海洋平臺(tái)用大厚度齒條鋼焊接性研究
2014-09-17 02:41:24謝云
電焊機(jī) 2014年5期
謝 云
(中國(guó)第一重型機(jī)械集團(tuán) 海洋工程事業(yè)部,遼寧 大連 116113)
0 前言
隨著世界經(jīng)濟(jì)的飛速發(fā)展,各國(guó)對(duì)石油消費(fèi)的需求正不斷增加,當(dāng)今的陸地石油資源早已不能滿足日益增長(zhǎng)的經(jīng)濟(jì)發(fā)展需要,海洋油氣開(kāi)發(fā)成為各國(guó)家的重要能源戰(zhàn)略[1]。作為海洋石油勘探開(kāi)發(fā)中主流產(chǎn)品之一的自升式鉆井平臺(tái),由于具有用造價(jià)低、水上完井、定位能力強(qiáng)及作業(yè)穩(wěn)定性好等優(yōu)點(diǎn),在近海海洋石油開(kāi)發(fā)中發(fā)揮了巨大的作用。但長(zhǎng)久以來(lái),國(guó)內(nèi)建造海洋平臺(tái)所用的齒條鋼一直都依賴國(guó)外進(jìn)口,并且還時(shí)常因不能按時(shí)供貨而延誤生產(chǎn),嚴(yán)重影響了我國(guó)海工裝制造備業(yè)的正常發(fā)展。為打破國(guó)外的壟斷局面,盡早開(kāi)發(fā)出具有自主知識(shí)產(chǎn)權(quán)的海洋平臺(tái)用齒條鋼,實(shí)現(xiàn)該類(lèi)高強(qiáng)韌性鋼板的國(guó)產(chǎn)化,具有巨大的經(jīng)濟(jì)價(jià)值和重大的社會(huì)效益。
本研究以目前生產(chǎn)400英尺水深自升式鉆井平臺(tái)中廣泛采用的177.8 mm厚低合金高強(qiáng)度調(diào)質(zhì)鋼板ASTM A517Gr.Q為研究對(duì)象,重點(diǎn)研究了該齒條鋼的焊接性能,以期通過(guò)較為全面的焊接性試驗(yàn)準(zhǔn)確掌握該材料的焊接性,為該類(lèi)高端齒條鋼的國(guó)產(chǎn)化提供可靠的依據(jù)。
