臥式雙面鏜前軸主銷孔車端面機床
2014-07-13 07:45:00張學周
制造技術與機床 2014年11期
張學周
(安陽三一機械有限公司,河南 安陽 455000)
前軸在整車中承擔承重、支承、轉向的功能,屬于汽車上重要零部件,而前軸主銷孔及孔口兩端面的加工則是前軸加工中的重要工序。前軸拳頭兩端面對主銷孔中心跳動一般不大于0.05 mm,要求精度高;因此兩端面和主銷孔的加工必須安排在一次裝夾中完成才能保證兩端面對主銷孔的跳動度;而由于前軸鍛造原因,以板簧面及兩銷孔定位方式常造成主銷孔加工后壁厚不均,影響前軸總成的剛性及使用性能。
1 機床總體設計
針對這種情況開發了臥式雙面兩工位移動工作臺半精鏜、精鏜主銷孔車端面機床(如圖1)。一工位為被加工件前軸主銷孔的定位插銷、拔銷工位,保證前軸主銷孔壁厚均勻;二工位右鏜頭為半精鏜主銷孔、刀盤車前軸拳頭面一端面工位,二工位左鏜頭為精鏜主銷孔、刀盤車前軸拳頭面另一端面工位。
一工位插銷機構布置安裝在移動工作臺底座上,不隨工作臺面及夾具移動;二工位兩鏜頭分別置于兩個液壓滑臺上,兩滑臺置于兩個側床身上,中間放置移動工作臺和固定夾具。開始加工時,移動工作臺定位塊1靠緊擋鐵2,插銷機構定位銷5為伸出狀態,人工吊裝上工件,定位銷5插入工件主銷孔,夾緊油缸夾緊工件,定位銷5拔出,移動工作臺快進,緩進,當定位塊3靠住擋鐵4時,移動工作臺定位,右鏜頭開始半精鏜主銷孔、孔口倒角、車端面,加工完畢退回;然后左鏜頭精鏜主銷孔、孔口倒角、車端面,接著工作臺微退讓刀,避免刀具劃傷已加工的主銷孔,左液壓滑臺退回。然后移動工作臺快退,卸下工件。此方案不僅保證了兩端面對主銷孔中心跳動,還保證了前軸主銷孔壁厚均勻,達到了用戶要求。

由于前軸拳頭面端面有傾斜角度,為適應前軸多品種加工,在移動工作臺臺面上安裝固定一個定位回轉銷,夾具上的定位套與此回轉銷配合,前后端用壓板壓緊,當加工主銷孔端面傾斜角不同的前軸時,只需松開壓板,旋轉夾具至相應的角度并更換夾具板簧面上的定位塊即可;對于長度不同的前軸,只要調整支承板簧面支座之間的距離就能適應不同長度前軸的加工。
2 定位、加工工藝性分析
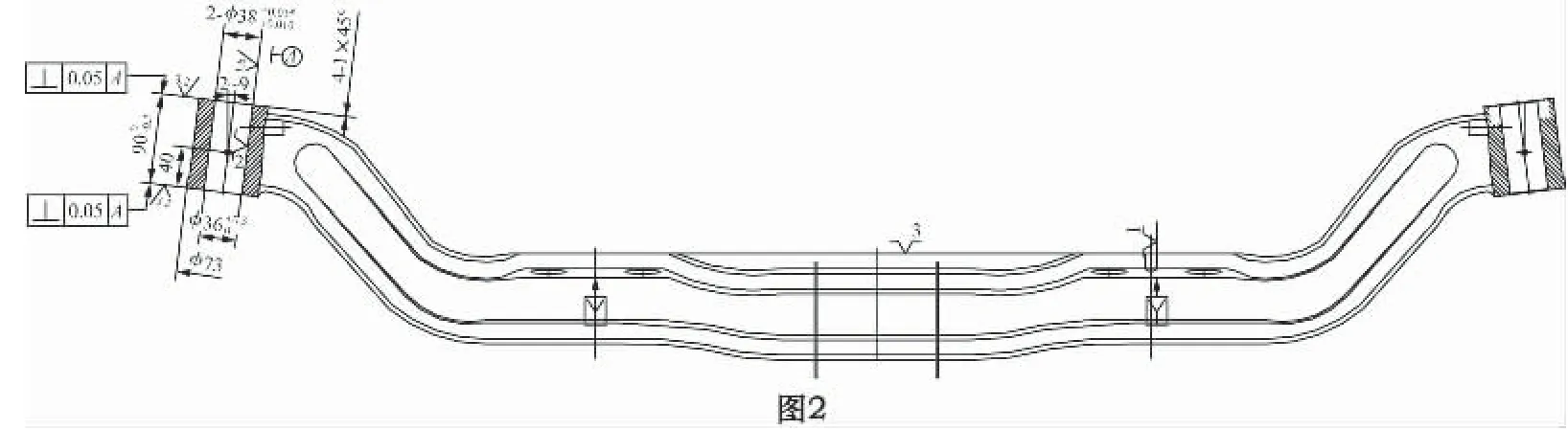
