PCR130冷輾機的結構設計
2014-07-20 09:14:16魏鑾楊建璽李丹
軸承 2014年5期
關鍵詞:結構
魏鑾,楊建璽,李丹
(1.河南科技大學,河南 洛陽 471003;2.洛陽軸研科技股份有限公司,河南 洛陽 471039)
精密冷輾技術是在常溫下對環形回轉類零件進行擠壓產生塑性變形而得到所要求形狀和精度的一種冷加工成形方法,是機械精密軋制技術與精密塑性成形技術的集成創新,具有顯著的節能、節材、降低生產成本和提高零件性能等突出優勢[1-2]。冷輾壓工藝對精密冷輾機的要求較高,要求冷輾機的輾壓力大,剛性好,導向精度高;有可靠的過載保護裝置;能提供合適的輾壓速度;具有對模具進行潤滑冷卻的裝置。
1 PCR系列冷輾機特點[3]
PCR系列冷輾機為洛陽軸研科技股份有限公司開發設計的開式冷輾機,其將冷輾、整徑融為一體,并重點提高了設備的穩定性、可靠性和適用性,與國內外同類設備相比,具有效率高、加工精度高、使用方便等諸多優點,是一種高性能的冷輾機。其具有冷輾-整徑聯動和冷輾、整徑單獨工作模式;機床采用液壓驅動,PLC控制;工件尺寸和主滑塊位置由光柵檢測;具有冷輾、整徑壓力檢測和保護功能;人機界面采用大尺寸彩色觸摸屏,人機交流方便;可預存20個型號的工藝參數。
PCR系列冷輾機采用鍛件或管材制坯,經輾擴制成直徑較大的套圈毛坯,然后經過整徑,獲得滿足尺寸要求的環形件。其工作原理如圖1所示,主傳動帶動輾輪旋轉,心軸插入工件孔后,由進給裝置通過支承輪推動心軸將工件壓向輾輪,從而實現工件的輾壓加工。