1 海洋平臺(tái)用齒條鋼的性能特點(diǎn)
作為自升式鉆井平臺(tái)的主要部件之一,樁腿支撐著整個(gè)上部平臺(tái)的質(zhì)量,是平臺(tái)的主要承載結(jié)構(gòu);而齒條又是樁腿的核心部件,樁腿所承受的各種載荷最終都會(huì)或直接或間接的作用在齒條上,因此要求齒條材料必須具有較高的強(qiáng)度,同時(shí)為保證海洋平臺(tái)結(jié)構(gòu)的安全,避免發(fā)生脆性斷裂,還要求其具有優(yōu)異的低溫韌性和焊接性能。當(dāng)前,國(guó)際上的海洋平臺(tái)用齒條鋼普遍采用ASTM標(biāo)準(zhǔn)中的A517Q[2],其化學(xué)成分和力學(xué)性能如表1和表2所示。

表1 ASTM A517 Gr.Q鋼的化學(xué)成分 %

表2 ASTM A517 Gr.Q鋼的力學(xué)性能
2 焊接性試驗(yàn)
按照ABS《移動(dòng)式海上鉆井平臺(tái)建造與入級(jí)規(guī)范》的要求[3],需對(duì)齒條板材料進(jìn)行焊接性能試驗(yàn)。為了全面了解該鋼材的焊接性,試驗(yàn)方案包含了以下試驗(yàn)項(xiàng)目:焊接熱影響區(qū)最高硬度試驗(yàn)和全厚度(177.8 mm)平焊位對(duì)接焊力學(xué)性能試驗(yàn)。試驗(yàn)用的焊條為伯合樂(lè)焊接技術(shù)(中國(guó))有限公司生產(chǎn)的T Phoenix 11018,焊條直徑φ4 mm,其熔敷金屬的化學(xué)成分和力學(xué)性能如表3、表4所示。

表3 T Phoenix 11018熔敷金屬的化學(xué)成分 %
