新型復合式高爐風口的研制
2014-09-04 09:26:00萬旭偉盧獻忠楊彥芳范曉明
中國鑄造裝備與技術 2014年2期
萬旭偉,盧獻忠,楊彥芳,鐘 毅,范曉明
(1.武漢鋼鐵重工集團有限公司,湖北武漢 430083;2.武漢鋼鐵(集團)公司研究院,湖北武漢 430080;3.武漢理工大學,湖北武漢 430070)
1 問題的提出
高爐送風風口是高爐冶煉生鐵生產中的一個關鍵備件。其工作環境嚴峻,屬于連續工作而且無法在使用中檢修更換,一旦破損,將給生鐵產量、質量和焦比等帶來不利的影響。如果風口壽命低,不僅備件費用增加,焦耗增加,而且高爐休風率增加,經濟損失很大。因此,風口破損以及風口壽命一直是煉鐵界關注的一個重要課題,提高風口壽命對煉鐵企業和國民經濟具有重大的經濟效益[1]。
影響高爐風口壽命的因素很多,如風口結構、冷卻強度、制作質量等。一般認為,高爐風口破損的主要形式是熔損、龜裂和磨損[1~3]。整鑄銅風口是一種重要的高爐風口,但是,在生產使用中往往存在以下問題:①風口銅含量不高(97.5%~98.5%),熱導率不高;②整鑄銅風口易產生氣孔、夾渣、粘砂等缺陷,尤其是內腔易粘砂,導致風口傳熱差,頭部易燒壞;③整鑄銅風口壁厚尺寸精度不易控制,容易導致鑄造縮松等缺陷和使用中導熱不均導致龜裂等缺陷。鑒于整鑄銅風口的質量現狀,作者基于長期的工程實踐經驗,借鑒國內外先進的高爐風口制備技術,針對整鑄銅風口出現的問題,研發了一種新型復合式高爐風口。本文將簡要介紹其技術特點和生產應用情況,但愿對促進高爐風口壽命的提高有所裨益。
2 新型復合式高爐風口的主要特點及技術要求
2.1 主要特點
(1)整體結構優化。新型銅風口為復合式結構,采用鑄造本體和熱擠壓帽頭(含鋼制導流器)組裝焊接加工而成。結構優化前后的風口示意圖見圖1。
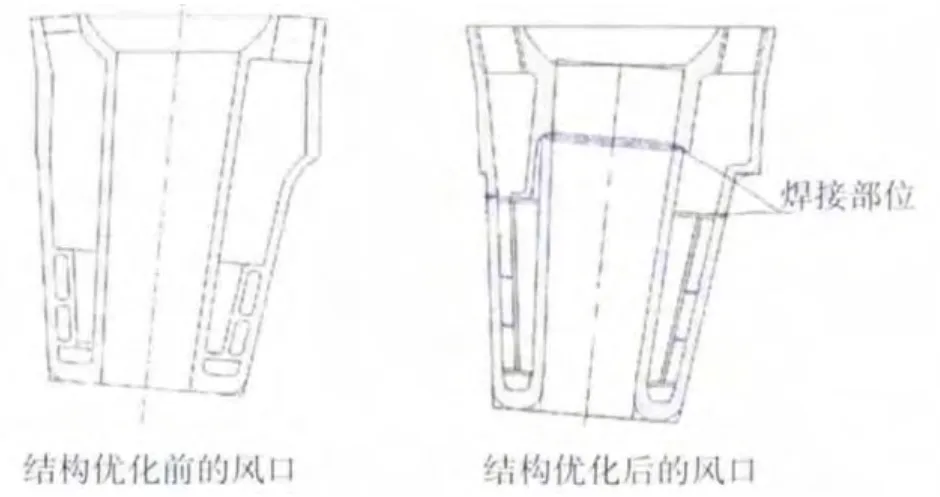
圖1 結構優化前后的風口示意圖
新型風口的后端本體和前端帽頭實物照片分別如圖2和圖3所示。

圖2 后端本體鑄件

圖3 前端帽頭
(2)水道結構。復合式風口的前端帽頭采用貫流式螺旋封閉水道(見圖4),使其內部水流通道結構更加科學合理,尺寸嚴格控制在設計公差范圍內,確保流量、壓力、壓損等參數滿足技術要求,可大大提高冷卻效果與使用壽命。而貫流式風口和類似的高壓水冷銅管螺旋風口由于冷卻強度大,很少被燒壞,主要破損形式是磨損和開裂,對這類風口的研究重點在防止磨損方面和提高風口制造質量上。因此,為了提高風口表面耐磨性,作者曾采用表面合金共滲處理,但由于共滲層較薄,其使用效果不太明顯。目前,通過課題組技術攻關,成功采用自動堆焊耐磨合金,其堆焊層可達到5 mm以上,大大提高了其表面耐磨性。