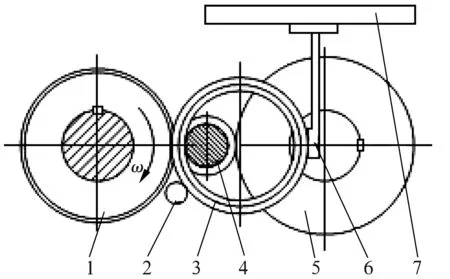
1—輾輪;2—圓度輥;3—毛坯;4—心軸;5—支承輪;6—測頭;7—光柵尺
2 PCR130冷輾機結構特點及關鍵部件設計
2.1 結構特點
PCR130冷輾機是在已有型號機床結構的基礎上改造設計出的新機型,機床結構布局如圖2所示,主要由主軸及圓度輥、心軸、支承輪、滑塊、主油缸、測量儀、機械手、床身、主傳動、整徑機及外罩等部件組成。

1—機架;2—主軸單元;3—機械手;4—心軸;5—支承軸;6—測量單元;7—主滑塊;8—主油缸;9—搭鉤裝置;10—圓度部件
PCR130冷輾機采用C型機架、臥式結構,最大限度地節約空間,機架材質選用高標號球墨鑄鐵QT600-3,整體剛性好,精度保持性好;機械上下料系統可隨時加入生產線,機械手上料十分靈活[4]。
由于PCR130機床的加工范圍更大(外徑45~130 mm),為了提高可靠性和適用性,重點對機械手、心軸、主滑塊導軌和整徑機部分進行了結構的優化設計,其他部件(單元)與已有型號同類部件結構相似,只是尺寸有所變化。
與同系列冷輾機相對比,PCR130冷輾機主要結構特點如下:
(1)機械手擺塊采用導向桿與壓縮彈簧,擺動角度范圍更大;機械手整體落于帶長孔的底座上,可以前后、左右調節,使機床加工范圍擴大、通用性增強。
(2)心軸改為前穿料形式,更利于操作和維修。
(3)主滑塊矩形導軌改為直線導軌,且主滑塊與心軸單元安裝于同一直線導軌上,小滑塊安裝于小直線導軌上,前后位置變化通過在直線導軌上移動來實現。導軌結構的改進使位移測量更加精確,從而提高了產品的加工精度。