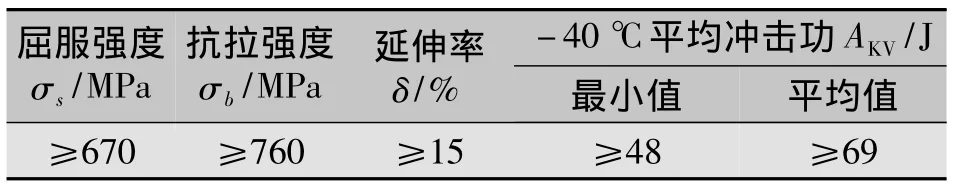
表4 T Phoenix 11018熔敷金屬的力學(xué)性能
在全厚度對(duì)接焊力學(xué)性能試驗(yàn)中的焊縫坡口形狀和尺寸如圖1所示,焊接熱輸入量為15 kJ/cm,具體的焊接工藝參數(shù)見(jiàn)表5。焊后72 h的試板后用機(jī)加工方法切割出所需試樣,依照ABS《材料與焊接規(guī)范》進(jìn)行取樣。焊接接頭的拉伸和側(cè)彎試驗(yàn)在CSS-WAW1000DL電液伺服萬(wàn)能(拉力)試驗(yàn)機(jī)上進(jìn)行,沖擊試驗(yàn)在擺錘式?jīng)_擊試驗(yàn)機(jī)ZBC2452-3C上進(jìn)行。金相檢驗(yàn)和硬度試驗(yàn)用的試樣經(jīng)研磨、拋光后用4%(體積分?jǐn)?shù))硝酸酒精溶液腐蝕,宏、微觀金相檢驗(yàn)分別在ZEISS Stemi 2000-C低倍顯微鏡和OLYMPUS GX-71光學(xué)顯微鏡下進(jìn)行;沿接頭T/2及距焊縫上、下表面各1 mm處進(jìn)行HV硬度測(cè)試,測(cè)點(diǎn)間隔0.7 mm,所用硬度計(jì)為450SVD,載荷49 N,加載時(shí)間15 s。
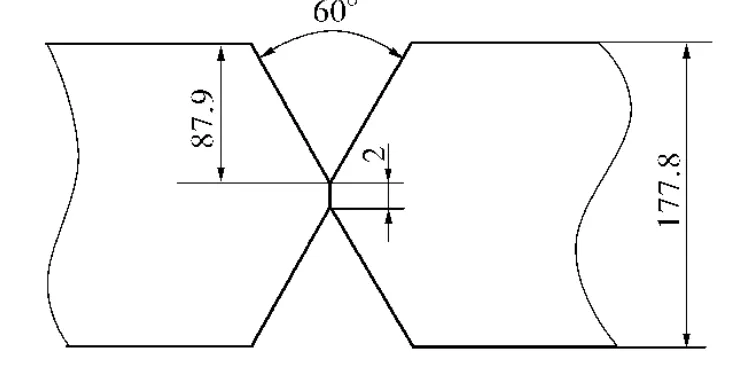
圖1 全厚度對(duì)接焊試驗(yàn)中的坡口形式

表5 全厚度對(duì)接焊的焊接工藝參數(shù)
3 試驗(yàn)結(jié)果和分析
3.1 冷裂紋敏感性評(píng)價(jià)
鋼的化學(xué)成分對(duì)焊接熱影響區(qū)的冷裂紋敏感性有直接影響。為評(píng)定本試驗(yàn)鋼材的冷裂傾向,采用目前常用的國(guó)際焊接學(xué)會(huì)(IIW)推薦的碳當(dāng)量計(jì)算公式和日本焊接協(xié)會(huì)提出的焊接冷裂紋敏感指數(shù)Pcm來(lái)判斷鋼的焊接性:

根據(jù)以上公式可計(jì)算出該鋼材的碳當(dāng)量Ceq=0.89%,冷裂紋敏感指數(shù)Pcm=0.42%。依據(jù)Graville焊接性評(píng)價(jià)圖可知,該鋼種處于難焊區(qū)內(nèi),焊接性較差,具有較大的淬硬傾向;且冷裂紋敏感指數(shù)Pcm=0.42%>0.20%,也說(shuō)明該鋼種具有一定的冷裂傾向。
3.2 焊接熱影響區(qū)最高硬度試驗(yàn)
焊接熱影響區(qū)最高硬度試驗(yàn)按照GB 4675.5-84《焊接性試驗(yàn)-焊接熱影響區(qū)最高硬度試驗(yàn)法》進(jìn)行,試驗(yàn)條件見(jiàn)表6,焊接電流150~160 A,試驗(yàn)結(jié)果如圖2所示。在室溫、80℃和120℃預(yù)熱條件下焊接時(shí),熱影響區(qū)的硬度值大致維持在HV10=250~275(見(jiàn)圖2),偏離母材硬度(HB≤260)的程度不大,說(shuō)明從熔合線切點(diǎn)至母材范圍均沒(méi)有明顯的淬硬傾向。預(yù)熱120℃與室溫及預(yù)熱80℃條件下相比,熱影響區(qū)中硬度的變化程度最小,且最高硬度只有HV10=264,說(shuō)明在該條件下焊接可進(jìn)一步降低熱影響區(qū)的冷裂紋敏感性。
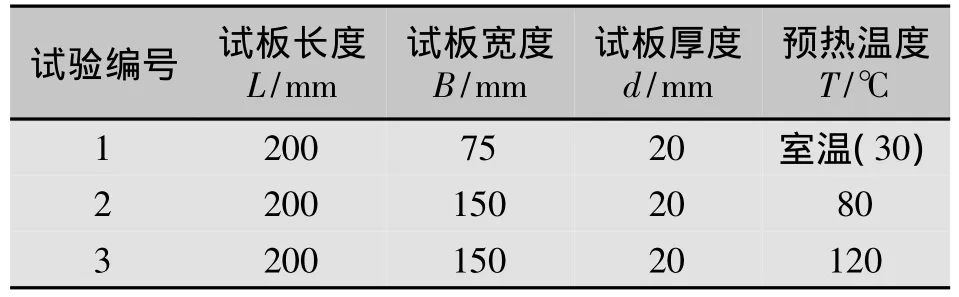
表6 HAZ最高硬度試驗(yàn)的試驗(yàn)條件
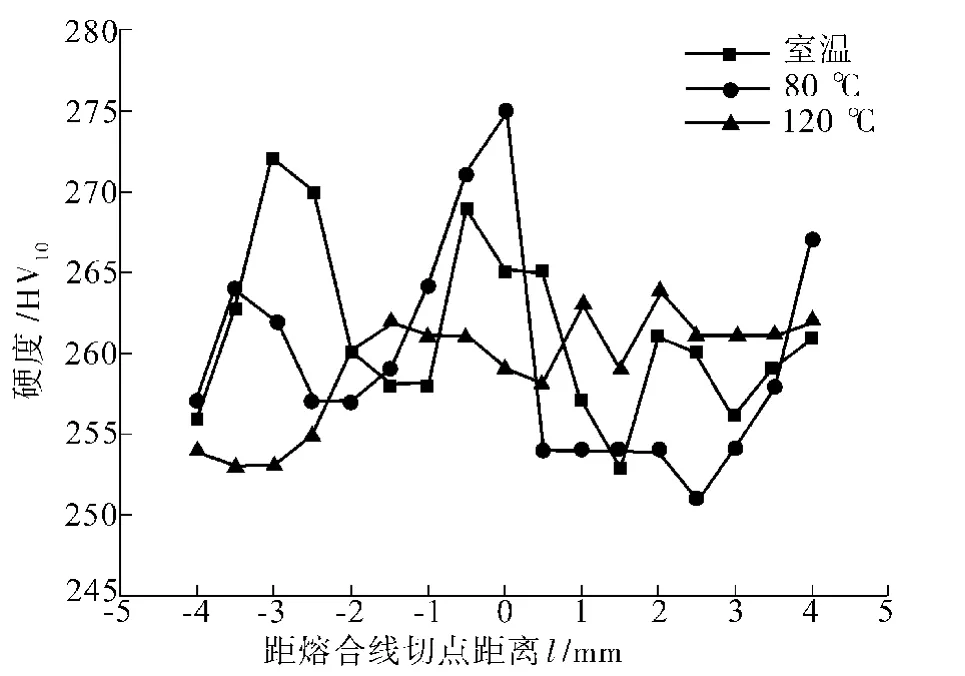
圖2 焊接熱影響區(qū)的最高硬度分布曲線
3.3 全厚度平焊位對(duì)接焊力學(xué)性能試驗(yàn)
