AZ31/7005異種材料填絲GTAW焊接接頭的組織與性能
2014-09-14 05:01:50杜紅燕李亞江
材料工程 2014年9期
關鍵詞:焊縫
杜紅燕,李亞江
(山東大學 材料液固結構演變與加工教育部重點實驗室,濟南 250061)
鎂合金是迄今為止工程應用中最輕的金屬結構材料,被譽為本世紀最具有開發和應用潛力的綠色工程材料。鎂合金具有密度小,比強度高,彈性模量大,以及較高的導熱和導電性能,無磁性,屏蔽性好和無毒等特點[1]。鋁合金密度低,塑性好,可加工成各種型材,具有優良的導電性、導熱性和抗蝕性,工業上得到廣泛應用,使用量僅次于鋼[2]。
隨著鎂及鎂合金越來越廣泛地應用在空間技術、航空、汽車和儀表等工業部門,不可避免地遇到鎂合金與鋁合金的焊接問題。實現鎂合金和鋁合金的可靠性焊接,充分發揮兩種金屬各自不同的優良性能,具有重要的理論意義和實際應用價值,并能夠推動鎂及鎂合金的廣泛應用。
近年來,對鎂/鋁異種金屬的焊接性相關研究較多,Somasekharan等[3]研究了變形鎂合金 AZ31BH24和半固態鑄造鎂合金AZ91D與鋁合金6061的攪拌摩擦焊及組織結構,焊縫區的組織不同于異種材料的焊縫。德國GKSS研究中心系統地分析了采用攪拌摩擦焊焊接異種金屬鎂合金和鋁合金的情況[4],只有當鎂合金作為前進側時,鎂和鋁異種接頭才能達到低強度接頭的80%,韌性達到鎂接頭的近似30%,但攪拌摩擦焊對焊接參數的要求較為苛刻。封小松等[5]在采用合理的搭接接頭和工藝參數下,對鎂鋁異種金屬進行填充式摩擦點焊,獲得剪切力高達1865N的焊點,同時發現接頭的斷裂易發生在焊核與鎂母材之間。對3mm厚的鑄造鎂合金(AM50和AZ31)和鋁合金6063進行熔化極惰性氣體保護焊(Metal Inert-Gas Welding,MIG)和電子束焊表明[6],鎂和鋁異種焊接接頭很脆,強度較低,加入Sr也沒有減少β相。而本課題組李亞江教授等已經進行了鎂合金和鋁合金的真空擴散焊[7],但是強度只有19.8MPa。Liu等[8]利用Zn為釬料,用電弧作為熱源,采用接觸反應釬焊的方法實現了鎂合金AZ31B和鋁合金6061的連接,強度可達20MPa,但釬焊對工件尺寸和形狀有特殊要求。尚晶等[9]以 HS201銅焊絲作為填充金屬,對AZ31鎂合金和6161鋁合金進行冷金屬過渡搭接焊,接頭的抗剪強度最大達到27.9MPa,斷裂全部發生在鎂銅側熔合區。柳緒靜等[10]分別采用鎢極氬弧焊(Gas Tungsten Arc Welding,GTAW )和激光-GTAW復合熱源填加鎂或鋁焊絲焊接鎂、鋁異種金屬,并對兩種熱源的焊接接頭進行對比分析表明,由于金屬間化合物層的連續分布,普通GTAW熱源鎂鋁接頭界面處開裂導致連接失效,激光和氬弧焊復合熱源的焊接速率快、攪拌作用明顯,使得焊后接頭中鎂鋁金屬間化合物變為不連續的彌散分布狀態,接頭性能明顯改善。
采用GTAW方法進行焊接,在不添加焊絲的情況下,接頭處易形成金屬間化合物層[11,12],影響其接頭性能。從目前的報道可知,不管是傳統的惰性氣體鎢極氬弧焊(Tungsten Inert Gas Arc Welding,TIG),還是先進的激光焊,不管是改變工藝,還是填加其他材料作為中介,都是從添加阻止生成脆性相的元素、改變金屬間化合物的存在狀態兩個方面來改善接頭性能。本工作對AZ31/7005異種材料填加鋁硅合金焊絲進行GTAW焊接,避免接頭處高脆硬金屬間化合物的產生,從而提高接頭性能。