(4)整徑機通過更換模具可分別對工件內徑和外徑進行整形,使用了油缸擺桿上料和不同加工方式同一出料口出料的方式,適用范圍更廣。
2.2 機械手
機械手是機床的上料裝置,要求上料靈活,上料位置準確,并且下料后機械手能及時復位。以往采用的機械手擺塊下料后,擺塊靠拉伸彈簧復位,對于尺寸較大的工件,拉伸彈簧變形大易損壞,擺動角度受限制。
改進設計的PCR130冷輾機機械手結構如圖3所示。機械手爪安裝在擺塊上,擺塊安裝在機械手架內的軸系裝置上,機械手架通過連接塊和連接螺母與油缸的活塞桿相連;機械手擺動機構中采用壓縮彈簧和導向桿結構,壓縮彈簧底端嵌入一球頭桿作為導向并安裝在機械手架的深孔內,球頭桿可以使彈簧壓縮時隨壓力自動調節方向;彈簧另一端安裝在擺塊上的側面孔內,工件滾下推動擺塊擺動,彈簧壓縮,下料后依靠彈簧反力復位,導向螺釘保證了擺塊能回到初始位置。另外,PCR130機械手增加了帶長孔底座(圖4),使機械手整體可以左右調整,滿足了不同尺寸工件的加工要求,使機床適用范圍更廣。
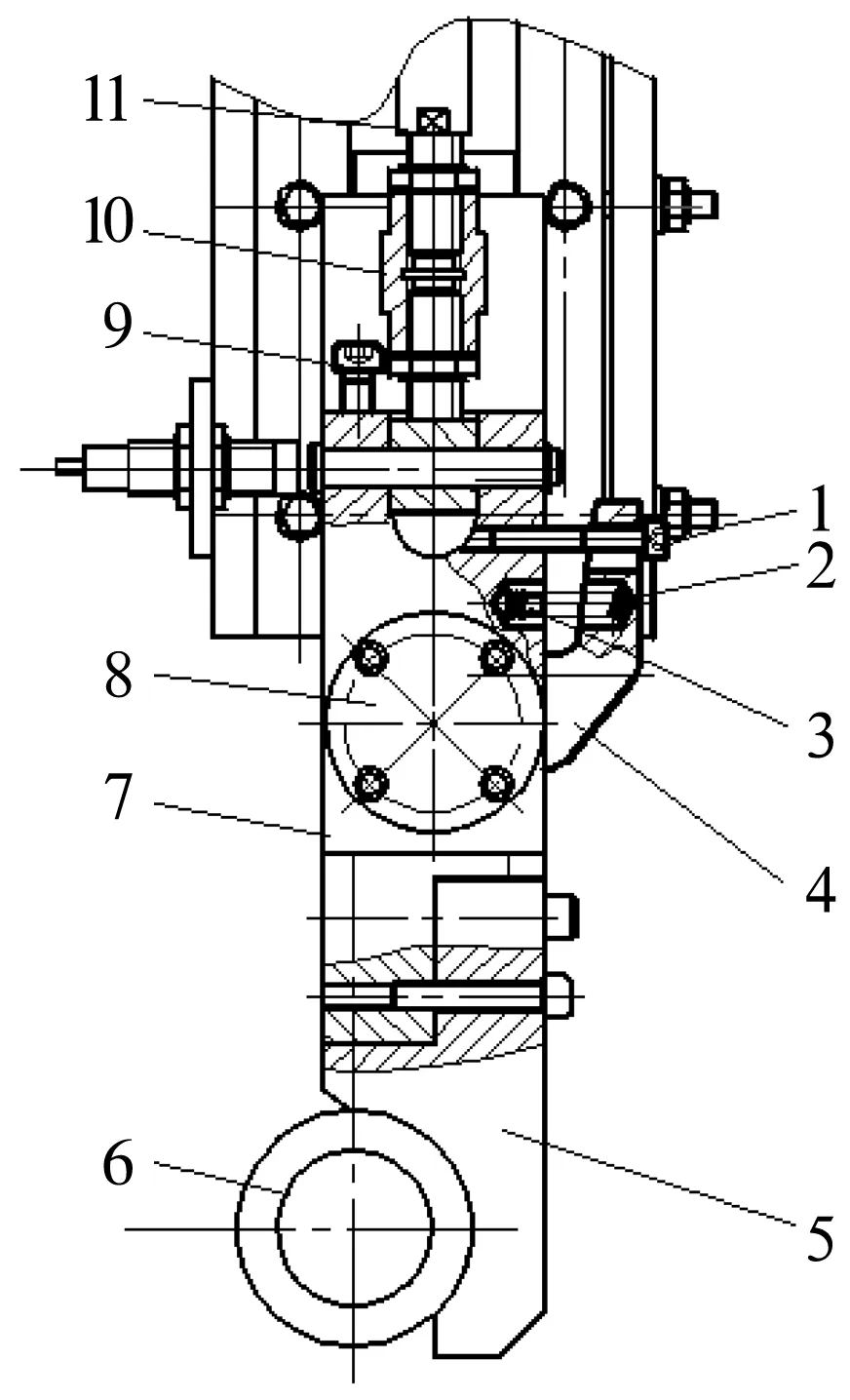
1—導向螺桿;2—壓縮彈簧;3—球頭螺桿;4—擺塊;5—機械手爪;6—工件;7—機械手架;8—軸系;9—連接塊;10—連接螺母;11—油缸活塞桿
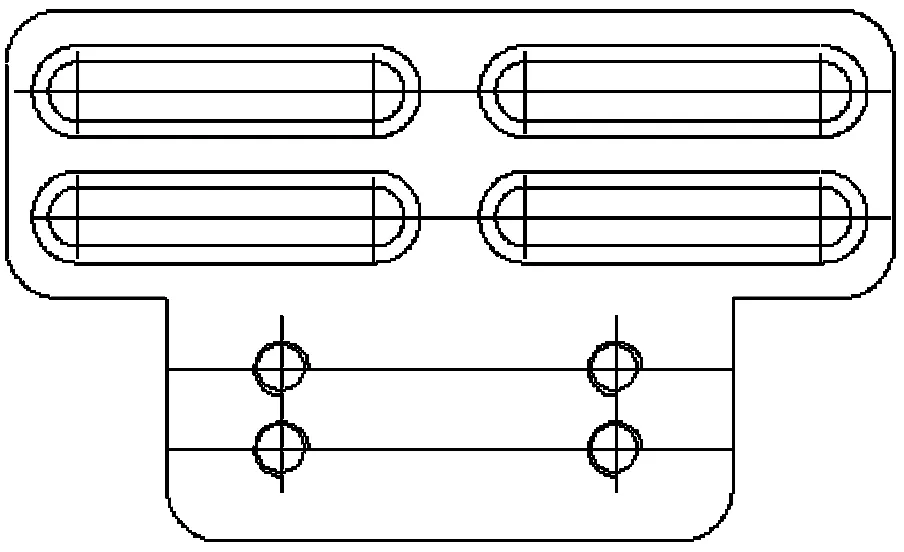
圖4 PCR130機械手底座示意圖
實踐證明,PCR130機械手的結構比較穩定,彈簧不易損壞,更適合大尺寸工件的上下料。
