模鍛接管嘴零件的數控車加工
2014-10-12 05:56:22中航工業成都飛機工業集團有限責任公司系統件廠四川610092豆海峰
金屬加工(冷加工) 2014年14期
關鍵詞:數控車床
中航工業成都飛機工業 (集團)有限責任公司系統件廠 (四川 610092) 豆海峰
模鍛件的數控加工一直是機械加工行業的一個難題,飛機上使用的模鍛件接管嘴也是如此。本文將以飛機上使用的模鍛接管嘴為例,從分析其類別和加工現狀入手,提出一種數控車床液壓主軸與多用途卡盤聯接的轉接器以及一種虎口片夾具,用于解決模鍛接管嘴零件常規車床加工效率低,數控車床加工裝夾困難、柔性差的問題,使數控車床采用更為柔性的多用途卡盤裝夾模鍛件接管嘴零件,從而實現其數控車加工。
1.目前現狀
接管嘴類零件在飛機上使用較多,這些接管嘴一般采用兩種毛坯形式:一種是自由鍛,用于研制初期;另一種是模鍛件,用于成批生產。經統計,中航工業成飛承擔了多個機型的接管嘴零件數量達到1300多項,其主要類別及其數量如表1所示。

表1 接管嘴零件類別及其數量
自由鍛接管嘴的加工流程一般為:下料→銑六方→去毛刺→粗銑各管嘴形狀→去毛刺→精車各管嘴→銑→去毛刺→標識,在加工過程中有銑六方,這樣在后續的加工中均有基準面和夾持面,可以使用通用的兩爪或單動卡盤裝夾,這樣既可以在普通車床上加工也可以在數控車床上加工。
模鍛件接管嘴由于在模鍛過程中,毛坯上產生模壓毛邊,并且表面不規則、質量不穩定,這樣造成無基準面可用。通過多年的摸索和工人師傅的經驗,設計了一種可以和模鍛件接管嘴毛坯表面相結合的一種自制夾具——虎口片,三維模型如圖1所示。虎口片上的圓柱面1和2相互垂直,圓柱面可根據接管嘴毛坯的外圓面進行加工,然后通過圓柱面1和2夾緊接管嘴毛坯。虎口片裝夾接管嘴毛坯示意圖如圖2所示,圖2所示方槽用來避讓毛坯的扳手扁凸臺。但這種虎口片是根據普通車床上使用的兩爪或單動卡盤來自制的夾具,兩者是通過圓柱面配合組裝,其無法和數控車床標配的液壓卡盤組合,這是由液壓卡盤的結構形式決定的。而且液壓卡盤的卡爪為平面無法定位、夾緊模鍛件接管嘴毛坯表面。

圖1 虎口片三維模型

圖2 虎口片裝夾模鍛件接管嘴示意圖
目前模鍛件接管嘴零件加工方式有兩種:一是在普通車床上進行,通過人工采用帶有虎口片的兩爪或單動卡盤夾持零件,人工操作機床完成零件加工。其特點是夾持方式通用,但加工效率低,工人勞動強度大,質量不穩定。二是在數控車床上進行,數控加工零件車削效率高、精度高、工人勞動強度低、質量穩定,但多用途卡盤聯接方式與數控車床不匹配,數控車床上只能通過組合夾具或專用夾具夾持零件,數控車床自動完成零件加工。其特點是夾持方式通用性差,而且組合夾具人為因素較大,精度極不穩定,實際操作時往往需要多次調整返工;同時,組合夾具受組合元件的限制,夾具體大,壓板長,使得加工刀具懸臂長,零件裝夾時間長,加工質量不穩定。組合夾具周期長,一般需要1天以上的拼裝周期,零件等待時間長。專用夾具雖然基本解決了穩定可靠性不高、等待時間長的問題,但其通用性差,一個零件需要一個完整的夾具體,成本高。因此隨著機型的增多和批量的增加,模鍛件接管嘴零件的加工已成為航空制造業的較大瓶頸。
2.模鍛接管嘴零件數控車加工的實現
為了解決數控車床能夠加工模鍛件接管嘴,現考慮將普通車床使用的卡盤改裝為一種多用途卡盤,其中兩個卡爪可通過絲桿作用實現自動定心,與自動定心卡爪垂直的另外兩個卡盤鍵槽可安裝定位卡爪,既可用來定位零件,又可實現零件的偏心車削。同時設計一個轉接器 (見圖3)將多用途卡盤聯接在數控車床上,從而實現模鍛件接管嘴的數控車削。圖4為通過轉接器實現多用途卡盤在數控車床上使用的構造圖,圖5為三維實體模型。
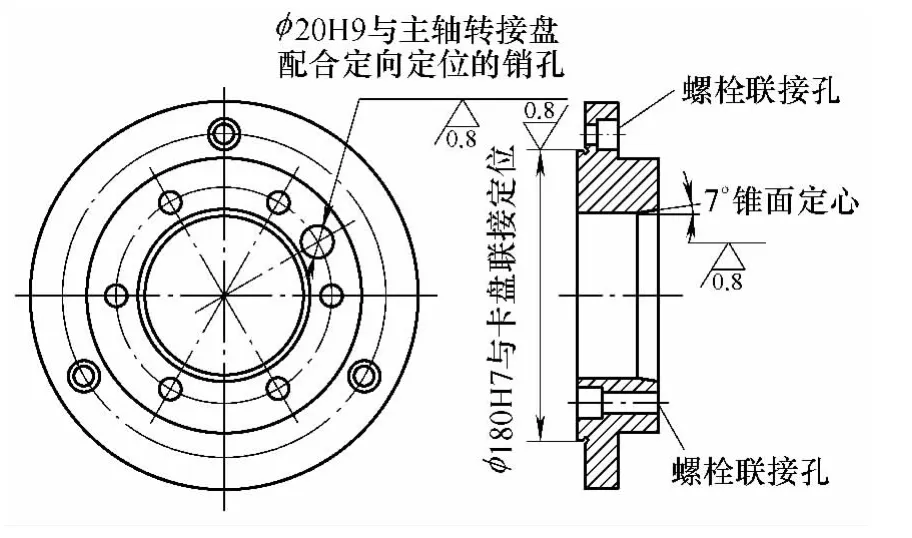
圖3 轉接器

