深孔中心線偏斜不同測量方法的應用與創新
2014-10-12 05:56:24山東德州德隆集團機床有限責任公司253003胡艷君
金屬加工(冷加工) 2014年14期
山東德州德隆 (集團)機床有限責任公司 (253003) 胡艷君 劉 鑄
1.槍鉆系列深孔加工特點及中心線偏斜測量的重要性
加工孔深L與孔徑d之比大于5(即L/d>5)的孔被稱為深孔加工。本文要介紹的槍鉆加工是深孔加工中的一類,具有一次鉆削就能獲得良好精度的特點,是采用外排屑方式加工φ1~φ40 mm深孔的常用方法。隨著科技的不斷進步,其鉆孔深徑比正逐漸加大,零件材質也在不斷更新,一些特殊材料的強度、硬度都比較大,成本和質量要求高,一旦最終產品孔徑、直線度及中心線偏斜等達不到要求,損失就會很大。而在這些參數中,以中心線偏斜數據為用戶的關注重點,因此各種情況下中心線偏斜質量控制,尤其是在線控制、及時糾偏,減少廢品率成為我們探索研究的目標。
中心線偏斜是槍鉆加工行業的常用術語,即實際加工孔中心線與理論中心線在全長上的偏斜程度。從實際應用來看,是從入口端到出口端中心線偏離理論中心線的最大數值max,如圖1所示。
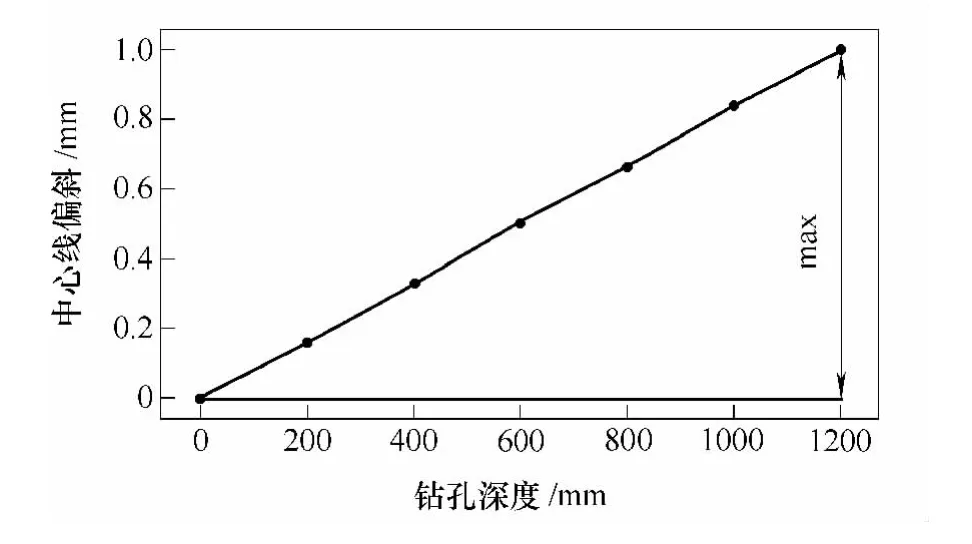
圖1 鉆孔深度與中心線偏斜關系圖
但中心線偏斜這個名詞應使用哪個形位公差標注在槍鉆行業尚沒有統一的規定,因此用戶零件圖上就存在使用同軸度、位置度及全跳動公差等標注的情況。筆者通過測量實踐和對概念的深入理解發現:①中心線偏斜數值正好是同軸度公差的一半。