高彈性錐體高速刀柄的性能研究*
2014-07-13 07:44:58郭靜濤劉嘉兵
制造技術與機床 2014年11期
張 淳 王 軍 郭靜濤 劉嘉兵 陳 沖
(燕山大學,河北 秦皇島066004)
高速工具系統是實現高速加工的關鍵環節,其核心是刀柄,它是刀具與主軸的聯接件,對定位精度和重復定位精度、剛度、動平衡及動態性能有較高要求。以往被廣泛使用的7:24錐度BT刀柄由于采用單一錐面定位,高速離心膨脹使刀柄定位精度和聯接剛度明顯下降,無法滿足高速加工要求[1-2]。
為了滿足高速加工對刀柄的要求,各國研究者一直在探尋解決刀柄-主軸高速離心膨脹問題的方法,相繼研發出新型高速刀柄,如德國的HSK、美國的KM、瑞典的CAPTO、日本的BIG-PLUS和NC5刀柄等。其中HSK是最具代表性的高速刀柄。它采取了錐面和端面雙面定位、中空薄壁、1:10小錐度短錐結構,并利用中空柄部使用外漲式夾緊機構。該結構提高了錐柄的彈性變形能力,減小了主軸與刀柄的離心膨脹差,使雙面定位易于實現,提高了刀柄定位精度、聯接剛度,在一定程度上緩解了高速離心膨脹問題,但仍存在極限轉速(通常指刀柄與主軸錐孔即將分離而不能保證徑向定位時的轉速)低、強度剛度低、錐柄易磨損、動態性能差、刀具懸伸量大等缺點[3]。國外學者對高速刀柄的性能也做了深入研究。加拿大M.Namazi等人采用有限元和試驗方法揭示了不同刀柄拉緊力對主軸-刀柄系統動態性能的影響規律;美國J.S.Agaplou利用線彈性理論建立了主軸-刀柄聯接的力學模型,計算了聯接剛度隨轉速的變化規律;日本M.Tsutsumi試驗研究了刀柄-主軸聯接的接觸壓力分布規律和阻尼比變化規律,等等[4-6]。
國內對高速刀柄的研究主要集中在對國外以HSK為主的高速刀柄的性能分析和應用方面,尚未研制開發出實用的高速刀柄。如清華大學李光輝等人利用有限元方法研究了HSK-63A型刀柄預緊力、轉速、過盈量等參數對刀柄-主軸連結性能的影響,并優化了其幾何參數;山東大學艾興等人運用彈塑性力學和非線性有限元技術分析了刀柄-主軸聯接的受力變形和接觸應力與轉速和過盈量的關系,確定了最佳過盈量;江蘇大學王貴成等人通過建立系統的動剛度模型,對HSK和KM刀柄與主軸的聯接剛度、徑向位移、接觸壓力進行了分析[7]。