圖2為前軸加工簡圖,前軸主銷孔一般有2°~9°傾角。由于用戶要求保證前軸主銷孔壁厚,又要兼顧主銷孔到板簧面上定位銷的距離。經分析研究,決定以前軸板簧面定位限三點自由度,用主銷孔定位限兩點自由度,用后端板簧面上一銷孔限一自由度實現完全定位,液壓夾緊。由于本機床為鏜主銷孔和車其端面,因此工件定位后,定位插銷必須退回讓開加工位置。考慮到加工時前端沒有支承、剛性差、工件易振動,因此在拳頭外圓下面加一輔助支承,并在拳頭外圓上表面用一小油缸壓住,效果理想。
3 夾具結構設計
夾具是機床的重要組成部件,是根據被加工件的工藝性和機床加工方案的具體要求而專門設計的。它主要用于實現被加工工件的準確定位,合理夾壓,裝卸工件限位以及更換品種調整方便。
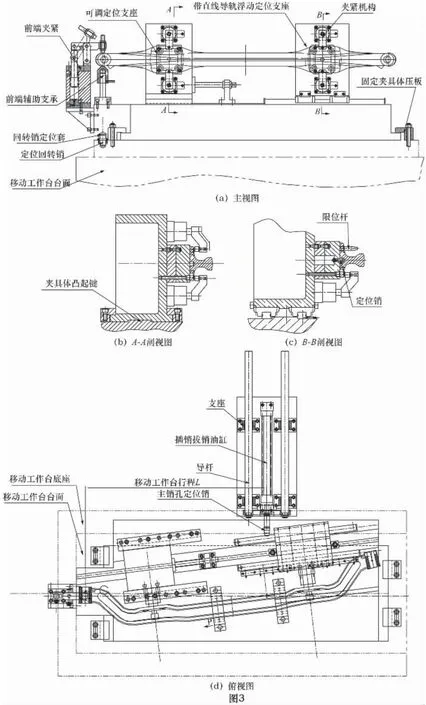
夾具結構見圖3。夾具體前端下部安裝回轉銷定位套,與安裝固定在移動工作臺臺面上的定位回轉銷連接配合在一起,以便加工前軸主銷孔傾角不同時,調整夾具用。前支座通過夾具體凸起鍵定位,支座上安裝有定位板,旋轉壓板夾緊工件;由于要保證主銷孔壁厚,插銷機構以主銷孔定位插銷,則板簧面上定位銷孔與主銷孔之間距離尺寸往往有偏差,而用戶又要求用后板簧座上的銷孔定位。因此后端定位銷必須可以來回稍微靈活移動以便板簧座銷孔插銷定位,為此把后端支座安裝在直線導軌上,后端定位銷便可以來回稍微靈活移動。
吊裝上件時工件主銷孔推入定位插銷上,由于后支座上安裝有大倒角限位桿,可微量帶動后支座,因此后端板簧面上的定位銷可順利靈活插銷,旋轉壓板夾緊工件,通過定位插銷油缸帶動導桿后退,主銷孔定位銷拔銷。移動工作臺快進至加工位置進行加工。由于板簧定位面及夾緊點與拳頭面之間距離比較遠,鏜主銷孔和車端面時,工件極可能發生振動,導致鏜孔精度降低,為避免這種現象發生,在拳頭面外圓下面安裝了一個輔助支承,并用一小油缸前端夾緊。
根據前軸品種不同更換板簧面上的定位板、定位銷可實現多品種、不同系列前軸的加工。
4 結語
經生產實踐該機床完全達到用戶要求,保證了前軸主銷孔壁厚均勻及主銷孔與兩端面的跳動要求。提高了前軸總成的剛性及使用性能。
[1]唐照民.機械設計[M].西安:西安交通大學出版社,1995:102-145
[2]王啟平.機床夾具設計[M].哈爾濱:哈爾濱工業大學出版社,2005:201-223
[3]謝家瀛.組合機床簡明設計手冊[M].北京:機械工業出版社,1994:102-158
[4]戴曙.金屬切削機床設計[M].北京:機械工業出版社,1981.
