BOM毛毯底網熱定型對其性能的影響
2014-09-03 07:27:06
產業用紡織品 2014年9期
(1. 江南大學非織造技術中心,無錫,214122;2. 江南大學生態紡織教育部重點實驗室,無錫,214122;3. 徐州工業用呢廠,徐州,221000)
底網針刺造紙毛毯(batt on mesh papermaking felt,簡稱 BOM毛毯)具有抗壓縮性好、尺寸穩定性好、濾水性強、使用壽命長等特點[1-2],使其在如今的寬幅、高速造紙機上應用廣泛。BOM毛毯由底網和毛網組成,其中底網是采用單絲和單、復絲合股化纖材料,運用不同技術織造而成的單層、雙層、多層、疊層環形織物[3-4]。底網是BOM毛毯的骨架,是確保毛毯尺寸穩定性的關鍵[5]。
BOM毛毯的底網在進行針刺之前必須經過熱定型,以消除底網在前道加工工序產生的內應力,穩定底網經緯紗的位置,使底網網面更加平整,縱向伸長率和橫向收縮率等方面更接近和滿足成品毛毯對此參數的要求[6]。
底網熱定型是將底網加熱到玻璃化溫度以上、熔點以下,并對底網縱橫向施加一定的拉伸力。在玻璃化溫度以上,底網綜絲大分子鏈間聯結點得到舒解和重建, 不穩定結構變為穩定結構。同時,在張力作用下,大分子鏈沿受力方向伸展,排列更加整齊,取向度提高,使底網斷裂強力提高,斷裂伸長降低,從而降低毛毯在使用過程中的伸長[7]。本文采用徐州工業用呢廠織造的底網為試驗材料,通過改變底網熱定型中的溫度與時間兩個參數,進行試驗,并對底網的尺寸穩定性與拉伸性能進行了測試與分析。
1 試驗部分
1.1 材料與儀器
材料:3/1破斜紋底網,經紗為0.2 mm×4錦綸66綜絲,緯紗為0.34 mm錦綸66綜絲,徐州工業用呢廠生產。
儀器:YG141D型織物厚度儀,寧波紡織儀器廠;TA-Q200示差掃描量熱儀,沃特世科技(上海)有限公司;R-3型定型烘干機,瑞比染色試機有限公司;3385H型電子萬能材料試驗機,INSTRON實驗設備貿易有限公司。
1.2 試驗方法
1.2.1 底網試樣的準備
將底網試樣裁剪為30 cm×40 cm適合定型機的尺寸,共32塊。
1.2.2 試驗的設計