2.3 心軸
原PCR系列冷輾機運動時,油缸活塞桿通過連接板帶動后小滑塊內整個部件沿導桿運動,從而帶動心軸從后至前穿料,心軸后穿料結構在使用中存在調整、維修不便的弊端。因此, PCR130冷輾機采用心軸前穿料結構,如圖5所示。

1—支承座;2—深溝球軸承;3—后座;4—心軸;5—前座;6—組合軸承;7—固定座;8—調整手輪;9—滑座;10—小直線導軌;11—滑臺底板;12—大直線導軌;13—油缸
PCR130冷輾機心軸后端采用1對深溝球軸承,前端采用1對滾針推力球組合軸承,軸承均采用脂潤滑。心軸與主滑塊共用1對直線導軌,心軸整體通過滑臺底板置于導軌上,可左右移動。心軸前端安裝在心軸固定座上,固定座通過滑座固定于滑臺底板的小直線導軌上,由油缸驅動,心軸可隨滑座在導軌上前后運動,完成從前向后穿料的動作;轉動心軸前端調節座的手輪,通過調節螺桿調整心軸安裝座的前后位置,從而調整心軸的軸向位置,使心軸型槽軸向位置與輾輪型槽對中。此種結構的心軸部件,前后、左右均可獨立運動,更利于操作和維修。
2.4 主滑塊
滑塊的進給精度直接決定輾擴產品的質量,滑塊進給精度的誤差反映在產品的尺寸誤差上將會擴大幾倍,所以保證滑塊的定位精度非常關鍵。
已有型號PCR冷輾機都采用球墨鑄鐵制造的矩形導軌,耐磨性好但精度不高。PCR130冷輾機主滑塊導軌采用直線導軌。