1 實驗材料與方法
實驗用母材為AZ31鎂合金和7005鋁合金,板厚為2.5mm,GTAW焊絲為ER4043和ER4047。母材和焊絲的化學成分見表1。
實驗前用砂紙去除AZ31,7005鋁合金及焊絲表面的氧化層。焊接工藝參數見表2。焊后用線切割垂直于焊縫切取試樣,試樣AZ31側熔合區采用5%硝酸酒精溶液進行腐蝕,焊縫及7005側熔合區采用氫氟酸、鹽酸和硝酸(體積比2∶3∶5)的混合溶液進行腐蝕。
采用金相顯微鏡(OM)和掃描電鏡(SEM)以及電子探針顯微分析儀(EPMA)對AZ31/7005焊接接頭的組織結構進行觀察,采用顯微硬度計測量AZ31/7005接頭附近各區域的顯微硬度。

表1 AZ31鎂合金、7005鋁合金及焊絲的化學成分(質量分數/%)Table 1 Chemical composition of AZ31,7005alloys and welding wire(mass fraction/%)

表2 GTAW焊接工藝參數Table 2 Processing parameters for GTAW
2 實驗結果與分析
2.1 焊接接頭的宏觀形貌
實驗獲得焊縫連續、平整、無明顯焊接缺陷,正面呈現黑色,但背面成形較差的接頭。采用ER4043焊絲和表2中的焊接工藝參數焊接,焊縫背面出現未熔合;在實驗過程中,采用ER4047焊絲和表2中No.1的焊接參數焊接,焊縫表面同樣出現未熔合;然而采用ER4047焊絲和表2中No.2的焊接參數,焊縫背面出現下塌現象,且靠近AZ31側母材處有氣孔。同樣焊絲不同焊接參數,組織結構變化不大。結合焊接工藝參數分析,背面產生未熔合是由于焊接電流過小,熔池冷卻速率過快,使焊縫金屬未充分結合在一起。而焊縫背面出現下塌是由于焊接電流大,焊接速率低,焊縫金屬熔化過快。正面呈現黑色,是氬氣流量過小,保護氣體保護不良所致。焊縫彌散分布大量氣孔,一是由于母材和焊絲表面的水分及油污等外部環境,二是氬氣流量太小。采用大電流配合較高焊速,盡量采用小線能量,減少氫的溶入;充分保證根部熔化,以利于根部氧化膜上的氣泡上浮,對于減少氣孔有一定效果[13]。因此,采用合適的焊接參數,能夠獲得表面成形良好的焊縫。
2.2 焊接接頭的顯微組織
2.2.1 AZ31側熔合區的微觀組織特征
圖1是采用ER4043焊絲獲得的AZ31側區域的顯微組織形貌,圖1(a)是AZ31側焊縫區與AZ31母材附近熱影響區的顯微組織形貌,可以看出靠近熔合區附近的AZ31母材晶粒細小,遠離熔合區附近的AZ31顯微組織基本沒有變化。焊縫和母材之間存在焊縫金屬半熔化凝固形成的結晶區,靠近AZ31母材沒有明顯的結晶組織形態,與熔化結晶組織緊密地結合在一起;該區域靠近焊縫中心為樹枝狀晶,向焊縫延伸。熔合區與AZ31母材之間存在一條明顯的組織分界線。