由于鋼板厚度較大,所以采用分層拉伸試驗(yàn),試驗(yàn)結(jié)果如表7所示。試驗(yàn)結(jié)果表明,焊接接頭的抗拉強(qiáng)度均大于等于790 MPa,斷口位置都處于焊縫處,能夠滿足ABS船級(jí)社的相關(guān)技術(shù)要求(770 MPa<Rm<940 MPa)。
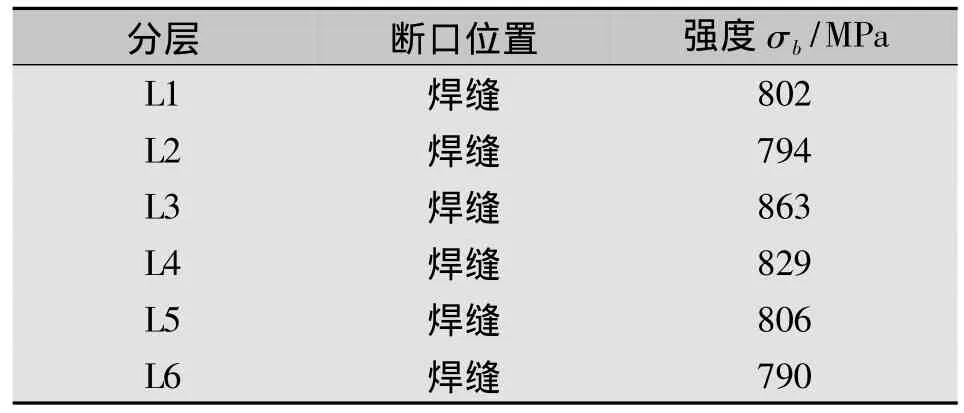
表7 焊接接頭的強(qiáng)度性能
焊接接頭的低溫沖擊韌性試驗(yàn)結(jié)果如表8所示。T/2處焊縫和熱影響區(qū)的低溫沖擊韌性總體上要弱于接頭表面處,這與參考文獻(xiàn)[4]得到的試驗(yàn)結(jié)果類(lèi)似,該現(xiàn)象與厚板的中心偏析所導(dǎo)致的中心性能降低有關(guān),這一點(diǎn)可以從表8中所示的接頭T/2處遠(yuǎn)離熔合線的母材區(qū)域的沖擊韌性值得到印證。
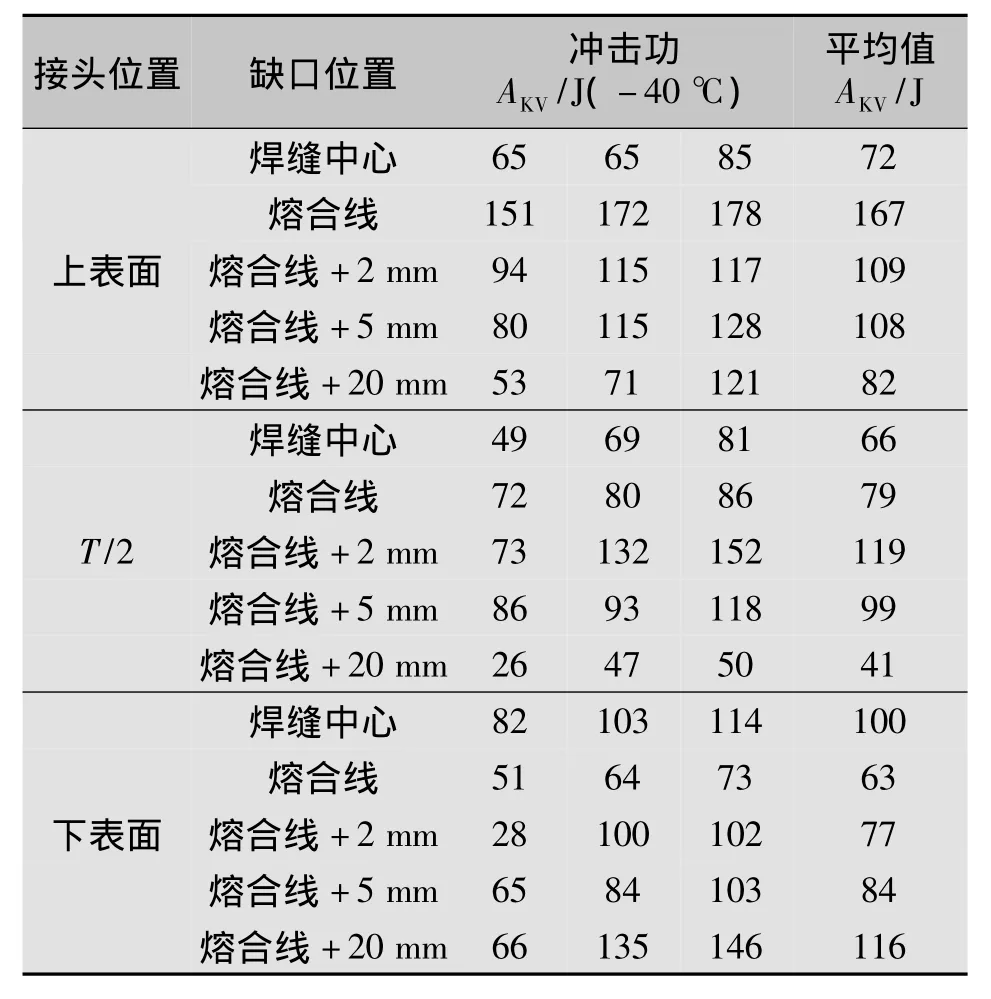
表8 焊接接頭低溫沖擊韌性
焊接接頭的橫向側(cè)彎試驗(yàn)(試樣尺寸10 mm×38 mm ×150 mm,D=5a,α =180°)結(jié)果表明:試樣均未出現(xiàn)裂紋,冷彎性能全部達(dá)到要求。
接頭各處的硬度試驗(yàn)結(jié)果如圖3所示。在接頭上、下表面及T/2處的焊縫區(qū)及母材區(qū)的硬度都較低,基本維持在HV5=250~280;但熱影響區(qū)的硬度值卻普遍偏高,超過(guò)了ABS相關(guān)規(guī)范限定的HV5=350的最高值,表明該接頭熱影響區(qū)的淬硬程度較大,存在一定的冷裂風(fēng)險(xiǎn)[5]。將該試驗(yàn)結(jié)果與此前完成的焊接熱影響區(qū)最高硬度試驗(yàn)結(jié)果進(jìn)行對(duì)比,可發(fā)現(xiàn)當(dāng)試板厚度從20 mm增加至177.8 mm之后,熱影響區(qū)的淬硬程度明顯增大,這與全厚度試板的冷卻速度和接頭拘束應(yīng)力較大不無(wú)關(guān)系[6]。
