超長薄壁套筒加工工藝
2014-10-12 05:56:22徐州徐工液壓件有限公司江蘇221004于鐵柱謝明清
金屬加工(冷加工) 2014年14期
關鍵詞:工藝
徐州徐工液壓件有限公司 (江蘇 221004) 高 湘 于鐵柱 謝明清
超長薄壁套筒是登高消防車伸縮液壓缸的零件,此件是伸縮缸中間一級,既是缸體又是桿體,加工部位尺寸精度高,剛性差,按常規的工藝加工,零件的尺寸精度和形位公差均難于控制。針對這些問題,本文從工藝流程、工藝流量及磨削參數等方面入手,成功地解決了多項綜合性加工難點,高精度,高質量地完成了新品開發任務,取得了較好的實際效果。
1.零件結構
零件結構如圖1所示,零件材料采用是27SiMn,總長為9277 mm,壁厚只有7.5 mm,內圓與外圓同軸度要求、尺寸精度、表面粗糙度及直線度都要求高。由圖1可以看出,整體零件為薄壁筒體,剛性較差,加工時易彎曲,且尺寸精度、表面粗糙度要求高,一般常規的加工方法很難保證。這些難點的存在,使得加工過程中加工路線的安排和加工量的確定等是否合理成為該零件是否合格的關鍵。

圖1 零件
2.加工工藝
通過對零件結構及其加工難點的分析,制定出以下加工工藝方案。
(1)加工路線設計。冷拔毛坯→校直→珩內孔→焊接中心孔工藝堵→磨外圓→拋外圓→鍍硬鉻(尺寸為最終尺寸)→外圓拋光→車去中心孔工藝堵(總長到尺寸)。
(2)加工留量制定。為了降低珩后冷縮的變化量,內孔0.25~0.35 mm珩磨留量。外圓按常規加工方法是車后磨削,一般留量為6~7 mm,由于零件長而薄,車時易產生變形,影響后續的加工,加工留量是采用冷拔直接磨削方法,冷拔成0.45~0.65 mm的磨削量。
(3)磨削參數的選擇。由于零件壁薄剛性差,在磨削時采用較低的進給量且轉速適當降低,制定應在保證零件磨削精度的情況下兼顧磨削效率,根據經驗及試件磨削,砂輪進給量為0.03 mm,工件轉速70 r/mim。
3.加工過程
(1)校直。冷拔后直線度的精度將直接影響后續加工的質量,校直是采用七輥校直機校直,可保證零件的直線度和圓度規定的值。內孔由于零部件在加工過程中溫度升高,零部件發生熱脹現象,為了滿足加工冷卻后的尺寸滿足要求,參考材料的性能及經驗,加工的時候考慮到冷縮的尺寸。即如果加工后需要的尺寸為上限+0.10 mm,下限0 mm,熱脹約為0.05 mm,這樣的話,加工后只要保證尺寸上限+0.15 mm,下限+0.05 mm,這樣在冷縮后尺寸就能保證要求的尺寸。
(2)為了保證套筒零件內孔和外圓同軸度φ0.04 mm,內孔珩后,以內孔為基準在外圓兩端車架口,架口跳動量不大于0.02 mm,架口車成后,在套筒零件的兩端焊接工藝堵工裝如圖2所示,工藝堵工裝是為了保證外圓磨削質量和電鍍質量,具體外形如圖3所示,以架口為基準,車中心孔。

圖2 工藝堵焊接
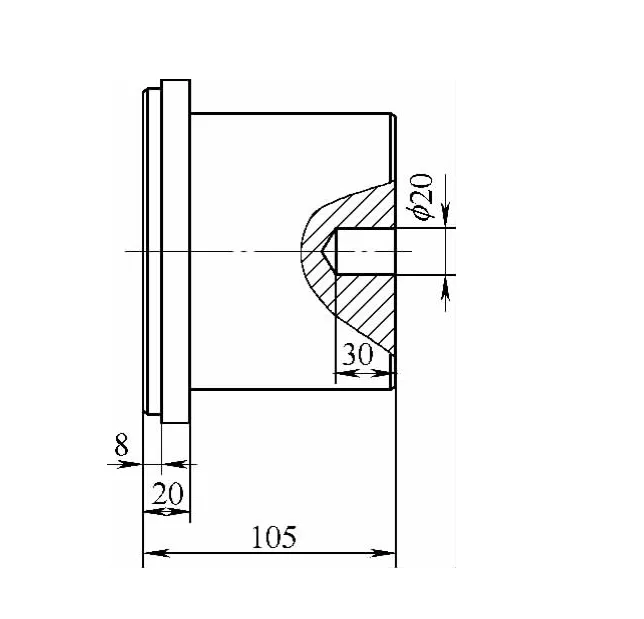
圖3 工藝堵
(3)由于該零件為薄壁零件,磨削時剛性極差易彎,磨床原有3個支撐架,用來支撐工件,為了增加零件磨削時的剛性,又增加2個支撐架,如圖4所示虛線為增加的支撐架。

圖4 磨削支撐示意圖
(4)磨削時防止磨削時燒傷,切削液采用對磨頭噴射更廣,冷卻更加充分的方法,在整個磨削過程中,防止零件受熱變形,采取不斷調整頂尖與中心孔間隙。
(5)薄壁套筒采用27SiMn冷拔材質,考慮到電鍍過程的特殊材質因素,在電鍍工藝流程中有效避免刻蝕工序引起桿體表面的脫碳現象,而采用鍍槽內預熱活化工藝,溫度55~59℃、時間控制3 min。同時因壁薄及產品的規格較長,電鍍過程中引用臥鍍碳刷旋轉導電方式,即保證液面上方溫度差對薄壁套筒的電鍍層的色澤及結晶顆粒的影響,又實現了套筒整體電鍍層圓度的均勻性。綜合兩方面考慮27SiMn薄壁套筒電鍍質量,一次性電鍍合格率有效提升,完全指導車間有序生產。
4.小結
通過實際加工實踐,加工工藝流程和方法,對長而薄零件加工變形小,加工出來的零件符合設計要求,目前經過幾個月的試制生產,該產品的各項性能指標經上車試驗均達到主機的使用要求,獲得主機廠家各部門的好評。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
