(2):184-187.(in Chinese)
High Energy X--Rays Testing Technology of Solid Rocket Motor Debonds Between Propellant and Liner
ZHENG Wei1,DENG An-hua2,LIU Yun-feng3,LIU Rong-zhen2
(1.Department of Scientific Researche,NAAU,Yaitai Shandong 264001,China; 2.Factory No.8610 of CASI,Yichang Hubei 444200,China;3.Factory No.389 of CASI,Huhehaote 010076,China)
The debonds between propellant and liner seriously affect the structural integrity and working security of solid rocket motor,and reliable examination to this defect is crucial.In this paper,the research status of high energy X-rays testing technology of solid rocket motor was summarized.Based on radiography testing and industrial CT testing methods,the techniques of image analysis and defects evaluation were reviewed on debonds between propellant and liner of solid rocket motor.For this defect,the comprehensive application of radiography and industrial CT technology was presented by confirmation detection.The evaluation results showed that the reliability and accuracy could meet requirements of defect detection.
solid rocket motor;debonds between propellant and liner;radiography testing;industrial computed tomography testing
V435
A
1673-1522(2014)04-0355-05
10.7682/j.issn.1673-1522.2014.04.012
2014-02-27;
2014-05-05
鄭偉(1973-),男,高工,碩士。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
海峽科技與產業(2016年3期)2016-05-17 04:32:12
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15