圖4 二維構造關系圖

圖5 三維構造關系圖
圖4中所示的主軸轉接盤14與數控車床的主軸聯接,然后通過轉接器7將主軸轉接盤14和卡盤1聯接,均采用螺釘聯接;主軸轉接盤14和轉接器7采用圓柱面配合定位定向,采用錐面作輔助定位;轉接器7和卡盤1采用圓柱面配合定位定向;保證了轉接器7、卡盤1和主軸轉接盤14與車床主軸中心線位于同一根軸線上。卡盤1上通過鍵槽定位卡爪2和5,卡爪2和5通過圓柱面定位安裝虎口片3和4,通過虎口片夾持模鍛件接管嘴毛坯15,在夾持過程中通過絲桿6給卡爪2和5同時加力來使虎口片3和4同時夾緊模鍛件接管嘴毛坯15,并實現自動定心,保證零件的軸線和機床的軸線一致。
轉接器與主軸轉接盤、卡盤之間采用螺紋聯接。轉接器與主軸轉接盤和卡盤之間采用間隙配合,卡爪與虎口片采用間隙配合。主軸轉接盤圓柱面定位定心,螺釘聯接安裝在數控車床上;轉接器采用軸銷定位,錐面定心,螺釘聯接安裝在主軸轉接盤上;卡盤采用圓柱面定位定心,螺釘聯接安裝在轉接器上;卡爪通過T形槽和卡盤聯接,通過絲桿調節自動定心;虎口片通過圓柱面定位定心,采用銷釘聯接在卡爪上。
通過上述的聯接和夾持,使模鍛件接管嘴方便、可靠、準確地定位在數控車床上,操作人員可調用數控程序實現管嘴類零件的數控車加工。
3.模鍛接管嘴零件數控車加工的應用
經過對數控機床和常規車床 (CA6140、CY6140、CF6140)的數據采集,已設計、制造了適用于數控機床TALENT8/52和TALENT 10/78的轉接器和多用途卡盤。轉接器選用45鋼材料,在參照數控車床液壓主軸及多用途卡盤的聯接方式的基礎上設計,按照液壓主軸和兩爪卡盤的裝配尺寸加工生產,通過實際試應用,轉接器安裝使用順利并成功試加工了某項三通管接頭零件 (材料:30CrMnSiA),在使用現有設備、配件,不增加任何專用刀具、夾具的情況下,加工時間由以往的85 min,縮短到25 min,加工效率提高70%。既節約成本,又降低了工人的勞動強度。
本裝置采用人工裝夾,避免夾持力不易控制問題,同時可以通過非自定心的卡爪實現零件的偏心定位,因此不僅可以應用于模鍛接管嘴零件數控加工,同時可以應用于偏心類零件的數控車削加工,也解決了薄壁零件由于液壓卡盤裝夾變形難以控制而造成無法使用數控車床加工的問題。改變模鍛接管嘴、偏心類零件和薄壁零件采用普通車床加工的效率低,工人勞動強度大,質量不穩定的現象。
4.結語
模鍛接管嘴零件數控車加工的實現與應用是一個成功的案例,為中航工業成飛的飛機系統零件加工節約了成本,提高了效率,降低了工人的勞動強度。通過此案例讓我們進一步思考其他類型的零件普通加工轉數控加工的實現方法,以及改變我國航空制造企業數控設備利用率低的思路。
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