圖1(b)所示為AZ31側熔合區的顯微組織形貌。根據結晶形態,將該區域分為未結晶區、樹枝狀晶區和柱狀晶區,在樹枝狀晶區有許多黑色塊狀物。未結晶區組織呈扇狀,組織間比較緊密,而樹枝狀晶區組織與未結晶區組織末端嚙合在一起,樹枝狀晶之間有較大間隙,分布著其他組織,如圖1(c)所示。AZ31母材主要是由α-Mg和γ-Mg17Al12共晶組織組成[14],熔合區組織明顯不同于母材,呈白亮狀,垂直于母材向焊縫區生長。
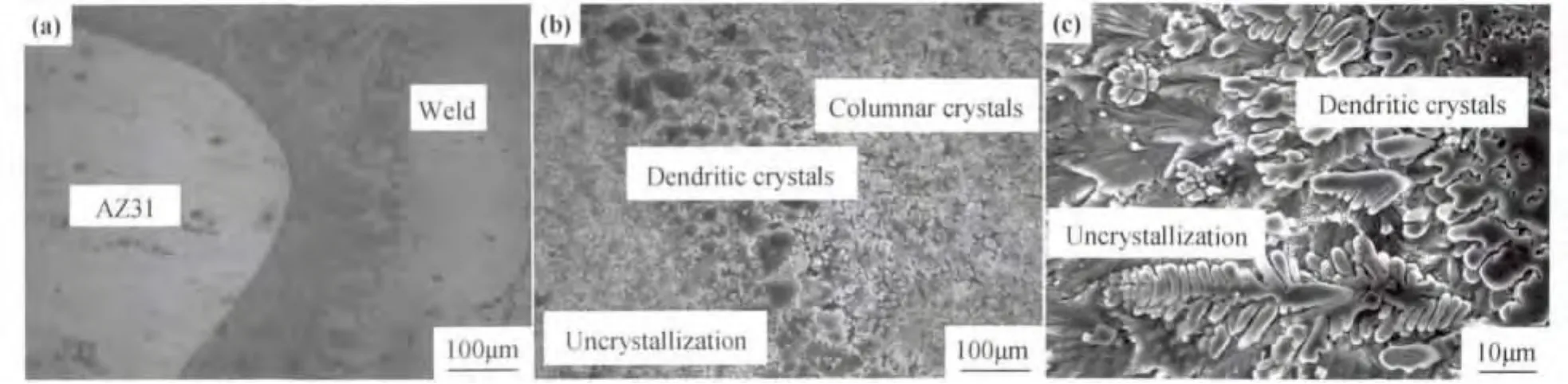
圖1 AZ31側熔合區的顯微組織(ER4043) (a)AZ31側焊縫區與AZ31母材附近熱影響區的顯微組織形貌;(b)AZ31側熔合區的顯微組織形貌;(c)熔合區掃描電鏡圖像Fig.1 Microstructure of fusion zone near AZ31(ER4043) (a)microstructure of weld zone and heat affected zone near AZ31;(b)fusion zone near AZ31;(c)SEM image of the fusion zone
圖2是采用ER4047焊絲獲得的AZ31側熔合區的微觀組織形貌,圖2(a)是AZ31側熔合區與AZ31母材附近熱影響區的顯微組織形貌,圖2(b)為Mg側熔合區顯微組織形貌,與圖1相比,熔合區也分為三個晶區,但樹枝狀晶區的晶間析出物明顯增多,柱狀晶區組織緊密,基本無晶間析出物,如圖2(c)所示。
與采用ER4043焊絲獲得的接頭組織對比分析表明,采用ER4043焊絲獲得的樹枝狀晶區黑色塊狀物明顯減少。從合金元素固溶度及焊絲成分分析可得,Si在Mg中的固溶度為0.03%,ER4043的Si含量為5%(質量分數,下同)左右,而ER4047中Si含量為12%左右,樹枝狀晶區黑色塊狀物為Si和Mg2Si相組織。從焊接過程分析,樹枝狀晶區比其他區域晶間析出物多,組織比較復雜,這與焊接時焊接熔池的攪拌有關,主要由于偏析造成。

圖2 AZ31側熔合區的顯微組織(ER4047) (a)AZ31側熔合區與AZ31母材附近熱影響區的顯微組織形貌;(b)Mg側熔合區的顯微組織形貌;(c)熔合區掃描電鏡圖像Fig.2 Microstructure of fusion zone near AZ31side(ER4047) (a)microstructure of fusion zone and heat affected zone near Mg;(b)fusion zone near Mg;(c)SEM image of the fusion zone
2.2.2 焊縫的組織特征
圖3(a)為采用ER4043焊絲獲得的焊縫顯微組織形貌,AZ31側的焊縫為粗柱狀晶,7005側的焊縫為細柱狀晶,粗細晶區有明顯分界線。結合宏觀形貌分析,采用ER4043焊絲焊接電流小、速度快、冷卻慢是造成在焊縫中心形成分界的原因。圖3(b)為采用ER4047焊絲獲得的焊縫顯微組織形貌,為柱狀晶區。焊縫主要由柱狀晶組成,存在少量的氣孔和夾渣,對比AZ31側和7005側熔合區,焊縫的晶間析出物較少,比ER4043焊絲獲得焊縫的晶間析出物多。
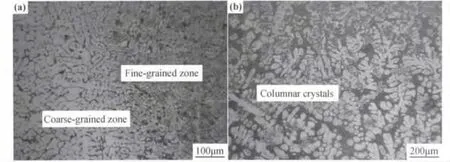
圖3 焊縫的顯微組織 (a)ER4043;(b)ER4047Fig.3 Microstructure of welding (a)ER4043;(b)ER4047
