環(huán)件鑄造工藝數(shù)值模擬及試驗
2014-07-21 09:35:24王明禮
軸承 2014年12期
關(guān)鍵詞:工藝
王明禮
(洛陽LYC軸承有限公司 技術(shù)中心,河南 洛陽 471039)
數(shù)值模擬技術(shù)在鑄造行業(yè)已得到較為廣泛的應(yīng)用,成為利用高新技術(shù)改造傳統(tǒng)產(chǎn)業(yè)的成功范例,鑄造數(shù)值模擬技術(shù)對推動鑄造行業(yè)的技術(shù)進(jìn)步起著越來越重要的作用[1-3]。
傳統(tǒng)特大型軸承套圈毛坯加工工藝為:鋸切下料→料段加熱→鐓餅→擴(kuò)孔→輾擴(kuò)。由于加工工序繁多,鍛件的加工成本較高。采用鑄輾復(fù)合工藝對鑄環(huán)件進(jìn)行加熱和輾擴(kuò),省去了鋸切下料、料段加熱、鐓餅、擴(kuò)孔等工序,使特大型軸承套圈毛坯的生產(chǎn)成本得以大幅度降低。
由于傳統(tǒng)鑄造工藝得到的鑄件中存在較嚴(yán)重的氣孔、砂眼和夾渣等鑄造缺陷,而鑄輾復(fù)合加工軸承鍛件毛坯的變形相對較小,因此,對鑄環(huán)件提出了更高的質(zhì)量要求。采用傳統(tǒng)鑄造工藝生產(chǎn)的鑄環(huán)件,輾擴(kuò)后得到的軸承鍛件毛坯難以滿足特大型軸承的要求,為了使鑄輾復(fù)合新工藝生產(chǎn)的軸承毛坯各項性能滿足技術(shù)要求,必須進(jìn)行大量的鑄造工藝試驗和檢驗。采用先進(jìn)的鑄造數(shù)值模擬技術(shù)可以分析鑄件缺陷形成的原因,并且可以用鑄造數(shù)值模擬的方法代替大量的鑄造工藝試驗,使鑄造工藝參數(shù)得以優(yōu)化,最終達(dá)到降低鑄造工藝試驗費用、提高鑄件質(zhì)量的目的。
1 原鑄造工藝設(shè)計
為了控制軸承鑄環(huán)件成形過程中形成的縮孔、縮松、偏析等缺陷和細(xì)化鑄環(huán)件晶粒,采用砂型鑄造工藝進(jìn)行試驗, 試驗產(chǎn)品型號為013.30.1220.03/01,材料為42CrMo,其澆注零件圖如圖1所示。
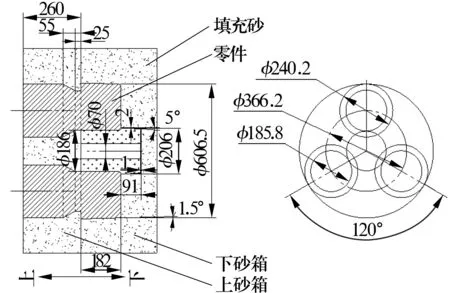
圖1 澆注零件圖
按照設(shè)計的鑄造工藝進(jìn)行試驗,然后將鑄成的鑄環(huán)件切割成低倍試片進(jìn)行低倍組織檢驗。檢驗發(fā)現(xiàn),在鑄環(huán)件冒口2~5 mm處存在低倍缺陷(圖2)。對低倍試片進(jìn)行金相組織分析,可見缺陷處組織中鐵素體晶粒粗大,珠光體呈較大的點、塊狀分布,如圖3a、圖3b、圖3d所示;在圖3c中可明顯看到一黑色帶狀雜質(zhì)。鑄件組織中的粗大鐵素體、珠光體以及雜質(zhì)可顯著降低鑄件的綜合性能,并且對后續(xù)輾擴(kuò)工序產(chǎn)生極其不利的影響。