錦綸66玻璃化溫度一般為85 ℃,使用TA-Q200示差掃描量熱儀測得本試樣的錦綸66綜絲熔點為260 ℃,結晶溫度為228 ℃。再根據工廠中底網熱定型時間、溫度與預伸長條件的經驗值,設定本試驗定型溫度(指定型時底網的網面溫度)為180、185、190、195、200、205、210和215 ℃,定型時間為20、30、40和50 s。以不同時間與不同溫度的組合為試驗條件進行試驗。
定型時采用縱向定長、橫向不控幅的定型方式,將裁好試樣的縱向(即經向)以1.3%的預伸長固定在R-3型定型烘干機的定型框兩面的釘板上,采用熱風對流熱定型,按照上述條件進行試驗,然后對其性能進行測試。
1.3 定型前后底網性能的測試
1.3.1 橫向收縮率
測量每一塊試樣定型前后的經密各5組,求平均值。設定型前經密平均值為P0,定型后經密平均值為P1,則計算公式為:

1.3.2 厚度壓縮率
使用YG141D型織物厚度儀,加輕壓(50cN),加壓時間10s,測量每一塊試樣定型前后厚度各5組,求平均值。設定型前厚度平均值為Z0,定型后厚度平均值為Z1,則計算公式為:

1.3.3 壓縮回彈性
使用YG141D型織物厚度儀,加輕壓(50cN),加壓時間10s,讀取數值為T0;再加重壓(400cN),加壓時間為10s,讀取數值為TS,解除重壓10s后再加輕壓10s,讀取數值為Tr。計算公式如下:

底網定型前后均須測5組后求平均值。
1.3.4 縱向拉伸性能
使用3385H型電子萬能材料試驗機,該儀器所能夾取試樣的最大寬度為25mm,有效夾持距離采用200mm,拉伸速度采用300mm/min。裁剪的試樣尺寸為25mm×300mm,測試定型前后底網縱向的拉伸應變、拉伸應力與彈性模量。
2 結果與討論
2.1 底網定型效果
在底網熱定型的過程中,錦綸66大分子鏈重排,取向度提高,部分高彈形變轉變為塑性形變,消除BOM毛毯底網綜絲的內應力[8]。另外,熱定型還可以消除底網在合股、卷緯、整經和織造過程中產生的殘余應力。定型后,經緯線交織結構更加穩定,筘痕與緯紗稀密路得到了明顯的改善,網面更加平整,這有利于毛毯表面纖維的固結和提高濾水透氣性能的均勻性。觀察定型效果發現:在185 ℃以上條件下定型的底網網面平整度較好,消除內應力效果較明顯;但溫度過高、時間過長容易導致錦綸66綜絲融化變黃。具體情況見表1。