②在用坐標法測量線位置度時,位置度誤差結果和同軸度結果相同。③徑向全跳動是控制圓表面形狀誤差、軸線直線度及同軸度等誤差的一個綜合反映,現場測量中心線偏斜可以借用徑向全跳動指示表法。因此中心線偏斜的測量就可以借鑒以上不同的測量方法。
2.孔中心線偏斜控制難點
在加工過程中,孔中心線偏斜的質量控制十分困難,尤其是在線測量還是亟待攻克的難題。深孔加工存在兩類情況,一類是加工盲孔即不透孔,盲孔檢測難度較大,只能了解起始端的質量,但通常起始端的中心線偏斜很小,如僅靠起始端推測判定該零件質量,顯然不符合實際,也不科學,因此很多時候都是截斷盲孔另一端,來獲得孔口和末端的偏斜程度。但孔截斷存在缺點:①由于切斷應力可能會產生少許變形,影響最終零件質量。②屬于破壞性檢測,不能為了檢測而將所有零件截斷,尤其是零件數量少、成本較高時,采用全部截斷方法控制質量不現實。③槍鉆加工的孔徑一般很小 (φ1~φ40 mm),深徑比超過100以上時,在現場測量φ4 mm以下的孔徑及中心線偏斜很困難。另一類是加工透孔,在孔徑范圍允許的情況下,可以借用現場一些檢測方法檢測孔偏斜程度,相比前者難度有所降低。但無論是透孔還是不透孔,如何準確測量中心線偏斜都是我們共同研究的課題。
3.現場實際零件舉例分析
如在ZK—A系列單軸數控槍鉆機床上加工汽車齒輪箱用凸輪軸,如圖2所示,盲孔深393 mm,孔徑φ10 mm,深徑比為393/10=39.3。
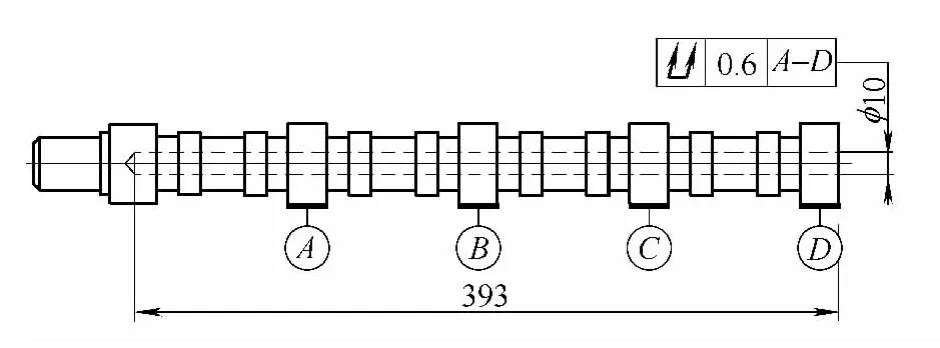
圖2