現有高速刀柄存在的問題主要是極限轉速、強度、剛度偏低。為改善其性能,設計了一種新型高彈性錐體高速刀柄。本文對其結構及性能進行介紹。
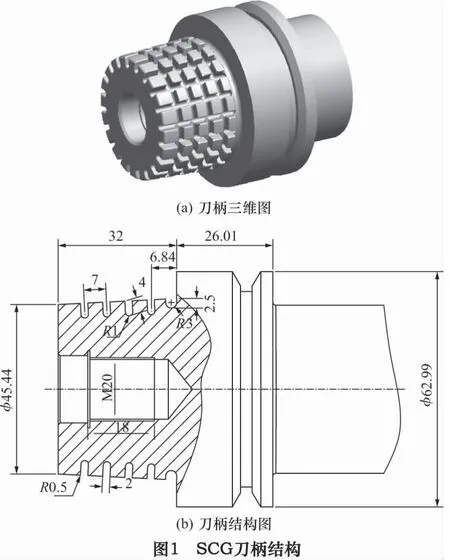
1 新型高速刀柄結構
新型高速刀柄的錐柄開有直槽和環槽(highspeed tool holder with straight and circular grooves,SCG),結構如圖1所示。刀柄采用雙面定位、實心、1:10小錐度短錐結構。實心結構(指刀柄而非夾頭部分)能夠提高刀柄強度、剛度并減小刀具懸伸量。在錐體上開出直、環交錯槽以提高錐柄的彈性,允許錐柄與主軸錐孔有較大的過盈量,又可增大錐體離心膨脹量,從而提高刀柄的極限轉速。直槽沿周向均勻分布,環槽垂直于刀柄錐面,由多個凸起形成虛擬錐面。當刀柄與主軸聯接時,凸起部分產生壓縮與彎曲彈性變形,其中主要是壓縮變形。選取標準拉釘LDA-45進行拉緊刀柄。為了與現有的高速刀柄兼容,SCG刀柄采用德國DIN69893標準HSK-E63刀柄(錐柄錐度為1:10)的外形尺寸。
2 刀柄靜態性能分析
刀柄采用錐面與端面雙面定位夾緊,其接觸壓力包括錐面接觸壓力pc和端面接觸壓力pf,兩者對刀柄性能的影響不同。錐面接觸壓力對刀柄的定位精度及極限轉速起著決定作用,端面接觸壓力對刀柄的徑向剛度和承載能力起主要作用[8]。為保證刀柄的綜合性能,刀柄拉緊力(為實現雙面接觸定位拉緊機構施加于刀柄的軸向拉力)在錐面與端面的分配比例應保持在一定范圍內,可類比HSK刀柄確定。錐面與端面的接觸壓力受刀柄錐體與主軸錐孔的過盈量以及刀柄與主軸的離心膨脹影響,而且兩者相互制約。低轉速時重點關注靜態最大過盈量δmax下的端面接觸壓力pf,以確保刀柄-主軸聯接具有足夠的徑向剛度;高速時需要關注最小過盈量δmin下的錐面接觸壓力pc,以保證錐面能夠徑向定位。
由于接觸壓力分布不均,分析時使用平均接觸壓力。而對于錐柄開槽的SCG刀柄,與HSK刀柄進行對比分析時采用等效接觸壓力,即折算為完整錐面上的壓力,用pce表示。當進行單獨分析時,仍采用平均接觸壓力pc。