2.2.3 7005側熔合區的組織特征
相較于鎂側熔合區,鋁側熔合區由于采用的焊絲成分與7005鋁母材相近,結晶過程中偏析現象不明顯,組織性能較為接近。圖4為7005鋁母材側熔合區顯微組織,可以看出,鋁合金母材和焊縫間有一個明顯的夾渣區,且ER4047焊絲焊接熔合區的夾渣比ER4043焊絲的熔合區夾渣多,這與焊絲中Si,Mn,Zn含量高有關。鋁側焊縫的晶粒比鋁母材細化,主要是由于焊絲中含有少量微合金化元素。由圖4(a)可見,在鋁側熔合區出現深色圓球,觀察宏觀形貌可知深色圓球為氣孔。由于保護氣體氬氣中含少量的水分、焊材表面氧化膜吸附水分、母材和焊絲本身固溶的氫,都容易導致焊縫中產生氫氣孔;同時由于7005鋁母材本身固溶的氫,造成鋁母材中氣孔的存在,熔化的鋁母材主要作用于熔合區和近鋁側焊縫區,液態鋁能溶解大量的氫,在凝固點時氫從0.69mL/100g降至0.036mL/100g,相差近20倍,在急速冷卻過程中,鋁側熔合區金屬先凝固,固態金屬阻擋了氣泡的逸出,導致氫氣孔的產生。綜上可知,圖4(a)中深色圓球為氫氣孔。

圖4 7005側熔合區顯微組織 (a)ER4043;(b)ER4047Fig.4 Microstructure of fusion zone near 7005side (a)ER4043;(b)ER4047
2.3 ER4047焊接接頭AZ31側熔合區線成分分析
焊接接頭Mg側熔合區附近的元素分布對于焊接接頭的性能具有重要影響。因采用ER4043和ER4047焊絲焊接獲得的Mg側熔合區顯微形貌差別不大,僅利用電子探針顯微分析儀(EPMA)對采用ER4047焊絲獲得Mg側熔合區顯微組織進行線成分分析,如圖5所示。
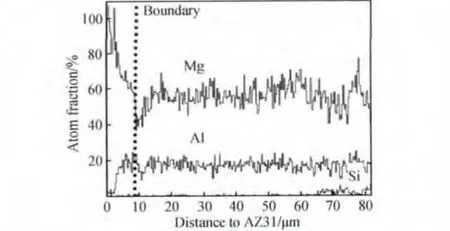
圖5 AZ31側熔合區成分分布Fig.5 Composition distribution of the fusion zone near AZ31side
由圖5可見,Mg元素從母材到熔合區呈現逐漸下降趨勢,而Al元素呈現逐漸上升的趨勢,在距離測試點10μm左右至60μm時,Mg,Al元素的濃度基本沒有變化,說明該區域形成了相對穩定的金屬化合物相,成分大體為Mg-26%(原子分數)Al,結合Mg-Al二元合金相圖分析,該區域應為α-Mg固溶體+β-Al12Mg17的共晶組織和β-Al12Mg17。在距離測試點65μm左右時,Si元素成分有上升趨勢,且在該區域Mg元素突然增加,說明黑色塊狀物為Si與Mg2Si相組織。通過線成分分析可知,熔合區組織主要為α-Mg固溶體+β-Al12Mg17的共晶組織、β-Al12Mg17、Mg2Si相組織、Al4Si相組織和部分初晶Si。然而有研究者對3mm厚的鑄造Mg合金和Al合金的MIG焊,分別采 用 Al-1050,Al-4043,Al-10% (質量分數)Sr 和AZ92作為焊絲電極,焊接接頭用很小的力就可以掰斷。通過光學顯微鏡和掃描電鏡觀察以及能譜分析可知,熔合線附近出現了共晶組織,而熔合區中心的組織主要是β-Mg17(Al,Zn)12[6]
2.4 焊接接頭的顯微硬度