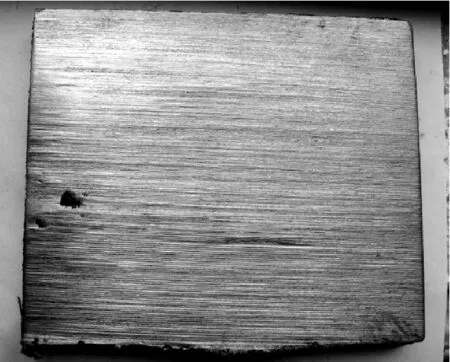
圖2 鑄環(huán)件低倍試片(宏觀)
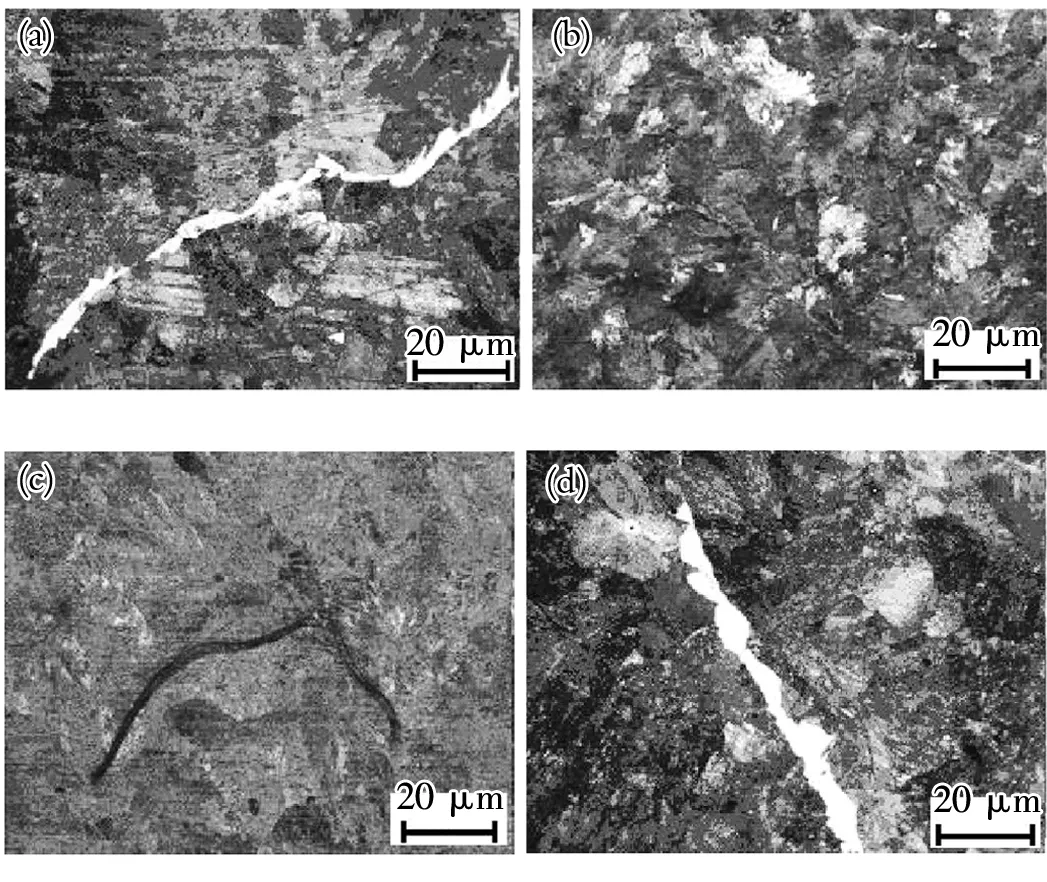
圖3 金相組織圖
2 鑄造工藝模擬及試驗研究
傳統(tǒng)鑄件的生產(chǎn)主要依靠工程技術(shù)人員的經(jīng)驗,缺乏科學(xué)的理論依據(jù),特別是對于復(fù)雜件和重要件,生產(chǎn)中往往要反復(fù)修改鑄造工藝方案來達(dá)到最終的技術(shù)要求。這種“經(jīng)驗+試驗”的方法導(dǎo)致鑄件研制周期長、成本高,且質(zhì)量不可靠,已不能適應(yīng)工業(yè)發(fā)展的需求。鑄造 ProCAST模擬技術(shù)利用計算機技術(shù)改造和提升傳統(tǒng)鑄造技術(shù),對降低生產(chǎn)成本,提高鑄造企業(yè)競爭力有著不可替代的作用。其主要適用于鑄造工藝試驗的模擬,優(yōu)選最佳鑄造工藝,達(dá)到降低鑄造試驗成本,提高鑄造試驗效率的目的[4]。
2.1 ProCAST數(shù)值模擬
利用ProCAST專業(yè)鑄造模擬軟件對設(shè)計的鑄造工藝進(jìn)行數(shù)值模擬分析。由于鑄件凝固時間、凝固狀態(tài)直接影響出模時間,且在鑄輾復(fù)合成形中需要利用鑄造余熱進(jìn)行輾擴(kuò),所以著重研究固相凝固時間、縮松比和固相率3個技術(shù)指標(biāo)。數(shù)值模擬分析發(fā)現(xiàn)的缺陷部位與實際鑄造情況基本一致。圖4為模擬進(jìn)行到第17 750步時鑄件和冒口各個部分凝固時間的分布情況,可見冒口呈V形收縮,與空氣接觸的部位因熱量能較快地傳遞,凝固時間最短;而冒口根部和環(huán)件內(nèi)部邊緣不易散熱,最后凝固。圖5為模擬進(jìn)行到第12 730步時各區(qū)域出現(xiàn)縮松的概率,從圖中可以明顯看出:冒口下方、環(huán)件內(nèi)部上方的2個小區(qū)域縮松比最高,該處最易出現(xiàn)鑄造縮松缺陷。模擬在8 230步時,如圖6固相分布云圖所示,鑄件心部凝固最慢,圖中固相率相對較高的位置與圖5中的縮松比較高的位置一致。鑄件在凝固中,由于凝固順序?qū)е碌蔫T件凝固不均,后凝固的部位受先凝固部位的限制,導(dǎo)致鑄件內(nèi)部應(yīng)力不均,從而導(dǎo)致縮松比的分布不均。

圖4 固相時間

圖5 縮松比
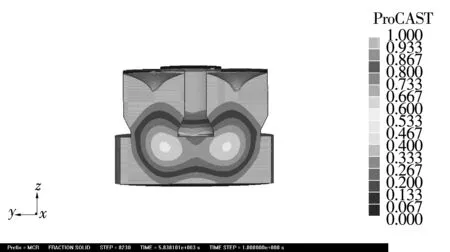