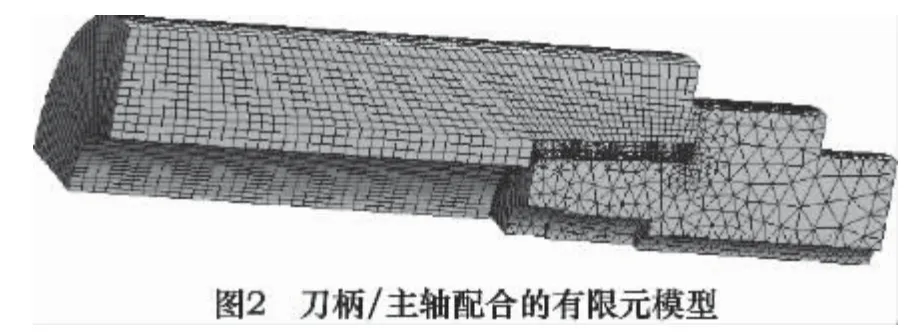
建立刀柄與主軸的有限元模型,如圖2所示。建模過程為:
(1)簡化處理。因結構的對稱性取1/4模型,不考慮刀柄的V型槽、刀具夾持部分及倒角、螺紋等細小結構。
(2)材料選擇及參數設置。刀柄材料密度ρ=7 800 kg/m3,彈性模量E=196 GPa,泊松比v=0.25;主軸ρ=7 840 kg/m3,E=212 GPa,v=0.31。假定刀柄與主軸的材料均為理想彈塑性,摩擦系數μ=0.2。
(3)接觸對及錐面配合過盈量的設置。設置端面與錐面兩組接觸對,接觸類型為frictional。德國DIN69893標準推薦HSK-E63刀柄極限轉速為34 000 r/min,過盈量為10.1~18μm;類比HSK根據有限元分析確定SCG刀柄的極限轉速為42 500 r/min,過盈量為25μm~30μm。
(4)劃分網格。在設置了接觸后,Workbench自動進行網格劃分,自動選取相應的單元設置。主軸結構較簡單,采用掃略網格劃分;刀柄結構較復雜,采用自由網格劃分。
(5)施加約束及載荷。在主軸遠離錐孔一側的端面上施加全位移約束fixed support,刀柄與主軸的各自對稱面上施加無摩擦約束frictionless support。類比HSK刀柄錐面與端面的刀柄拉緊力分配比例及壓力大小,多次仿真計算確定SCG刀柄的拉緊力為25 kN。
HSK刀柄和SCG刀柄靜態下的接觸壓力有限元結果如表1所示。由表可知,SCG刀柄在最小過盈量及最大過盈量下的錐面接觸壓力pce均比HSK刀柄大,而兩者的端面接觸壓力也相差不大。由此可見,SCG刀柄的極限轉速得到提高,且在靜態及低轉速下能夠保證聯接剛度和定位精度。
表1 靜態時刀柄的平均接觸壓力
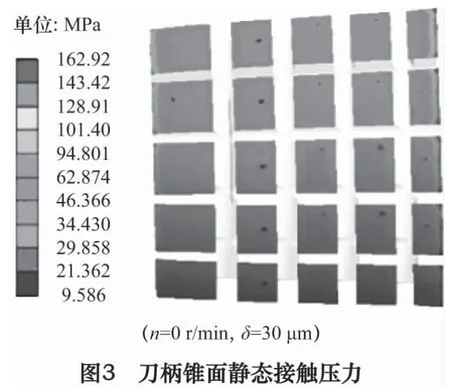
圖3為刀柄在靜態下、過盈量為30μm時刀柄錐面接觸壓力的分布情況。由圖3可知,刀柄錐面兩端接觸壓力較大,中間部分接觸壓力相對較小;錐面各凸起均處于接觸狀態,有利于保證定位精度和聯接剛度;因應力集中導致凸起周邊變形大于中間部位。刀柄最大接觸壓力為162.92 MPa,遠小于刀柄材料的許用應力,故強度足夠。