中心線偏斜要求:圖樣上通過全跳動公差體現,全長0.6 mm,中心線偏斜是全跳動的一半,因此中心線偏斜要求為0.3 mm。由于本例不能用指示表法測得全跳動公差,因此只能借用同軸度測量法。
處理方式一為截斷左端使盲孔變為透孔,這樣通過測量兩端孔,獲得孔與外圓基準的同軸度誤差,除以2即為中心線偏斜。可采用三坐標測量機測量。
(1)借鑒公共軸線法:①分別測量圖2中A、B、C、D 4個基準的外圓,以四個外圓的圓心共同擬合一條直線,作為基準軸線。②在內孔兩端分別測出兩個截面圓1、2,4、5(見圖3),以1、2圓心中點建立截面圓3,以4、5圓心中點建立截面圓6,以3與6圓心坐標建立實際孔中心軸線。③三坐標測量機計算孔軸線對外圓基準軸線的同軸度。試驗時測得同軸度為0.58 mm,即中心線偏斜數據為0.58/2=0.29 mm。
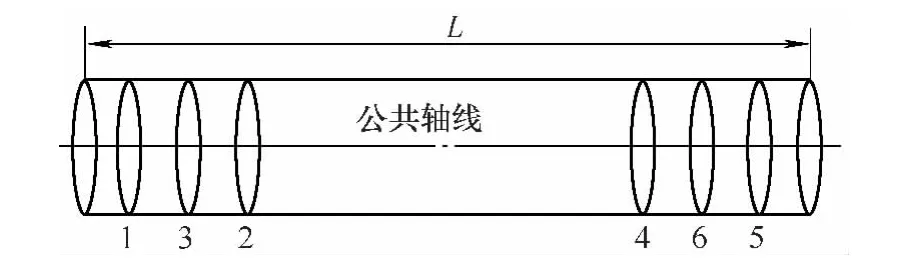
圖3
(2)測量坐標公式法:此方法也是應用同軸度測量方法除以2獲得。根據同軸度定義,同軸度誤差是以基準軸線定位,包容被測實際軸線直徑為φf的圓柱內的最小區域。
如圖4所示,將零件平放,只取在Y-Z平面的投影。
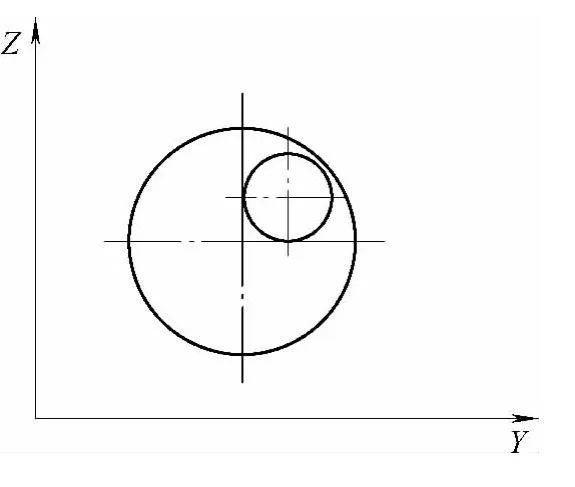
圖4
以外圓基準軸線設為零點,測得兩端坐標值,因三坐標按Y-Z平面投影,不考慮X軸方向,所以坐標為2維 (Y,Z)坐標 (見表1)。
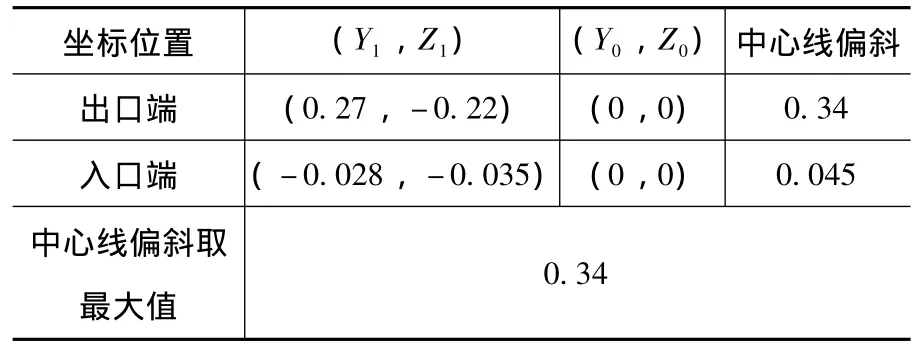
表1 (單位:mm)