鎂鋁異種金屬之間的焊接,關鍵是控制金屬間化合物,降低接頭脆硬傾向,改善力學性能。采用DHV-1000型顯微硬度計對金相試樣進行硬度測試,加載載荷為0.51N,加載時間10s,點距為50μm。從AZ31母材經焊縫到7005母材,顯微硬度測定值見圖6。采用ER4043焊絲焊縫區近鎂側顯微硬度值為40~80HV,低于7005鋁母材的硬度。采用ER4047焊絲焊縫區近鎂側顯微硬度值為60~90HV,硬度值出現了一定的不均勻現象,但均處于較低的水平。

圖6 焊縫顯微硬度分布 (a)ER4043;(b)ER4047Fig.6 Microhardness distribution in the weld zone (a)ER4043;(b)ER4047
金屬間化合物主要產生在鎂側熔合區和鎂側焊縫區,由圖6(a)可見,采用焊絲ER4043,鎂側熔合區硬度比AZ31母材硬度低,沒有β-Al12Mg17脆性相產生,結合Mg-Al二元合金相圖和線掃描分析可知,Si元素與Mg元素、Al元素形成共晶組織,減少了鎂鋁金屬間化合物的產生,降低了鎂側熔合區的硬度。由圖6(b)可見,采用焊絲ER4047,熔合區硬度比母材高,與圖6(a)比較可知,Si除了以共晶組織形態存在外,還以初晶Si形態存在,明顯提高了熔合區的硬度。在整個焊縫區沒有高硬度脆性相出現,說明Si元素的添加,改變了金屬間化合物的存在狀態。ER4043焊絲獲得的焊縫,用手輕輕就可掰斷,斷裂出現在鎂側熔合區,這主要是由于鎂側熔合區出現軟化現象,降低了接頭的力學性能。Shang等[15]填充ER4043對AZ31B鎂合金和6061鋁合金進行冷金屬過渡搭接焊,斷裂也出現在了鎂側熔合區,屬于脆性斷裂。
以上可以看出,焊縫區和母材區的硬度相差不大,焊縫的硬度略微高于AZ31母材的硬度,基本是在80HV左右波動,黑色析出物的硬度較低,硬度值在60HV波動。在焊縫區,一方面硅元素的添加影響組織,使晶粒顯著細化,顯微硬度提高;另一方面以固溶態存在的Mg,A1,使其顯微硬度降低。在上述兩種因素的綜合作用下,使得焊縫區的顯微硬度和AZ31母材區差別不大。
3 結論
(1)采用ER4043和ER4047焊絲,可以實現AZ31鎂合金與7005鋁合金的填絲GTAW焊接,獲得表面成形良好的焊縫,采用ER4047焊絲獲得的焊縫組織析出相較多,硬度較高,接頭的性能更優良。
(2)接頭靠近AZ31側焊縫區和7005側焊縫區出現明顯的差異,Mg側熔合區是接頭力學性能的薄弱區,組織為Mg17Al12+Mg共晶體組織。由凝固時的過冷度不同造成結晶狀態的差異,分為三個晶區:未結晶區、樹枝狀晶區和柱狀晶區。
(3)焊縫區和母材區的硬度相差不大,焊縫的硬度略微高于母材的硬度,基本是在80HV左右波動,黑色析出物的硬度較低,硬度值在60HV波動。添加ER4043和ER4047焊絲獲得的焊接接頭組織硬度值較小,未出現高硬度脆性相。
[1]祁慶琚.鎂合金的研究進展[J].上海有色金屬,2005,26(1):43-44.QI Qing-ju.Progress of research work on magnesium alloys[J].Shanghai Nonferrous Metals,2005,26(1):43-44.