圖6 固相率
2.2 低倍缺陷產(chǎn)生的原因
根據(jù)鑄造工藝、金相組織分析和鑄造數(shù)值模擬分析結(jié)果,確定鑄件產(chǎn)生低倍缺陷的原因為:
(1)冶煉環(huán)節(jié)沒能有效除雜,以致有害雜質(zhì)殘留在鋼水中,隨澆注留在了鑄件內(nèi);
(2)冒口位置、大小設(shè)置不夠合理,不能有效補縮;
(3)澆注速度過快。
2.3 鑄造工藝的改進(jìn)
針對鑄件低倍缺陷產(chǎn)生的原因,結(jié)合鑄造工藝數(shù)值模擬得到的結(jié)果,對初步設(shè)計的鑄造工藝進(jìn)行優(yōu)化改進(jìn),改進(jìn)措施為:
(1)增加冒口尺寸,由原來的200 mm增加到260 mm;
(2)澆注時增加過濾網(wǎng);
(3)采用下鑄法進(jìn)行澆注;
(4)降低澆注溫度,由原來的1 620 ℃出爐后直接澆注改為出爐后降低至1 530~1 550 ℃時澆注。
改進(jìn)后的澆注零件圖如圖7所示。ProCAST參數(shù)設(shè)置:鑄件與冷鐵、砂箱間換熱系數(shù)為300 W·m-2·K-1,冷鐵與砂箱間換熱系數(shù)為1 000 W·m-2·K-1,鑄造系統(tǒng)為空冷,澆注速度為400 mm/s,澆注溫度為1 560 ℃。數(shù)值模擬完全凝固后鑄件的縮松、縮孔分布如圖8所示。由圖可知,在冷鐵和冒口的共同作用下,鑄件實現(xiàn)了由外向內(nèi)、自上而下的順序凝固,冷鐵作用明顯,冒口尺寸合理,補縮充分,縮松、縮孔留在冒口內(nèi),鑄件不存在缺陷,模擬結(jié)果和設(shè)計思路相符。
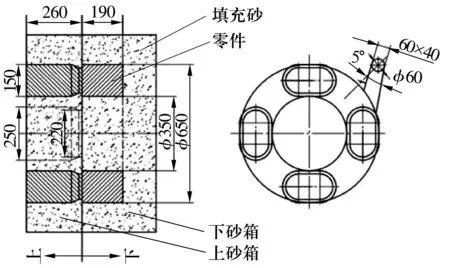
圖7 改進(jìn)后的澆注零件圖
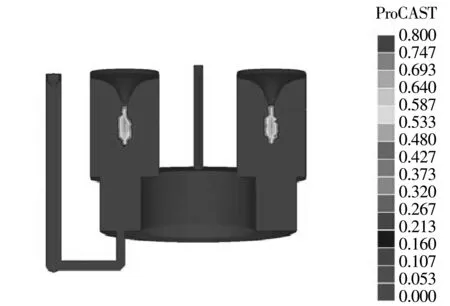
圖8 縮松、縮孔切面分布圖
2.4 鑄件低倍組織檢驗
解剖改進(jìn)后鑄造工藝澆注的鑄件,進(jìn)行低倍組織檢驗,檢驗結(jié)果如圖9所示。由圖可知,原鑄造工藝鑄件中存在的低倍缺陷已完全消失,低倍組織符合要求。
3 結(jié)束語
利用ProCAST專業(yè)鑄造模擬軟件對設(shè)計的鑄造工藝進(jìn)行數(shù)值模擬分析,研究固相凝固時間、縮松比和固相率3個指標(biāo),可以確定鑄件缺陷形成的部位,通過試驗研究和數(shù)值模擬相結(jié)合,制定了最優(yōu)澆鑄工藝,對制定理想的鑄造工藝具有重要的指導(dǎo)意義。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