焊后72 h對(duì)焊接接頭進(jìn)行宏觀檢驗(yàn)的形貌如圖4所示,由圖4可知,在距離焊縫下表面59~64 mm處存在一處裂紋,裂紋整體位于焊接熱影響區(qū)內(nèi),縱向長(zhǎng)度約5 mm。這也正好說(shuō)明全厚度焊接接頭的熱影響區(qū)確實(shí)存在較大的冷裂紋風(fēng)險(xiǎn)。
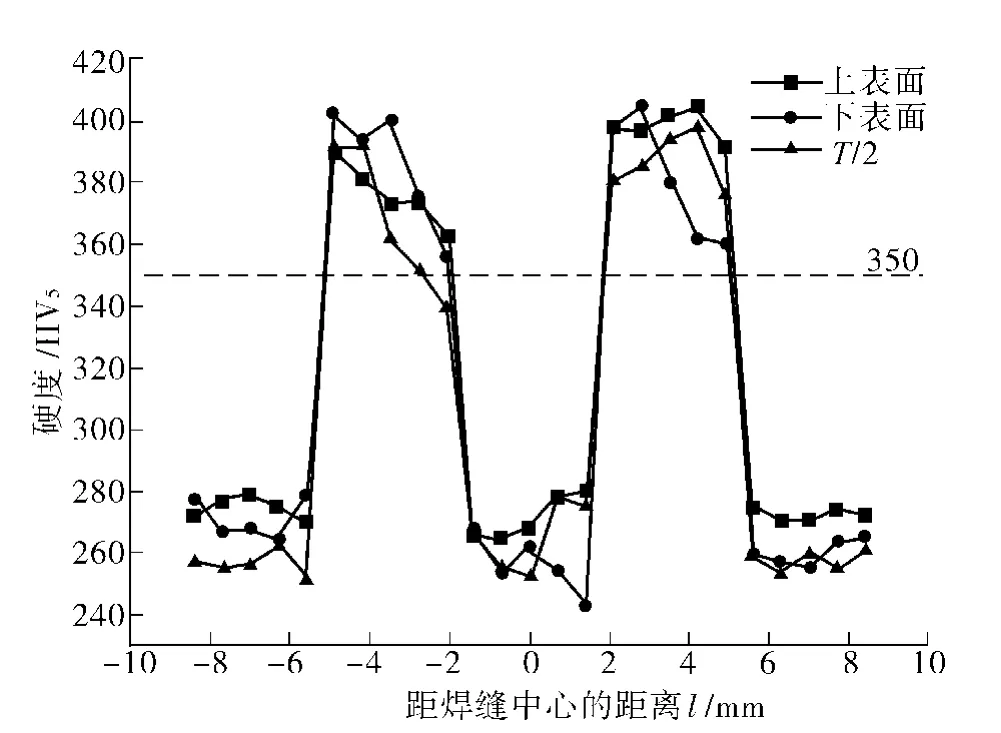
圖3 焊接接頭的硬度分布
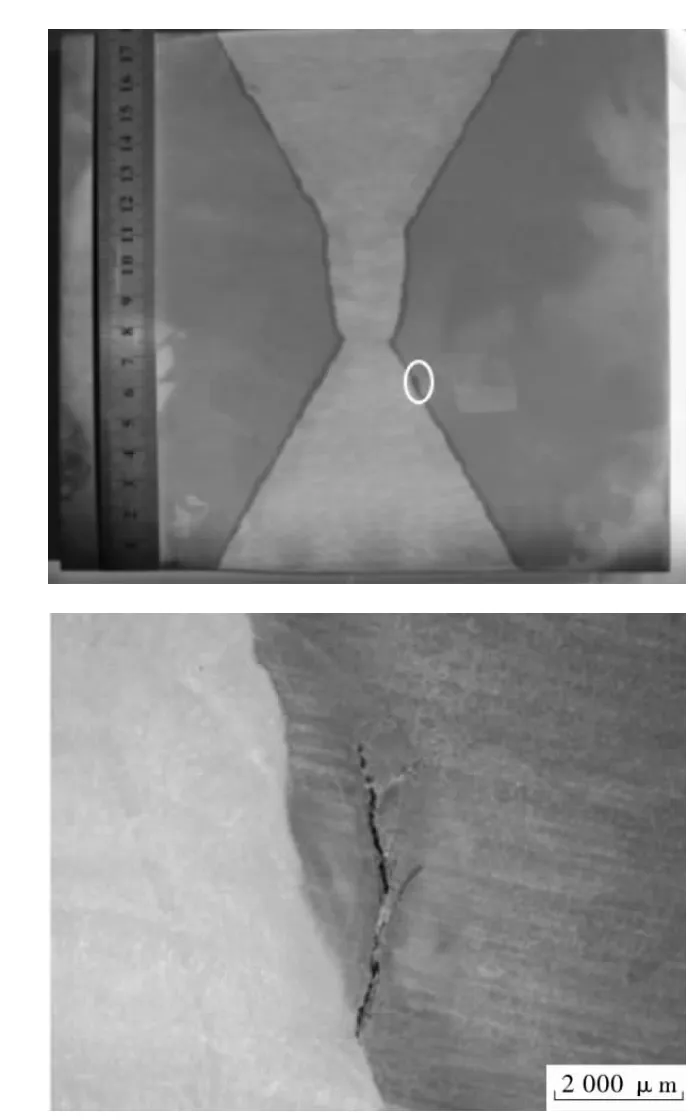
圖4 焊接接頭的宏觀形貌
母材與焊接接頭中熱影響區(qū)的微觀金相組織如圖5、圖6所示。母材組織中的板條束貝氏體形態(tài)顯著,而焊接熱影響區(qū)組織中的板條馬氏體的形態(tài)卻異常明顯,且距離熔合線越近則馬氏體板條束越粗大,晶粒粗化越來(lái)越嚴(yán)重。焊接接頭的力學(xué)性能與其微觀組織密切相關(guān),由于熱影響區(qū)的組織中包含大量的板條馬氏體,所以熱影響區(qū)具有高的強(qiáng)度和硬度。
4 結(jié)論
(1)焊接熱影響區(qū)最高硬度試驗(yàn)表明,當(dāng)該鋼種的焊接試板的厚度較薄時(shí)(20 mm),熱影響區(qū)沒(méi)有明顯的淬硬傾向,且在預(yù)熱至120℃焊接時(shí),HAZ最高硬度只有HV10264,冷裂傾向最低。
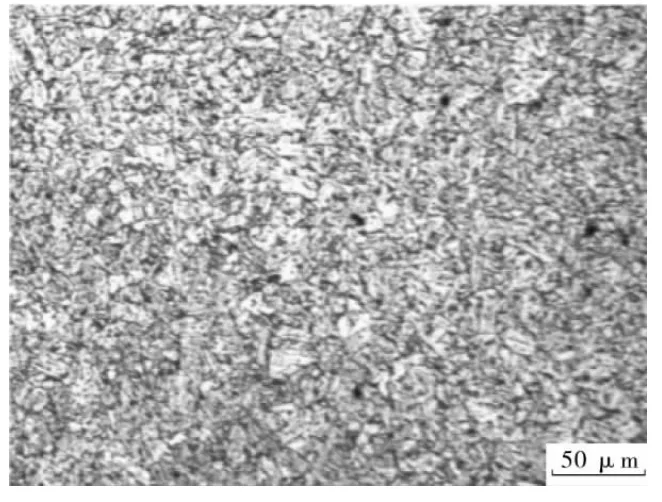
圖5 母材的金相組織
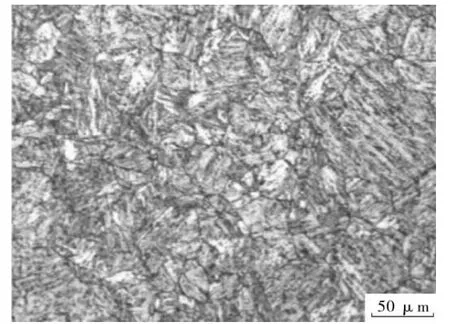
圖6 熱影響區(qū)的金相組織