圖4 風口水道結構剖面圖
2.2 技術要求
新型復合式風口的主要技術指標如下:
化學成分:帽頭成分要求w(Cu)≥99.95%;本體w(Cu)≥98.5%。
導熱率:室溫時 λ≥375 W/m·K;100℃時 λ≥360 W/m·K;200℃時 λ≥350 W/m·K;300℃時 λ≥350 W/m·K;400℃時λ≥340 W/m·K。
風口壓力試驗:壓損試驗,在水流量35 m3/h和進水壓力1.6 MPa條件下,進出口水壓力差允許范圍為 0.45~0.65 MPa;耐壓試驗,同時加壓 2.0 MPa,密閉保壓30 min,無滲漏、無冒汗為合格。
3 復合式高爐風口的制備過程及質量控制
經過攻關試制,新型高爐風口的主要生產流程如圖5所示。
(1)風口后端本體鑄造
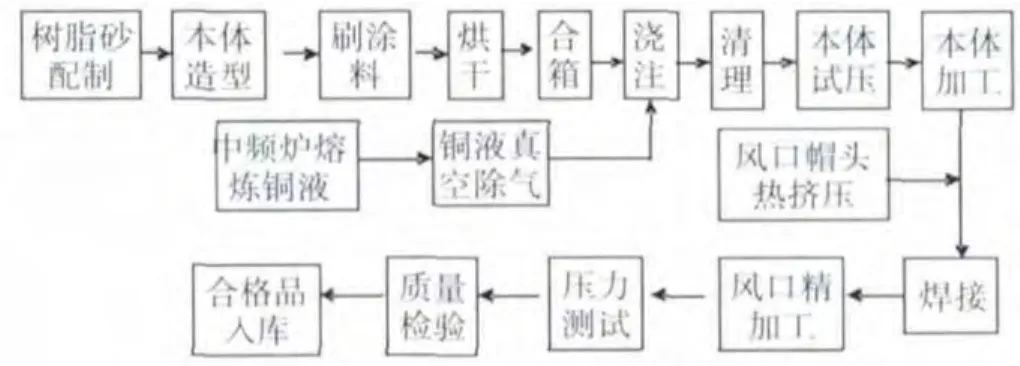
圖5 新型高爐風口的生產流程圖
采用金屬冷型鑄造工藝制備風口本體。銅液的熔煉設備為中頻感應電爐,配合真空處理室的真空除氣處理,有效地控制銅液的氧化、夾雜和氣體含量,提高銅液的純凈度,確保了風口的致密度和導熱性能。由于風口采用了復合型結構,有效地簡化了本體制造工藝。
(2)前端帽頭成型
采用熱擠壓成型,其金相組織相比沖壓成型、鍛壓成型和鑄造成型更加細密、均勻,導熱率、抗拉強度、延伸率等綜合機械性能更高。各種工藝成型帽頭的性能詳見表1。
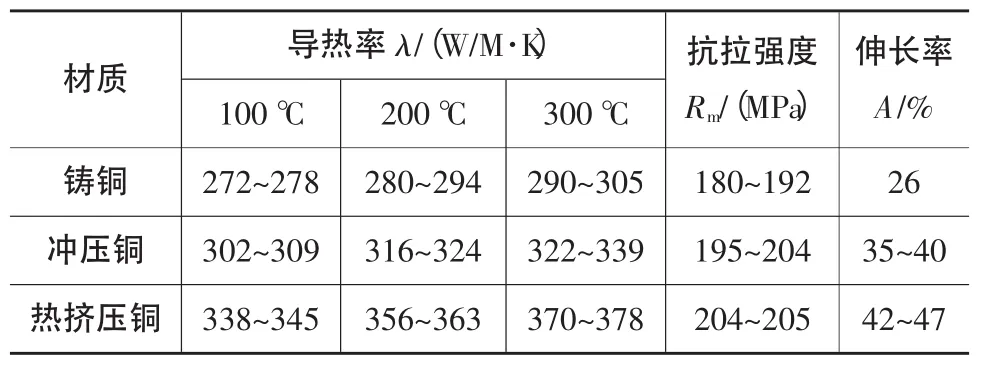
表1 各種工藝成型帽頭的性能
(3)風口焊接組合
風口焊接采用惰性氣體保護自動焊接工藝。焊接設備采用芬蘭進口的KB500型自動送絲氬弧焊機和一套半自動焊接設備,有效解決了焊接設備和焊接性能不高的問題;同時還采用一臺130 KW電加熱爐,解決了煤氣加熱溫度不均、不夠和氧化嚴重的問題。
通過逐步完善焊接工藝,對焊接V型坡口尺寸、焊接速度、溫度、電壓、電流、轉速、氬氣流量及焊接前的組裝等相關參數進行明確的工藝界定與要求。通過不斷生產實踐,焊接質量穩步提高,目前焊接合格率達到98%左右。
(4)風口加工特點
針對風口多維加工的特點,通過設計并定制一臺風口加工專用機床,集配合面加工、球面加工和進出水孔加工為一體,充分提高風口尺寸加工精度,確保風口機械加工一次成型,同時也大大提高了風口加工效率。
按上述工藝制備的成品風口如圖6所示。
圖6 新型復合風口成品
(5)產品質量控制
首先對鑄造的風口本體毛坯打壓測試,對于滿足要求的坯件進行熱擠壓帽頭的焊接,焊接后的坯件再進行打壓測試,最后對成品風口按技術要求進行水壓試驗檢測。
4 新產品試用結果
采用新結構、新工藝制備的新型高爐風口的機械性能更優,抗燒損、耐磨損能力強,已陸續安裝在武鋼各類高爐上使用,上爐使用9個月以上未出現質量缺陷,效果良好。目前使用狀況明顯優于整鑄結構型式的風口。使用結果表明,新型復合式高爐風口工藝基本成熟,可以批量使用。
[1]張鳳起,蔣漢華,韓玲.我國高爐風口破損狀況的調查及改進意見[J].煉鐵,1993(1):38-40.
[2]金國范.高爐風口表面處理的發展[J].世界鋼鐵,1993(1):21-25.
[3]丁玉龍,楊天鈞,劉淇,等.高爐風口破損數據分析及損壞機理的研究[J].煉鐵,1994(1):6-10.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03