薄壁內圈的變形分析及措施
2014-09-26 08:44:24王永立紀國慶
熱處理技術與裝備 2014年5期
關鍵詞:變形
王永立,紀國慶
(北京南口斯凱孚鐵路軸承有限公司,北京 102200)
薄壁內圈的變形分析及措施
王永立,紀國慶
(北京南口斯凱孚鐵路軸承有限公司,北京 102200)
鐵路軸承內圈小端在淬火后出現錐度,此現象與內圈的壁厚有關。對比各種不同壁厚的內圈淬火后的變化情況,對于GCr20Ni2MoA鋼,當內圈內徑與小端厚度之比≥15:1且內圈小端厚度≤8 mm時,相變應力將大于材料本身的屈服強度,導致小端錐度發生變形。
薄壁;內圈;變形
對于一般零件來說,熱處理質量主要體現在硬度和金相組織,經化學熱處理的零件還要關注有效硬化層,另外有些零件還要進行外觀檢查,如不允許有氧化、裂紋、銹蝕等。對于鐵路用軸承套圈而言,除此以外,更強調熱處理的變形問題,如何控制熱處理變形,保證后續磨加工留量,使最終加工的套圈符合圖紙尺寸要求,變得尤為重要。
1 內圈信息
1.1 內圈材料
我廠出口用E型鐵路貨車軸承內圈選用電渣重熔軸承鋼GCr20Ni2MoA,屬于合金滲碳鋼。供應狀態一般為熱軋或退火狀態。
1.2 內圈加工流程
熱處理工序流程如圖1,其中涉及熱處理方面的有兩個工序,分別為滲碳+一次淬火和二次淬火+回火。滲碳+一次淬火為內圈在930℃滲碳后,降溫至880℃,油淬,滲碳層深在2.0 mm左右。二次淬火+回火為內圈再加熱到800℃,油淬,經190℃低溫回火,表面硬度在60 HRC左右。
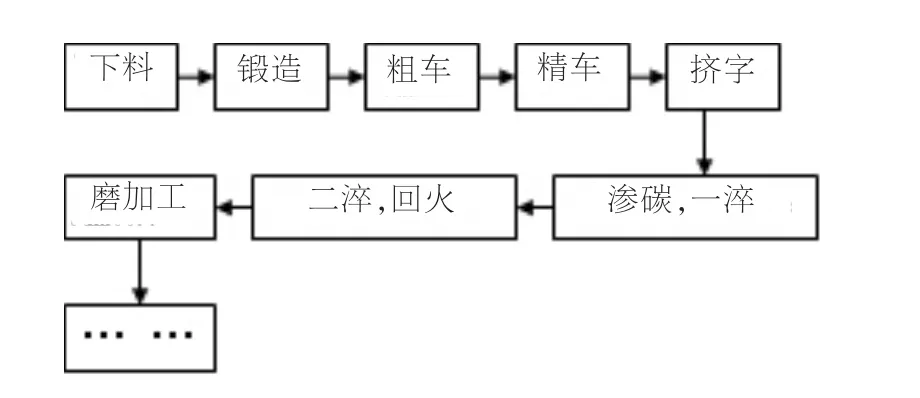
圖1 內圈加工流程圖Fig.1 Flow chart of inner ring process
1.3 問題描述
內圈高度與內徑比例約為1:3,熱處理后發現小端呈“喇叭口”狀,且比大端處約大0.2 ~0.3 mm,如圖2所示。在后續磨加工中內徑磨至產品最終配合尺寸后,小端仍有局部未磨到,導致內圈報廢。
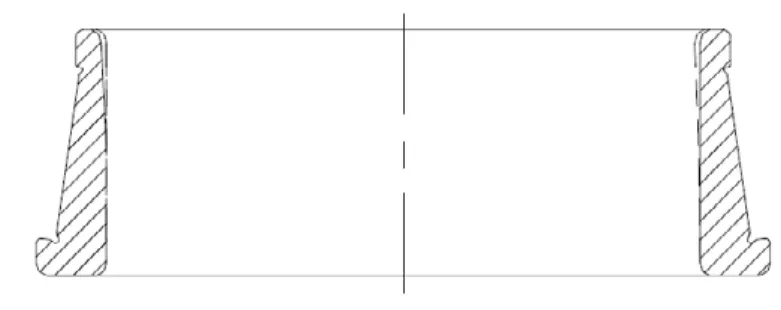
圖2 內圈變形示意圖Fig.2 Schematic diagram of inner ring deformation
2 討論及分析
2.1 車加工的影響
2.1.1 裝夾
因內圈有效壁厚較薄,卡緊內圈的卡力過大,使內圈在車加工時產生較大的橢圓度[1]。同時會造成車加工后尺寸散差較大,幾何精度偏差較大(棱圓度、錐度等)。另外,若內圈外徑滾道面和內徑面偏心加工,同樣會造成后續內徑加工留量不均的現象。
2.1.2 殘余應力
因粗車和精車之間沒有去應力退火工序,車刀進給量過大產生的殘余應力無法消除,對于薄壁內圈更容易增加變形的趨勢[2]。
2.2 熱處理的影響
2.2.1 組織轉變
滲碳過程是在完全奧氏體化的狀態下進行,此時的加熱保溫已完全釋放了車加工產生的應力,一般情況下內徑會變為橢圓形。同時發現在淬火后內圈小端已出現錐度,此現象與內圈的壁厚有關。經對比各種不同壁厚的內圈在淬火后的變化情況,對于GCr20Ni2MoA材料,當內圈內徑與小端厚度之比≥15:1且小端厚度≤8 mm時,材料的相變應力將大于材料本身的屈服強度,導致小端產生錐度變形。
2.2.2 二次淬火回火的影響
二次淬火過程內圈大端朝下,小端朝上放置,采用模具整形,涌泉式淬火方式,目的是使內圈的變形趨勢降至最小。淬火模具如圖3所示,通過整形后橢圓度可以在0.15 mm以內。內圈回火后還會因組織應力的釋放而進行收縮,內圈厚度越大,收縮量也越多。因此,內圈大端收縮量大于小端收縮量。
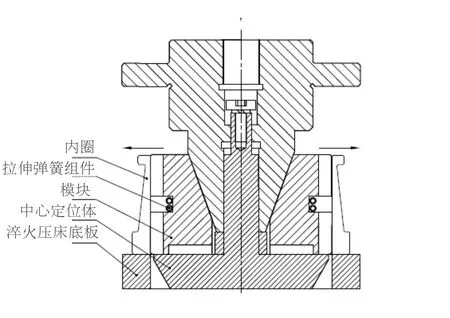