[2]黃伯云.我國有色金屬材料現狀及發展戰略[J].中國有色金屬學報,2004,14(1):122-127.HUANG Bai-yun.Status and developing strategy for China’s nonferrous metal materials industry[J].The Chinese Journal of Nonferrous Metals,2004,14(1):122-127.
[3]SOMASEKHARAN A C,MURR L E.Microstructure in frictionstir welded dissimilar magnesium alloys to 6061-T6aluminum alloy[J].Materials Characterization,2004,52(1):49-64.
[4]ZETTLER R.Dissimilar Al to Mg alloy friction stir welds[J].Advanced Engineering Materials,2006,8(5):415-421.
[5]封小松,郭立杰,苗玉剛,等.鎂/鋁異種金屬填充式摩擦點焊接頭特性[J].焊接學報,2013,34(11):41-44.FENG Xiao-song,GUO Li-jie,MIAO Yu-gang,et al.Joint characteristics of refill friction spot welding of magnesium/aluminium dissimilar metals[J].Transactions of the China Welding Institution,2013,34(11):41-44.
[6]BEN-ARTZY A,MUNITZ A,KOHN G,et al.Joining of light hybrid constructions made of magnesium and aluminum alloys[A].Magnesium Technology[C].Seattle,Washington:TMS,2002.295-302.
[7]LIU Peng,LI Ya-jiang,GENG Hao-ran,et al.A study of phase constitution near the interface of Mg/Al vacuum diffusion bonding[J].Materials Letters,2005,59(16):2001-2005.
[8]LIU Li-ming,TAN Jin-hong,LIU Xu-jing.Reactive brazing of Al alloy to Mg alloy using zinc-based brazing alloy[J].Materials Letters,2007,61(11-12):2373-2377.
[9]尚晶,王克鴻,田宏軍.冷金屬過渡搭接焊鎂鋁異種金屬接頭組織及性能[J].焊接學報,2011,32(12):41-45.SHANG Jing,WANG Ke-hong,TIAN Hong-jun.Study on cold metal transfer welded lap joints of Mg/Al dissimilar metals[J].Transactions of the China Welding Institution,2011,32(12):41-45.
[10]柳緒靜,劉黎明,王恒,等.鎂鋁異種金屬激光-TIG復合熱源焊焊接性分析[J].焊接學報,2005,26(8):31-34.LIU Xu-jing,LIU Li-ming,WANG Heng,et al.Microstructure of laser-TIG hybrid welding joint of dissimilar metals of Al and Mg[J].Transactions of the China Welding Institution,2005,26(8):31-34.
[11]SCHUBERT E,KLASSEN M,ZERNER T,et al.Light-weight structures produced by laser beam joining for future applications in automobile and aerospace industry[J].Materials Processing Technology,2001,115(1):2-8.
[12]LU L,ZHANG Y F.Influence of process control agent on interdiffusion between Al and Mg during mechanical alloying[J].Alloys and Compounds,1999,290(1-2):279-283.
[13]王立躍,徐道榮.ME20M和AZ31鎂合金手工TIG焊接頭缺陷分析[J].現代焊接 ,2010,(11):32-35.WANG Li-yue,XU Dao-rong.Analysis on defects of manual TIG welding to ME20Mand AZ31alloys[J].Modern Welding Technology,2010,(11):32-35.
[14]李亞江,劉鵬,王娟,等.Mg/Al異種材料脈沖TIG焊接頭的組織結構[J].焊接學報,2006,27(9):39-42.LI Ya-jiang,LIU Peng,WANG Juan,et al.Microstructure of EMP-TIG welded Mg/Al dissimilar metal joint[J].Transactions of the China Welding Institution,2006,27(9):39-42.
[15]SHANG Jing,WANG Ke-hong,ZHOU Qi.Microstructure characteristics and properties of Mg/Al dissimilar metals made by cold metal transfer welding with ER4043filler metal[J].Rare Metal Materials and Engineering,2013,42(7):1337-1341.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