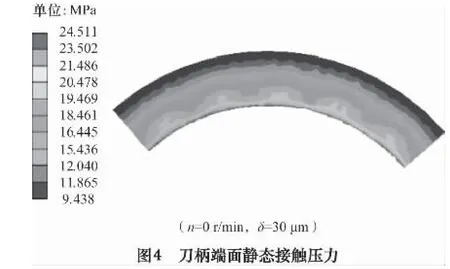
圖4為靜態時刀柄端面接觸壓力分布情況。由圖可見,端面接觸壓力分布不均勻,從端面內徑向外徑邊緣接觸壓力逐漸減小,此分布特點與HSK刀柄的端面接觸壓力分布相同。其原因為:靜態時主軸的膨脹是由錐面的過盈配合導致的,在刀柄被拉緊過程中,主軸錐孔大徑處即端部膨脹量相對較大,主軸端面會形成“凸”狀,隨后進入端面接觸階段,就出現了內徑接觸壓力較大的現象。
3 刀柄高速性能分析
高轉速時,刀柄和主軸因離心膨脹變形不同導致接觸狀況改變,影響聯接性能,故需要分析刀柄與主軸在不同轉速下的膨脹變形以及錐面和端面的接觸壓力狀況。
3.1 刀柄錐面接觸壓力分析
對SCG刀柄在不同配合過盈量和轉速下的錐面平均接觸壓力進行有限元分析,結果如圖5所示。刀柄錐面平均接觸壓力隨轉速增加而減小,隨過盈量的增大而增大。因為主軸的離心膨脹變形大于刀柄,隨著轉速的增加,這種差距越來越大;轉速一定時,由離心力產生的錐面膨脹間隙也一定,故錐面接觸壓力由配合過盈量的大小決定。
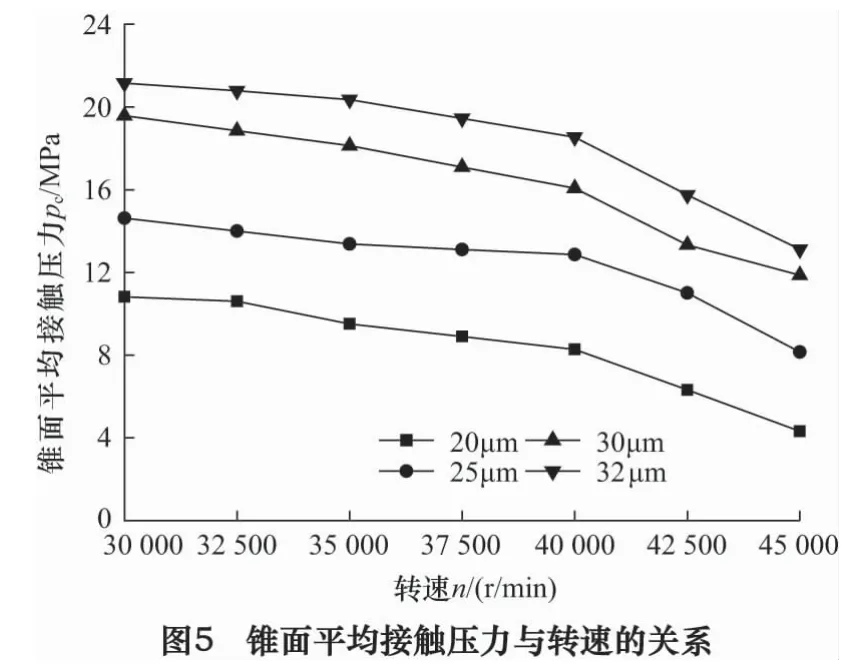
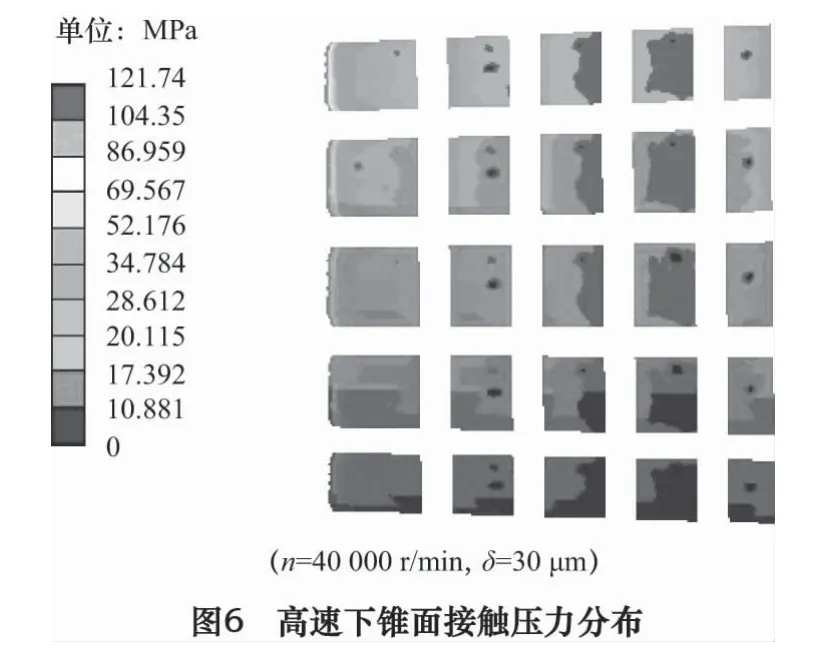
圖6為轉速40 000 r/min、過盈量30μm時刀柄錐面接觸壓力分布狀況。就整個虛擬錐面而言,因高速離心膨脹使過盈量減小,平均接觸壓力比靜態的小(圖3所示);就局部而言,小端接觸壓力最大,從小端到大端逐漸減小,但大端邊緣處小錐體接觸壓力值又略變大。這主要是因為越靠近刀柄大端處主軸錐孔越大、壁越薄,所以離心膨脹變形越大,與刀柄之間產生的間隙越大,進而錐面接觸壓力就小。而靠近大端處,主軸端面受到刀柄端面的摩擦阻礙作用,主軸錐孔的徑向膨脹受到一定限制,加之刀柄本身大端邊緣的應力集中,故大端的接觸壓力值稍大。
3.2 刀柄端面接觸壓力分析