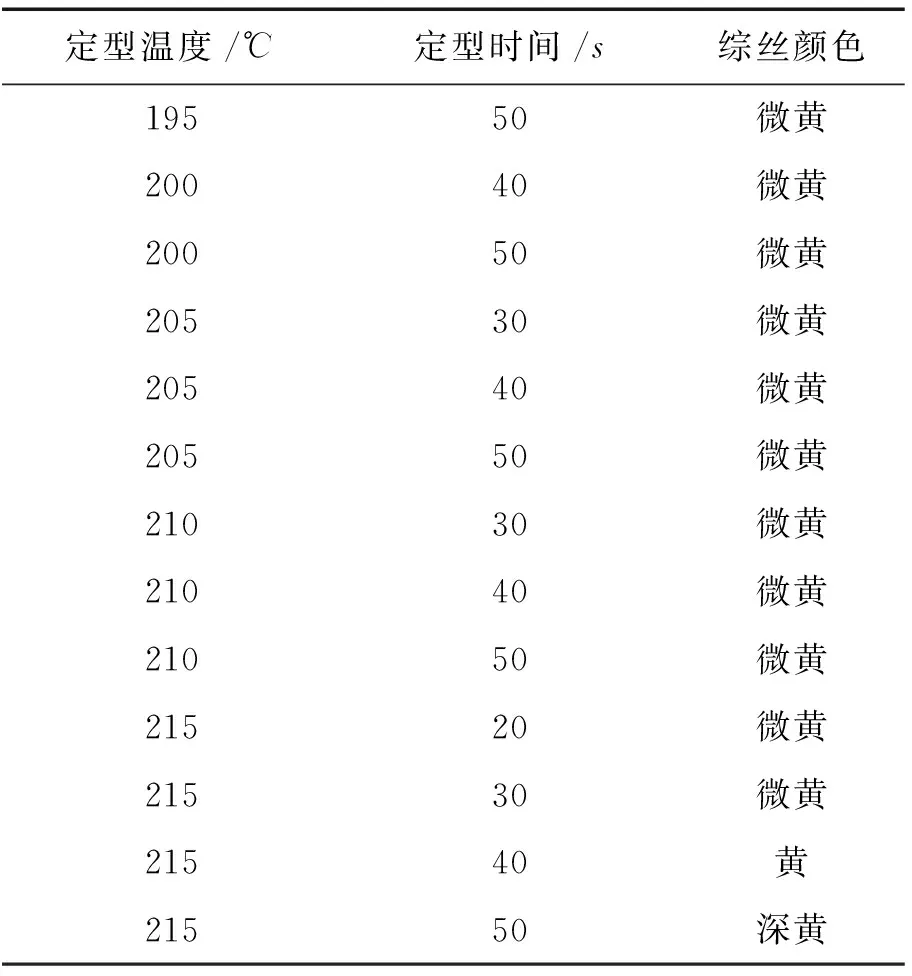
表1 不同定型條件下網面變黃情況
由表1可以看出,當定型時間達到50s時,即使定型溫度低也容易使網面融化變黃;而當定型溫度達到215 ℃時,定型時間短的網面輕微變黃,定型時間長的網面大面積融化變黃,顏色加深。在熱定型的過程中,底網在拉伸力的作用下進行了松弛過程,高聚物的松弛過程需要一定的時間。松弛過程就是通過大分子鏈段的運動消除內應力和高彈形變,達到一種新的平衡的過程。對于同一種高聚物,松弛時間視溫度而定,溫度越高,松弛時間越短。因此,為了避免底網在熱定型過程中受到損傷,定型時間與定型溫度需要匹配,選擇一個合適的值。
2.2 底網性能測試結果與分析
2.2.1 橫向收縮率和厚度壓縮率
不同時間、不同溫度條件下定型的底網的橫向收縮率測試結果見圖1。
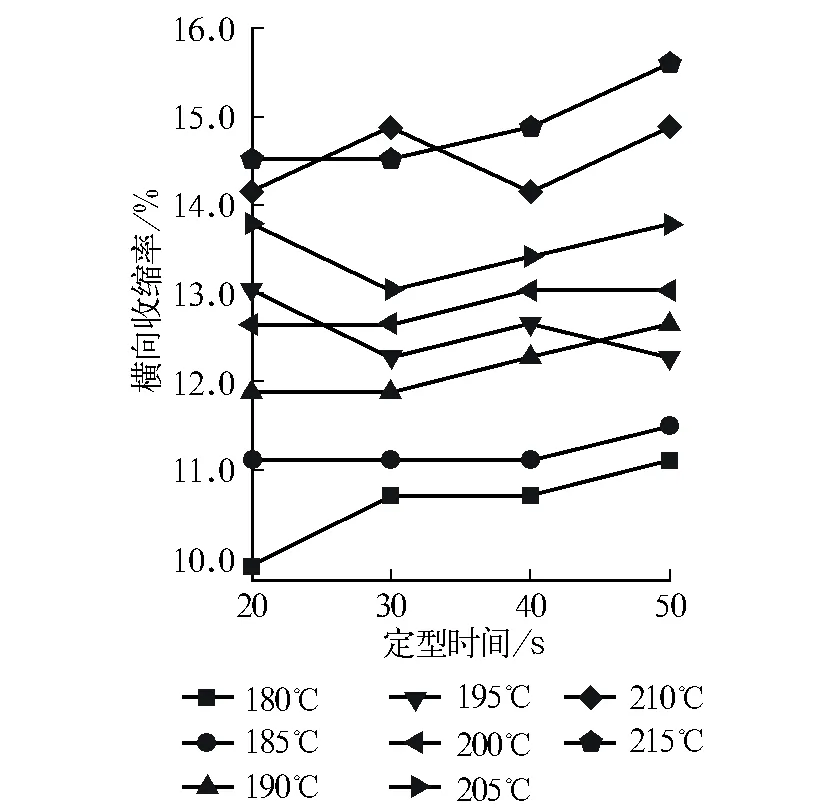
圖1 不同定型條件下的底網橫向收縮率
由圖1可以看出:隨著定型時間的增加,底網的橫向收縮率有所增大,但增大的幅度很小,說明定型時間對橫向收縮率的影響比較小;而隨著定型溫度的升高,底網的橫向收縮率明顯增大,說明溫度對于橫向收縮率的影響較大。
不同時間、不同溫度條件下定型的底網的厚度壓縮率測試結果見圖2。
由圖2可以看出,厚度壓縮率的變化情況與橫向收縮率相似。隨著定型時間的增加,底網的厚度壓縮率有小幅的提高;而隨著定型溫度的升高,底網的厚度壓縮率大幅度提高。
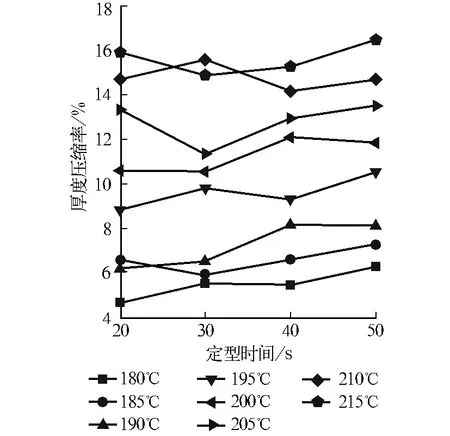
圖2 不同定型條件下的底網厚度壓縮率
在熱定型過程中,底網在拉伸力的作用下,橫向會有一定程度的收縮,同時厚度變小,產生變形,這些變形主要包括普彈形變、高彈形變和塑性形變。當定型溫度達到玻璃化溫度以上時,分子間作用力減弱,分子鏈段開始自由移動,在一定外力作用下發生變形,分子鏈間部分原有的次價鍵被拆開,在新的位置上重建,迅速冷卻后分子鏈相互位置即被凍結而固定下來,解除外力后底網的形狀得以固定。這樣形成的新結構更加致密與穩定,提高了底網的尺寸穩定性,能夠有效防止底網在使用的過程中發生變形,給造紙生產帶來危害[9]。