直線導軌作為一種精密直線導向部件具有承載大、精度高、磨損低、可靠性高及標準化等優良特性;與滑動導軌相比,摩擦阻力大幅度降低;動、靜摩擦力之差很小,隨動性極好,即驅動信號與機械動作滯后的時間間隔短,有益于提高數控系統的響應速度和靈敏度;能實現高定位精度和重復定位精度;成對使用時具有“誤差均化效應”,從而降低導軌安裝面的加工精度,降低基礎件的機械制造成本與難度[5]。
如圖6所示,PCR130冷輾機的滑塊體由6個M20螺釘及1個回轉銷與動導軌板連接,通過動導軌板整體安裝在直線導軌滑塊上。松開6個M20螺釘時,調整2個M8螺釘能使滑塊體相對動導軌旋轉,用以調節輾擴工件錐度, 動導軌側面有4個螺釘用于定位導軌塊;搭鉤結構與心軸單元連接,使主滑塊與心軸既可以同步運動也可以相互獨立運動。直線導軌結構使位移測量更加精確,從而提高了產品精度。
1—直線導軌;2—動導軌板;3—搭鉤裝置;4—滑塊體;5—調錐度螺釘;6—定位螺釘;7—滑塊;8—銷軸
2.5 整徑機
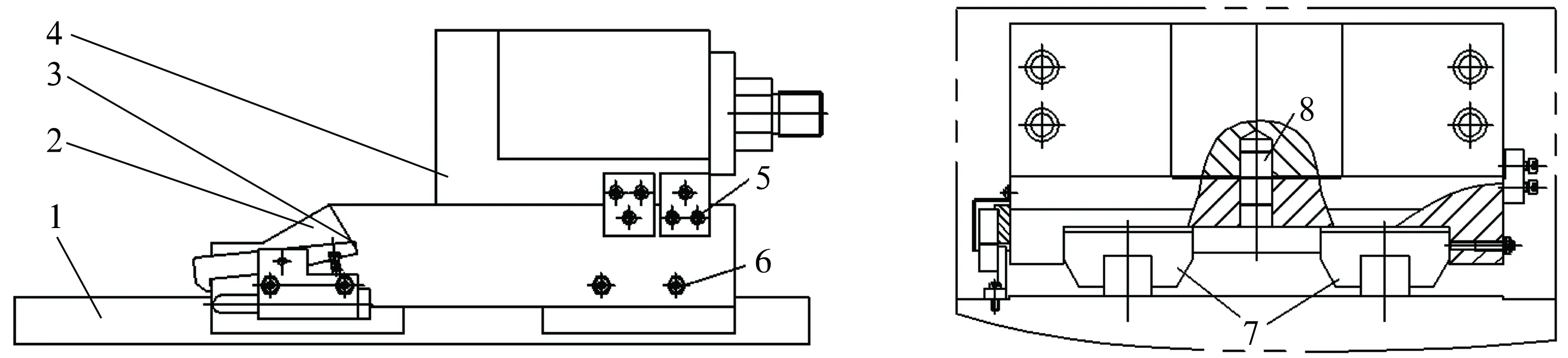
PCR130整徑機結構設計主要是為了適應客戶所使用模具的安裝要求,整徑機主體由整徑缸、整徑模、擋料桿、凸模、擋料塊、前后支架板、連板、進料底板、導板、導桿、導套等組成。其中,整徑模、凸模、擋料塊為更換件。目前行業內使用的整徑機多為一臺設備只能實現一種功能,即只能完成對套圈外徑或內徑的整形。PCR130整徑機的突出優勢是在同一臺設備上通過更換工裝可以分別完成套圈內徑和外徑的整形。整徑機結構如圖7、圖8所示。
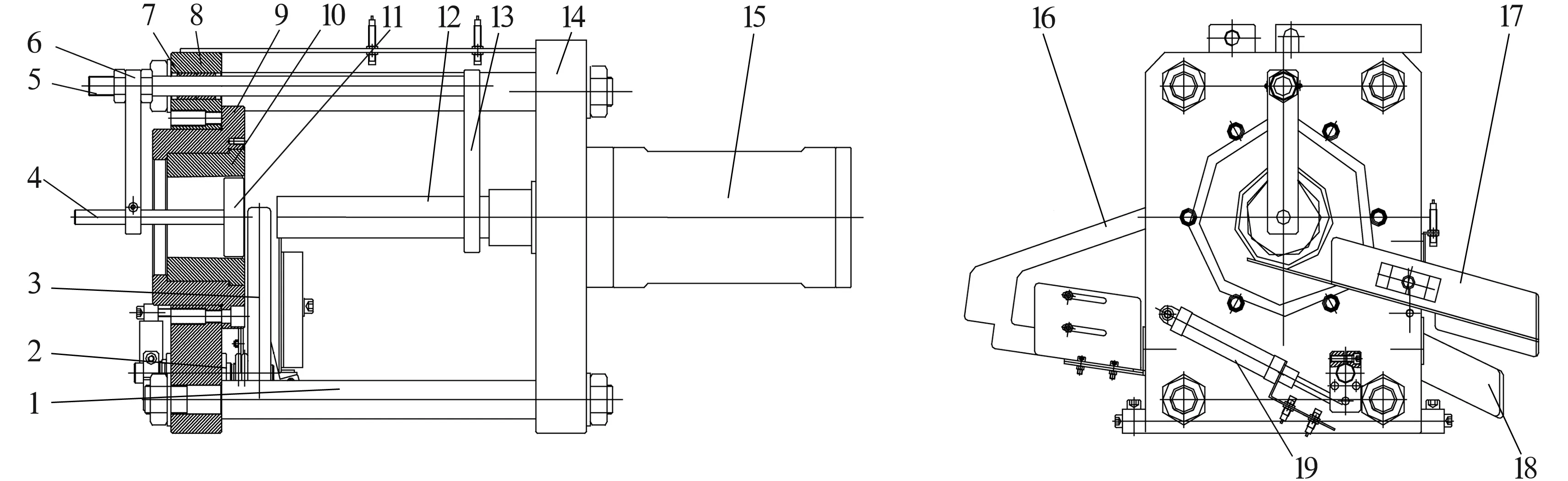