(2)177.8 mm厚齒條鋼A517Q在全厚度對(duì)接焊接時(shí),接頭T/2處的低溫韌性比接頭表面處要低,且在大厚度試板的快冷速和高拘束應(yīng)力的作用下,接頭熱影響區(qū)整體的淬硬傾向明顯增大,局部出現(xiàn)冷裂紋,表明熱影響區(qū)的冷裂敏感性較大。
(3)全厚度對(duì)接焊接頭中熱影響區(qū)的組織主要為板條馬氏體,這是齒條鋼A517Q接頭的熱區(qū)具有高強(qiáng)度和高硬度的主要原因。
:
[1] 鄒家生,嚴(yán) 鏗,馬 濤,等.海洋鉆井平臺(tái)升降腿焊接工藝及抗層狀撕裂性能的研究[J].電焊機(jī),2007,37(6):81-85.
[2] ASTM International.A517/A517M - 10,Standard Specification for Pressure Vessel Plates,Alloy Steel,High -Strength,Quenched and Tempered[S].West Conshohocken:ASTM International,2010.
[3] ABS.Rules for Building and Classing Mobile Offshore Drilling Units[S].Houston:American Bureau of Shipping,2012.
[4] 王元清,胡宗文,石永久,等.鋼結(jié)構(gòu)厚板對(duì)接焊縫低溫沖擊韌性試驗(yàn)研究[J].鐵道科學(xué)與工程學(xué)報(bào),2010,7(5):1 -5.
[5] 孫俊生,田志凌,欒守成,等.JG590鋼的焊接冷裂紋敏感性[J].鋼鐵研究學(xué)報(bào),2006,18(12):38 -42.
[6] 張文鉞.焊接冶金學(xué)(基本原理)[M].北京:機(jī)械工業(yè)出版社,1999.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