對SCG刀柄端面平均接觸壓力進行有限元計算,端面接觸壓力隨主軸轉速和過盈量的變化情況如圖7所示。端面接觸壓力隨轉速的提高而增大,隨錐面過盈量的增大而減小。因為轉速增加時錐面接觸壓力減小,刀柄拉緊力傳遞到端面的比例便增大;同理,過盈量越大錐面壓力越大,因此端面壓力相應有所減小。因端面接觸面積較大,故轉速和過盈量變化時,端面壓力值變化范圍并不大。

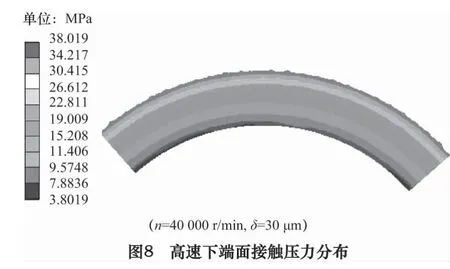
圖8為轉速40 000 r/min、過盈量30μm時刀柄端面接觸壓力分布狀況。同圖4對比可見,高速時端面的平均壓力比靜態時大;端面壓力呈現由內徑到外徑逐漸增大的分布特點,這與刀柄-主軸靜態聯接時的端面壓力分布相反。其原因是:隨著轉速的提高,主軸錐孔徑向膨脹變形增大,傳遞到端面的夾緊力增大,使刀柄與主軸端面產生更大的摩擦力,阻止主軸膨脹變形,使主軸端面由靜態接觸時的“凸”狀變成了“凹”狀,因此使端面外緣接觸壓力變大。
3.3 主軸錐孔膨脹量分析
根據有限元分析結果得到主軸錐孔最大膨脹量與轉速和過盈量的關系,如圖9所示。主軸錐孔最大膨脹量為錐面接觸壓力、離心力和端面摩擦綜合作用的結果。主軸錐孔膨脹量隨轉速的增加而迅速增加,這是因為由離心力產生的膨脹量與轉速的平方成正比;過盈量增大,主軸錐孔膨脹量也增大,但影響較小。這與刀柄錐體具有較大的彈性有關,而且隨著轉速的提高,過盈量的影響越來越小,即在高速階段離心力對主軸錐孔的膨脹變形起主要作用。由此可知,要想減小主軸錐孔膨脹量,應重點解決離心膨脹問題。
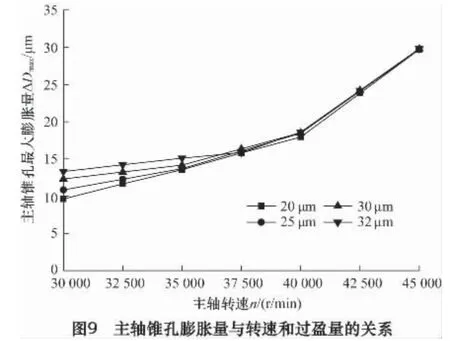
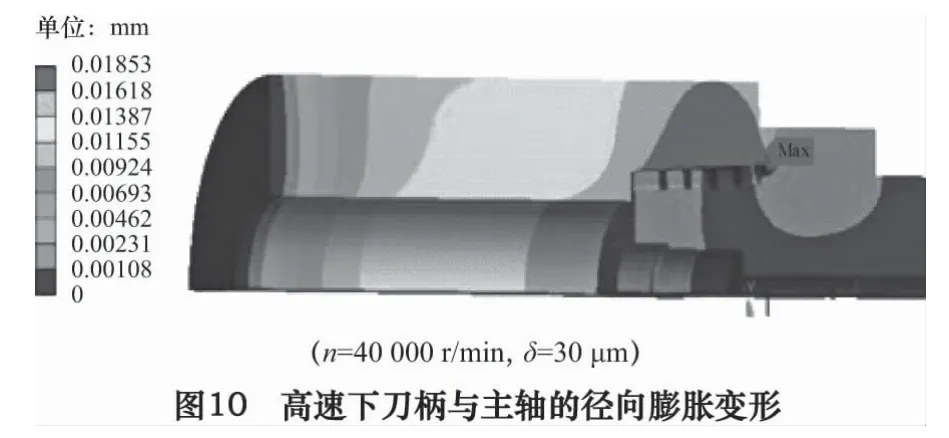
圖10為轉速40 000 r/min、過盈量30μm時主軸的徑向膨脹變形圖。由圖可知,刀柄與主軸均發生徑向變形。主軸錐孔前端膨脹量大,遠離端部越來越小。
3.4 刀柄-主軸聯接的徑向剛度分析
刀柄-主軸聯接剛度包括徑向剛度、軸向剛度和扭轉剛度。徑向剛度值相比軸向剛度和扭轉剛度較低,且對刀具壽命和加工質量影響較大,故需要分析刀柄-主軸聯接的徑向剛度。
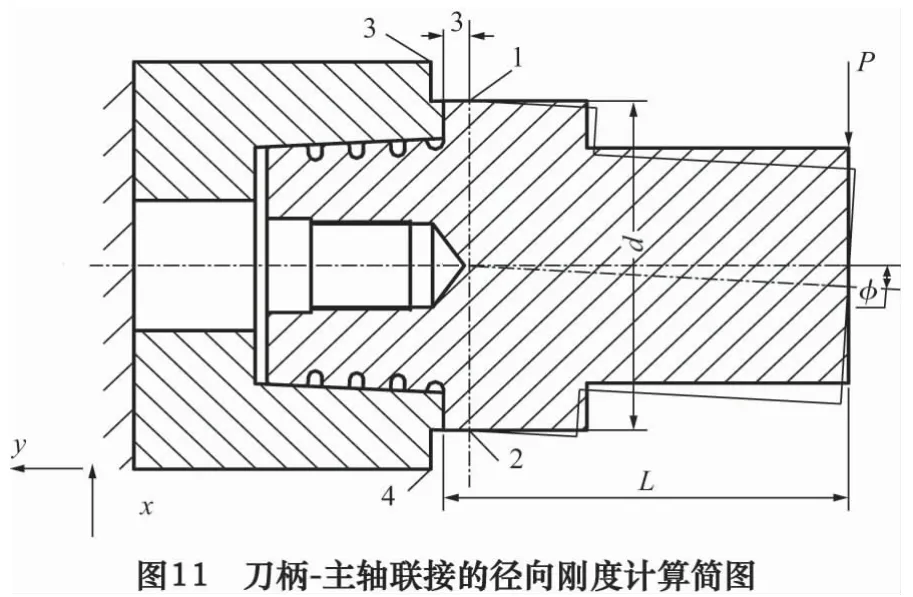