處理方式二為無損檢測。檢測儀器為超聲波測厚儀 (見圖5)。具體檢測方法是按工件材質校對好超聲波測厚儀,然后在工件上進行檢測,檢測面要求精加工,消除基準本身誤差。

圖5
(3)測量距離法1:測量內、外圓間的最大與最小壁厚a、b(見圖6),同軸度誤差值為f=a-b,中心線偏斜則為其一半。此法適用于測量誤差較小的零件。測厚儀檢測取點如圖7所示。
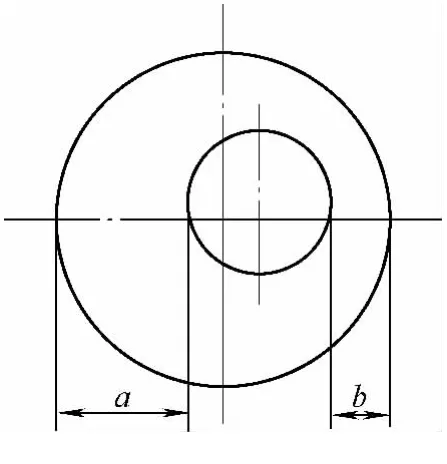
圖6 測量距離法示意
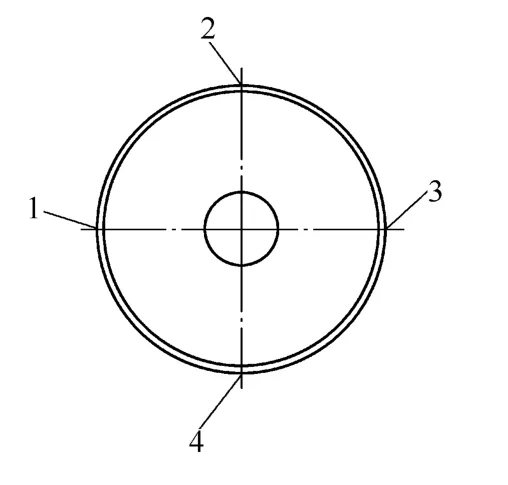
圖7 測厚儀檢測取點
檢測數值如表2、表3所示。
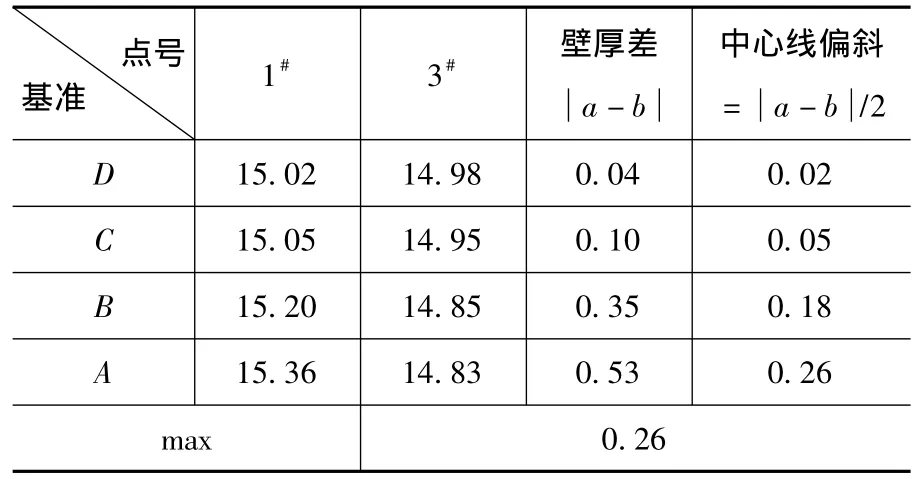
表2 (單位:mm)
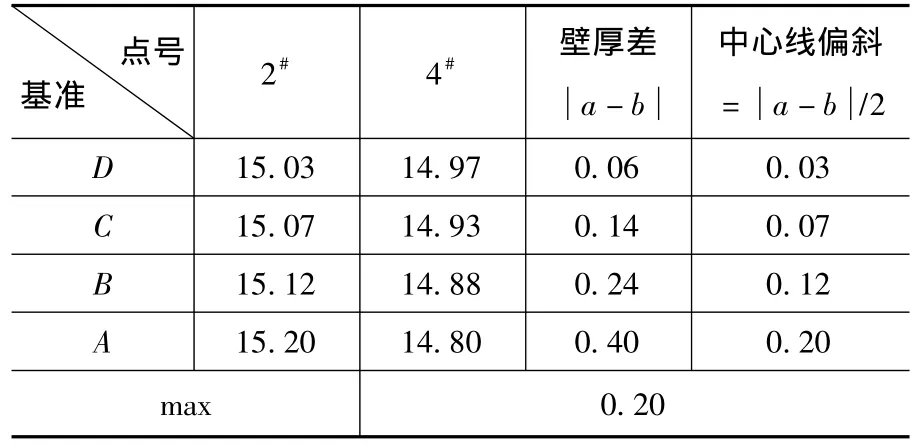
表3 (單位:mm)
偏斜結果取最大值0.26 mm,此法適合測量誤差較小的方法,要得到更為精確的結果,我們不妨考慮下述方法。
(4)測量距離法2:通過壁厚推算該截面內對應孔中心坐標,通過坐標法獲得中心線偏離最大值。通過1點和3點決定Y軸中心偏離量,通過2點和4點確定Z軸偏離量。本例中A、B、C、D 4個基準上1點壁厚始終大于3點壁厚,因此推測Y軸坐標為正值,而2點壁厚始終大于4點壁厚,得出Z軸坐標為負值。通過勾股定理計算實際偏離量 (見表4)。
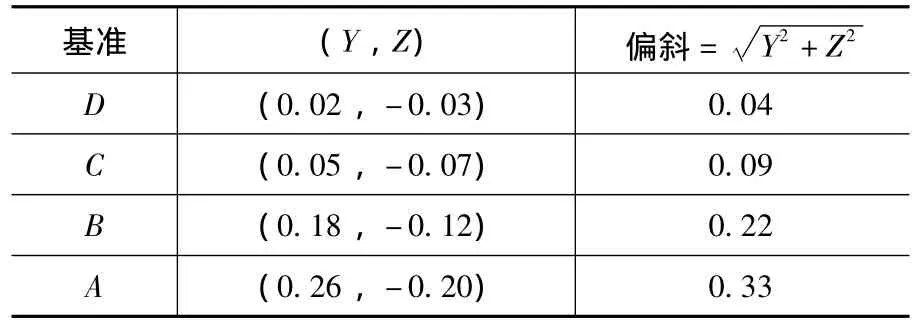
表4 (單位:mm)