2.2.2 壓縮回彈性
定型前底網的壓縮彈性率平均值為78.32%。不同時間、不同溫度條件下定型的底網的壓縮彈性率測試結果見圖3。
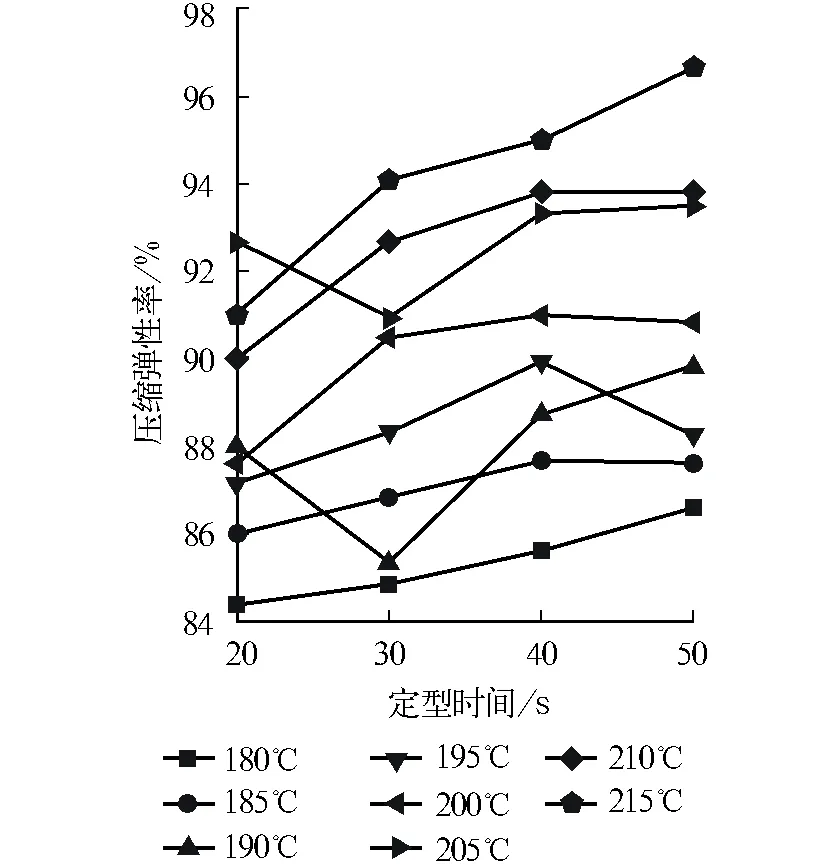
圖3 不同定型條件下的底網壓縮彈性率
由圖3可以看出,在不同條件下定型后的底網壓縮彈性率比定型前都有很大幅度的提高。隨著定型溫度與定型時間的增加,底網的壓縮彈性率都有所增大,但從增大的幅度來看,溫度的影響明顯大于時間的影響。
2.2.3 縱向拉伸性能
通過以上分析可以看出,定型時間對于定型效果的影響較小。定型50s易導致底網融化變黃,故選取效果較好的定型時間40s,在不同定型溫度下對試樣進行了拉伸性能的測試,并與定型前的試樣進行比較,結果見表2。
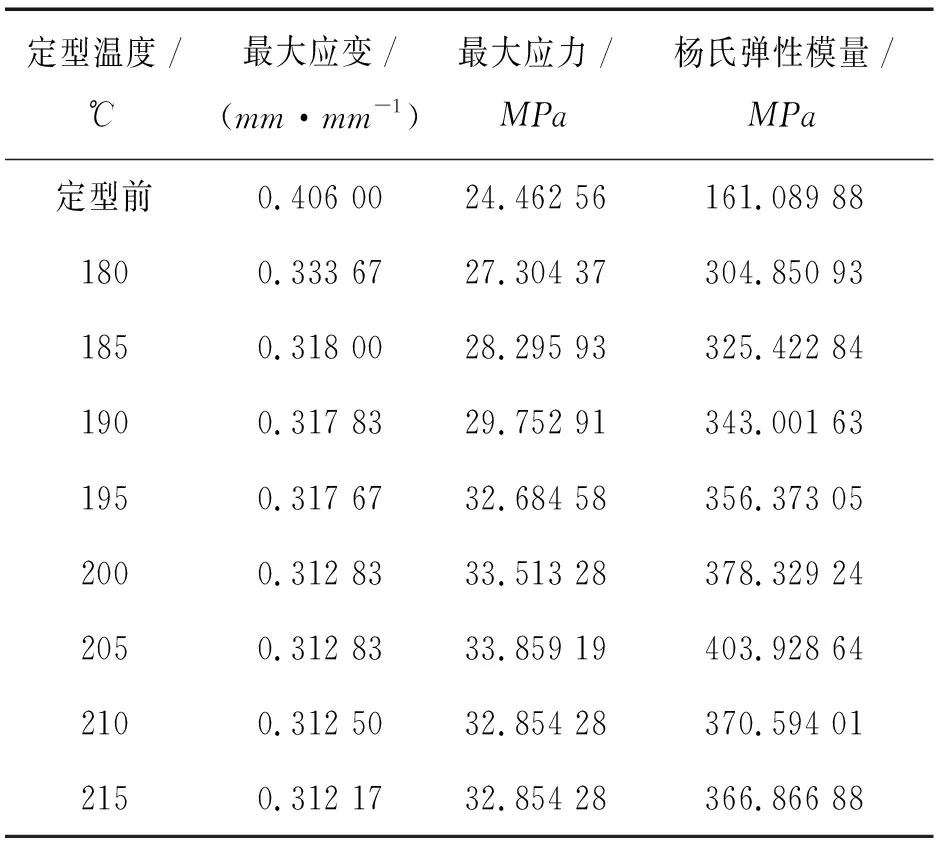
表2 不同溫度下定型的底網拉伸性能
注:定型時間均為40s。
如表2所示,隨著熱定型溫度的提高,拉伸應變先減小后趨于穩定,拉伸應力和彈性模量先增大后減小,在205 ℃溫度下達到最大值。這說明在205 ℃下定型,可實現應力的提升,同時達到減小應變的效果,使底網的尺寸穩定性最佳。
BOM毛毯在造紙機上運行時, 會受到高線壓力與反復拉伸力的作用, 因此BOM毛毯需要具有良好的抵御外力的能力[10]。良好的壓縮回彈性可以保證BOM毛毯的骨架具有抵抗壓縮的能力,同時底網良好的抵抗拉伸的性能對于毛毯的運行也十分重要。
綜上所述,底網熱定型時應控制設備條件,使網面溫度控制在185~195 ℃之間,可使底網在應力和模量提升時減小應變,使其在后道加工工序和使用過程中保持較好的尺寸穩定性,同時保證底網不會在熱定型過程中被損壞。在針刺后的毛毯熱定型時可采取大于205 ℃的溫度,當熱量從毛網傳遞到底網并使底網溫度達到205 ℃時,可使底網進一步收縮,起到固定毛網的作用,防止掉毛;同時進一步減小其中底網的應變,增大其應力與模量,提升底網乃至整個毛毯的尺寸穩定性以及使用性能。
3 結論