為計量刀柄-主軸聯接的徑向剛度,而非刀柄與主軸系統的整體徑向剛度,采用轉角徑向剛度計算方法。圖11為刀柄-主軸聯接的徑向剛度計算示意圖。點1、2取自距接觸端面3 mm的刀柄斷面上,點3、4取自主軸端面外徑處。徑向剛度及相關量的計算公式為式(1)~(5)。不在端面接觸區域取點的目的是消除接觸變形對轉角的影響;也不在刀柄上距離接觸端面較遠處取點(例如圖11的刀柄加載處),因為受到刀柄懸伸部分的變形影響,將不能準確反映刀柄-主軸聯接的徑向剛度,而是刀柄的整體徑向剛度。
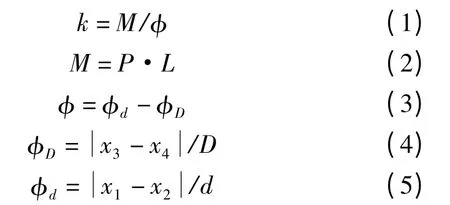
式中:k為刀柄-主軸聯接的徑向剛度;M為轉矩;P為徑向載荷,N;L為載荷作用點到刀柄端面距離,mm;D為主軸端面直徑,mm;d為刀柄法蘭直徑,mm;φ為刀柄相對主軸端面的轉角,mm/m;φD為主軸絕對轉角,mm/m;φd為刀柄絕對轉角,mm/m;x1、x2、x3、x4為點1~4x方向位移,mm。
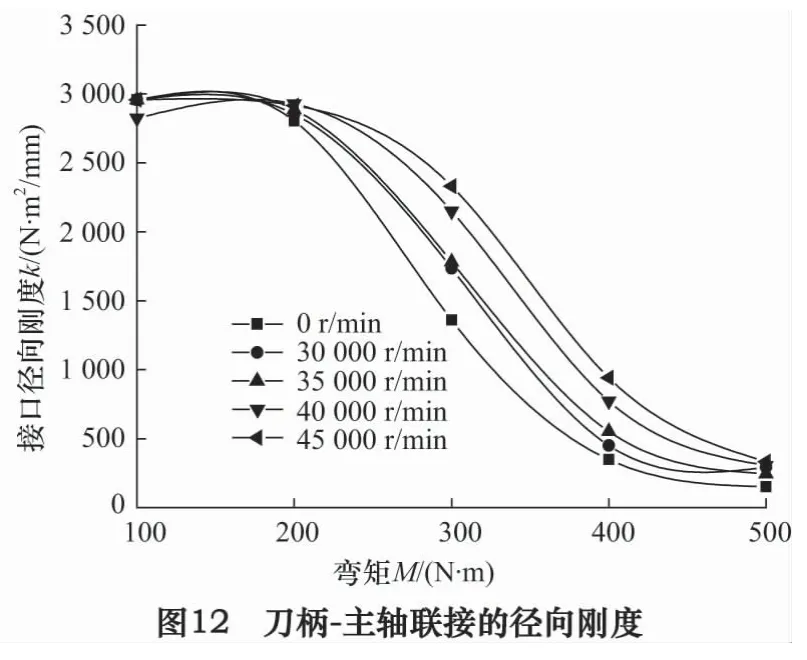
在有限元模型上需施加集中力P,L為100 mm。根據有限元結果計算轉角值及徑向剛度,繪制各轉速下徑向剛度隨彎矩的變化曲線,如圖12所示。
由圖可知,彎矩(P與L乘積)較小時,徑向剛度較大;隨著彎矩的增加,徑向剛度急劇下降。這是由端面接觸狀況決定的。彎矩較小時端面接觸面積大,承受彎矩能力強;隨著彎矩的逐漸增大,刀柄與主軸端面從一側逐漸分離而失去支撐作用,故剛度迅速下降。當彎矩較小時,各轉速下的徑向剛度基本相同,此時端面接觸良好;彎矩較大時,徑向剛度隨轉速的提高而增大。其原因是高速時端面夾緊力變大,端面接觸更加緊密,徑向剛度得到提高。這一特性對提高刀柄-主軸聯接的高速承載能力是有利的。
4 結語
通過對所設計新型高速刀柄的性能分析,得到如下結論:(1)該高速刀柄的錐體彈性增大,允許的配合過盈量大,刀柄的極限轉速得到提高。(2)刀柄錐面兩端接觸壓力較大,中間接觸壓力較小,錐面均處于接觸狀態,保證了定位精度和聯接剛度。(3)端面接觸壓力呈不均勻分布。靜態時端面壓力從內徑向外徑接觸壓力逐漸減小,而高速時從內徑向外徑接觸壓力逐漸增大,此特性有利于提高高速時的徑向剛度。