1—拉桿;2—上料擺臂裝置;3—上料板;4—擋料桿;5—導桿;6—連板;7—導套;8—前支架板;9—整外徑過渡套;10—整外徑模具;11—擋料塊;12—凸模;13—導板;14—后支架板;15—整徑油缸;16—上料道;17—下料道;18—出料道;19—上料油缸
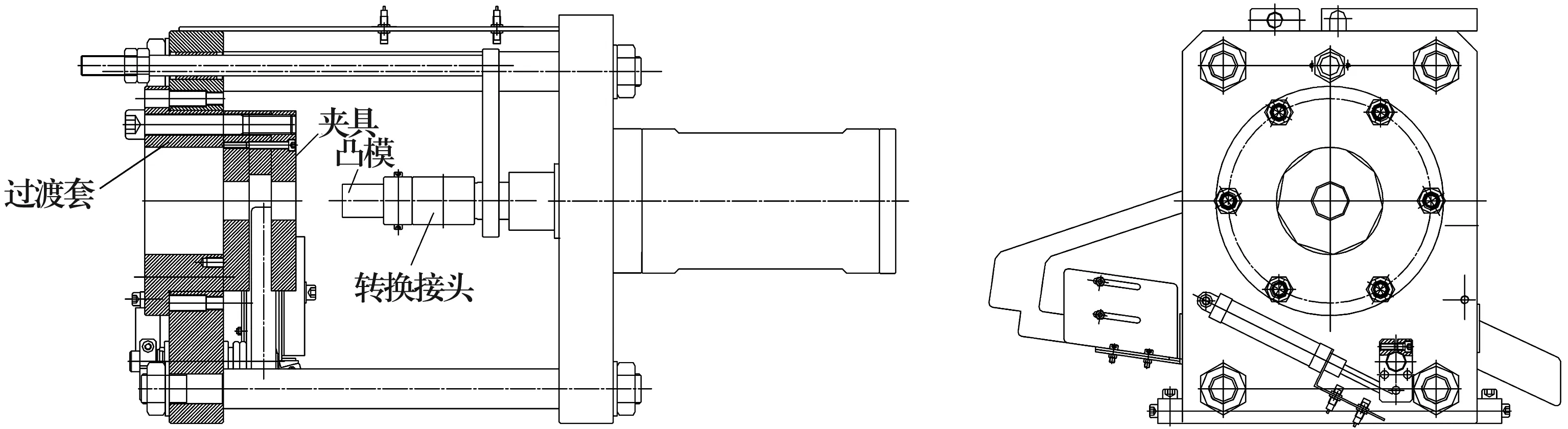
圖8 PCR130整徑機整內徑工裝結構示意圖
整徑機上料時,由上料擺桿帶動工件進入待整工位(上料裝置由上料擺桿、上料托板和上料擋板組成),上料擺桿與轉軸的一端相連,轉軸另一端與轉臂相連,油缸驅動轉臂左右擺動從而帶動上料擺桿上下料,工作時適當調整上料裝置,使工件順利進入整徑模。
整徑機整內徑時,不需要擋料桿和擋料塊,拆下即可;更換過渡套,按順序安裝3塊整內徑專用夾具;通過整內徑轉換接頭將內徑凸模連接在油缸活塞桿上。
整徑機整外徑出料時,工件從整外徑出料道滑入下料道出料;整內徑出料時直接從下料道出料。即無論整外徑還是內徑都從同一下料道出料,機罩出料口也只需一個,簡化了結構。
3 技術參數
PCR130冷輾機現已試制成功并投入生產,機床實際技術指標見表1。
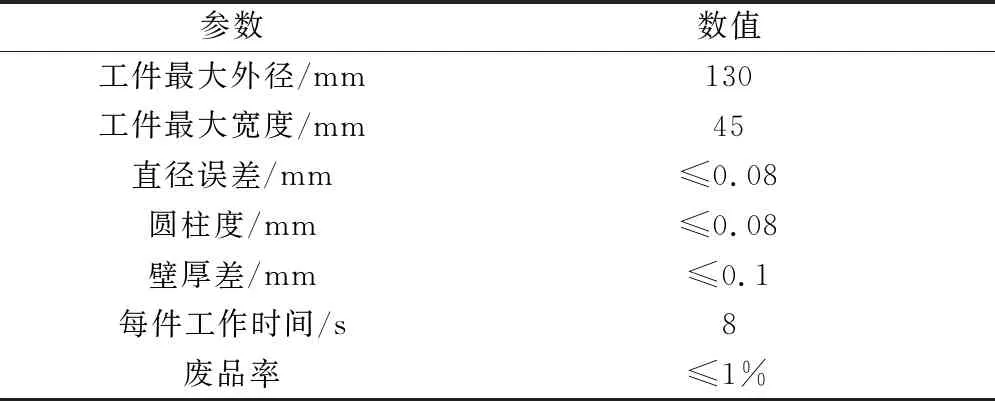
表1 PCR130冷輾機技術參數
通過實際生產驗證,PCR130冷輾機滿足了機床高可靠性、工裝快速更換的要求,結構更加優化,與同系列機床相比,操作和維修更加方便,穩定性和適用性均滿足實際需求。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50