利用MINITAB軟件繪出測量結果如圖8、圖9所示。
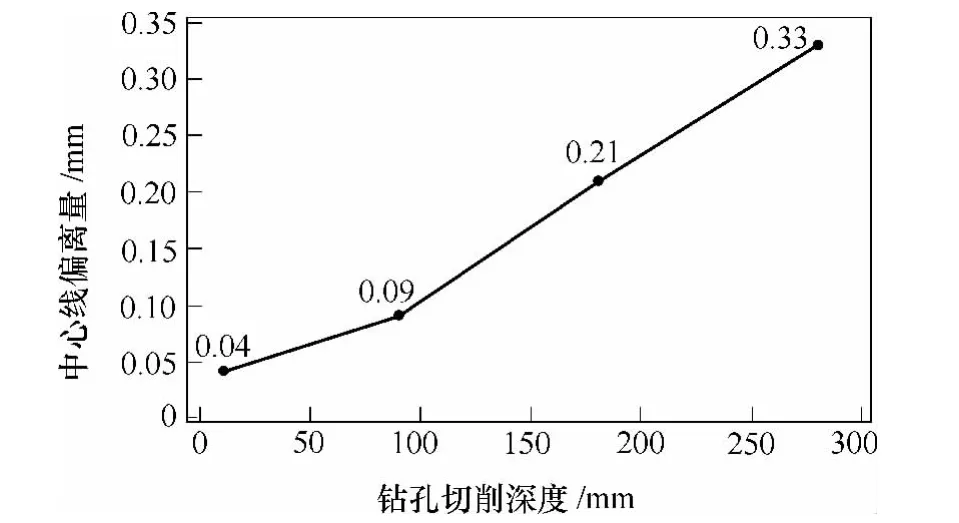
圖8 中心線偏斜量隨鉆孔深度變化趨勢
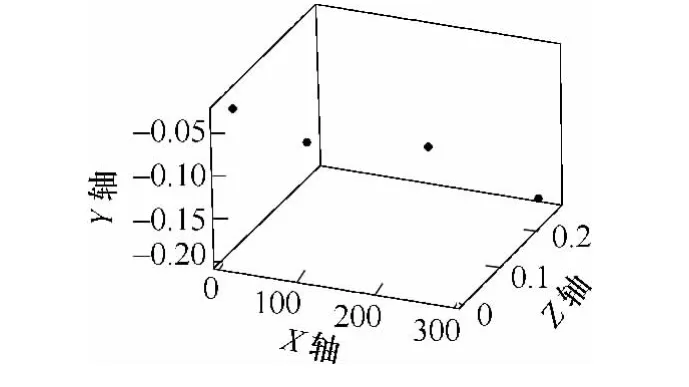
圖9 中心線偏斜在X-Y-Z平面3維點變化
由圖8、圖9可以看出:①中心線偏斜量從入口端D端到A端非線性增加,需查找原因調節機床。②中心線隨鉆孔切削深度的增加,偏斜方向為斜下方,超差0.04 mm,應向相反方向調節機床。
4.糾偏方法簡介
目前還無法做到在線測量和糾偏,只能在加工過程中停機測量 (采用超聲波測量法)。
(1)調整鉆削工藝糾偏:即鉆削工件1/2長度時,若偏斜未超差就繼續鉆通;若超差就卸下工件掉頭與原孔打通,最后鏜通孔。
(2)調整工件軸中心線位置糾偏:在鉆削到一定深度時,測量偏斜量達到糾偏范圍,可用調整工件軸心位置法來糾偏。
(3)調整刀具幾何參數糾偏:偏斜量較大時可以適當地修磨鉆頭的內角、外角和鉆尖偏心量,以改變刀具的受力狀況。
5.結語
本文總結了深孔加工中心線偏斜的幾種檢測方法,介紹了超聲波檢測儀在中心線偏斜測量方面的應用技巧。盡管超聲波檢測儀的測量精度沒有三坐標測量機的測量精度高,但是在現場糾偏功能上,利用超聲波檢測儀還是有一定優勢的。今后,我們還要繼續研究槍鉆加工檢測方法,希望通過在線糾偏方法,減少深孔零件的廢品率,降低加工成本。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