(4)主軸錐孔膨脹量隨轉速和過盈量的增加而增加,高速時離心膨脹是關鍵因素,故預減小主軸錐孔膨脹量,應重點解決離心膨脹問題。(5)刀柄的徑向剛度隨載荷的增大而減小。載荷較小時,各轉速下的徑向剛度較高且基本相同;載荷較大時,刀柄徑向剛度隨轉速的提高而增大,即高速承載能力增強。
[1]陳世平,李青鋒.BT與HSK工具系統高速加工性能比較分析[J].制造技術與機床,2012(4):157-159.
[2]曹宏瑞,李兵,陳雪峰.高速主軸離心膨脹及對軸承動態特性的影響[J].機械工程學報,2012,48(19):59-64.
[3]張國軍,臧運峰,呂楓.HSK刀柄和主軸的連接性能分析[J].中國機械工程,2012,23(6):631-636.
[3]Gilovoi L Y,Molodtsov V V.Influence of centrifugal forces on the operation of HSK couplings[J].Russian Engineering Research,2012,32(3):276-281.
[4]Agaplou J S.A methodology to measure joint stiffness parameters for toolholder-spindle interfaces[J].Transactions of NAMRI/SME,2010(32):503-510.
[5]ULMER G.Doppelspindlig Schwerzerspanen in der HSK-A100-Klasse:Der dynamische Buffel[J].Werkstatt+Betrieb:WB,2014,147(1/2):48-50.
[6]施東興.高速加工中心主軸-工具系統聯接特性研究[D].鎮江:江蘇大學,2012.
[7]王軍,曹景陽,吳鳳和.新型大柔度錐面高速刀柄的設計[J].制造技術與機床,2012(8):73-76.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