圖3 淬火模具示意圖Fig.3 Schematic diagram of quenching mold
3 試驗驗證和改進
綜合考慮零件質量和經濟效益,在粗車和精車工序之間增加去應力回火,不僅增加生產周期,而且需要投入低溫連續網帶爐,增加生產成本。因此,采用在內圈內徑增加反錐形加工要求的方法,進行彌補熱處理后的變形。如圖4所示。
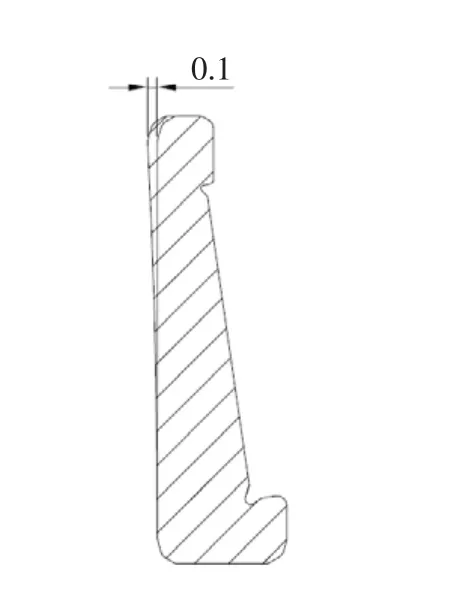
圖4 車加工內圈內徑反錐形示意圖Fig.4 Schematic diagram of inverted cone for lathe inner diameter
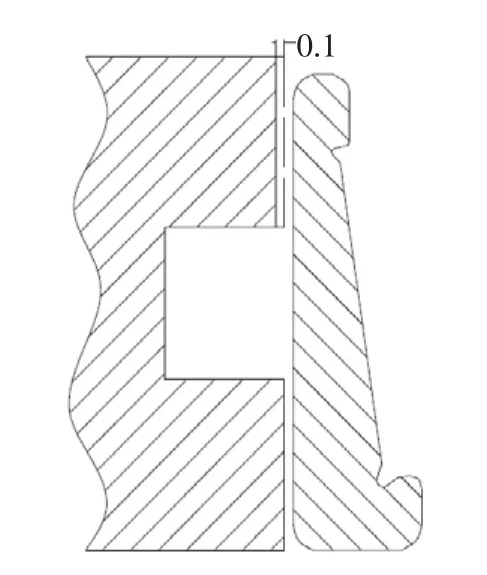
圖5 淬火模具上下端尺寸差示意圖Fig.5 Schematic diagram of difference size at top and bottom of quenching mold
同時淬火模具留出上下端差值0.1 mm,彌補二次淬火+回火后內圈大小端收縮量的不同。如圖5所示。
4 結語
1)對于GCr20Ni2MoA材料內圈,當高度與內徑比例約為1:3,且內圈內徑與厚度之比大于15:1且小端厚度≤8 mm時,內圈內徑小端處出現的錐度可通過車加工進行尺寸補償,形成反錐形來消除。
2)熱處理過程中淬火模具的改進可進一步消除薄壁內圈的變形。
[1]楊文生,趙玉明.預防輕系列圓錐滾子軸承套圈熱處理變形的措施[J].阿爾濱軸承.2013,43(2):31-33.
[2]米谷茂.殘余應力的產生和對策[M].北京:機械工業出版社,1983.
Deformation Analysis and Measure of Thin-wall Inner Ring
WANG Yong-li,JI Guo-qing
(Beijing Nankou SKF Railway Bearings Co.,Ltd.,Beijing 102200,China)
Taper appears at the small end of railway bearing inner ring after quenching,it is related to the wall thickness of inner ring.Through contrasting in the change of different thickness of inner rings after quenching,the phase transformation stress will more than the yield strength metarial for GCr20Ni2MoA steel,when the ratio of inner diameter and thickness is ≥15:1 and thickness of small end of inner ring is≤8 mm,and taper deformation occurs at the small end of inner ring.
thin-wall;inner ring;deformation
TG156
B
1673-4971(2014)05-0016-02
2014-06-17
王永立(1983-),男,本科,工程師,主要從事可控氣氛熱處理方面的研究及生產工作。
聯系電話:13720025377;E-mail:wyl1-2001@163.com
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36