(1)隨著定型溫度的升高,底網的橫向收縮率、厚度壓縮率和壓縮彈性率都有明顯的增大。溫度越高,越有利于網面趨于平整與均勻。隨著定型時間的增大,底網的橫向收縮率、厚度壓縮率和壓縮彈性率都有所增大,但增大的幅度很小。
(2)定型溫度過高和定型時間過長都會導致網面融化變黃,底網的熱定型宜采用低溫慢速定型, 以免損傷底網。定型時間采用40s可兼顧定型效果與避免底網損傷。
(3)隨著定型溫度的升高,底網縱向拉伸應變逐漸減小,拉伸應力與彈性模量先增大后減小,在205 ℃時達到最大值。為達到熱定型消除內應力的效果同時不損傷底網,定型溫度應控制在185~195 ℃之間,BOM毛毯熱定型溫度可高于205 ℃。
[1] 崔毅華,王新厚.底網壓榨毛毯纖維材料和加工工藝的研討[J].紡織學報,2004,25(3):103-105.
[2]HAKALAT,WILENIUST,HARLINA.Laboratoryageingtestdeviceforpress-feltclothesofpapermachine[J].AUTEXResearchJournal,2007,7(1):70-79.
[3]HAKALAT,HEIKKILP.Pressfeltscoatedwithelectrospunnanofibres[J].Fibres&TextilesinEasternEurope,2011,19(1):89-93.
[4] 張廣傳.高耐磨PA6短纖維在造紙業中的應用[J].山東紡織經濟,2010(3):55-56.
[5] 鄧炳耀,晏雄.造紙壓榨毛毯底網結構的設計[J].棉紡織技術,2006,34(1):61-62.
[6] 韓邦春,呂向陽,劉一山.BOM毛毯尺寸的穩定性及其控制[J].紙和造紙,2007,26(2):21-24.
[7] 劉曉華.熱定型對毛毯使用性能的影響[J].中華紙業,2008(14):68-71.
[8] 羅佳麗.復合造紙毛毯的工藝與性能研究[D].青島:青島大學,2007.
[9] 韓邦春.淺析BOM毛毯尺寸的穩定性及其影響因素[J].華東紙業,2010,41(4):59-65.
[10] 羅佳麗,潘福奎.造紙毛毯拉伸性能研究[J].山東紡織科技,2007(2):52-54.