普通內(nèi)圓磨床的數(shù)控改造
2014-10-12 05:56:26萬向錢潮股份有限公司浙江杭州311215陳建強(qiáng)
金屬加工(冷加工) 2014年14期
萬向錢潮股份有限公司 (浙江杭州 311215) 陳建強(qiáng)
在機(jī)械行業(yè)中,現(xiàn)階段已經(jīng)大量應(yīng)用了各類數(shù)控機(jī)床,極大地降低了工人的勞動強(qiáng)度。由于自動化程度較高,使一人雙機(jī)至多機(jī)操作成為可能,極大地提高了生產(chǎn)效率。但相當(dāng)多的機(jī)械制造企業(yè),還有為數(shù)不少早期購入的通用設(shè)備。該類設(shè)備的特點是通用性好,適應(yīng)各類產(chǎn)品的一般加工,但普遍的問題是自動化程度不高,基本上只能手工操作,生產(chǎn)效率也不高。因此,如何對老舊、通用設(shè)備進(jìn)行自動化改造,是一個很重要的課題,也是提高生產(chǎn)效率,減少設(shè)備投資,充分利用老舊、通用設(shè)備的重要途徑。
1.普通內(nèi)圓磨床使用現(xiàn)狀
普通內(nèi)圓磨床主要用于軸套類機(jī)械零件磨削內(nèi)圓,為通用機(jī)床,國內(nèi)主要有成都及無錫兩家機(jī)床廠在進(jìn)行生產(chǎn)。該磨床的縱向運動,自動通過液壓(液壓缸推動往復(fù)移動),或手動 (搖動手輪)實現(xiàn),橫向移動 (切削進(jìn)給)只能通過搖動進(jìn)給手輪手動實現(xiàn)。本司使用的普通內(nèi)圓磨床型號為M2110A,用于翼型工程萬向節(jié)總成中的軸承座盲孔內(nèi)底平面的磨削加工 (俗稱打內(nèi)平)。由于系縱向進(jìn)給磨削,所以無法進(jìn)行液壓進(jìn)給 (原裝機(jī)床液壓用于移動及精磨內(nèi)圓時的振蕩動作)。故本司20余年來,磨削的方式是拆除液壓聯(lián)接,手動操縱手輪使工作臺縱向進(jìn)給加工 (手輪內(nèi)的齒軸與固定在工作臺底部的齒條嚙合);尺寸控制是在床身上安裝一只百分表,拖板上裝上撞塊,加工時撞塊與百分表接觸后目視百分表以進(jìn)行尺寸控制;砂輪磨損后的補(bǔ)償方式,是憑工人的經(jīng)驗在下一件加工時增加幾絲。動作多而繁瑣,工人勞動強(qiáng)度較大,生產(chǎn)效率低。
2.自動 (數(shù)控)改造方案
(1)機(jī)械改造方案。進(jìn)給部分改造方案:由于采用液壓進(jìn)給機(jī)械機(jī)構(gòu)比較復(fù)雜,而且床身導(dǎo)軌與拖板之間的空間也很狹窄,經(jīng)多方比較,確定采用數(shù)控改造較好,結(jié)構(gòu)簡單,數(shù)控使用也比較成熟(車間內(nèi)數(shù)控車床上使用較多)的數(shù)控系統(tǒng),市場上該類數(shù)控系統(tǒng)價格也不高。橫向移動根據(jù)工件規(guī)格大小調(diào)整后即固定不動,因此不必進(jìn)行改造仍作保留,設(shè)計單軸 (縱向)數(shù)控系統(tǒng)即可。
首先需將拖板與床身內(nèi)的液壓缸拆除,床身上原液壓缸固定平面 (加工面),作為絲杠軸承座安裝面。經(jīng)測量,根據(jù)空間與長度的實際情況,選用490 mm×20 mm滾珠絲杠作為傳動,里端采用兩只7204向心角接觸球軸承背靠背固定在安裝座上,實現(xiàn)絲杠軸向和里端的徑向定位。外端為混合式步進(jìn)電動機(jī),在床身外側(cè)固定,步進(jìn)電動機(jī)軸與絲杠軸通過一個自制的聯(lián)軸器實現(xiàn)彈性聯(lián)接 (該聯(lián)軸器一邊徑向加工剖開,固定方式為螺桿擰緊抱緊,軸向距離可依實際略有伸縮),絲杠后端徑向的定位為步進(jìn)電動機(jī)減速齒輪軸。同時,需將原手動齒輪齒條式傳動機(jī)構(gòu)拆除,否則將引起干涉,實際操作中只需拆除工作臺底部的齒條即可,保留外部的操作手輪,以保持磨床外觀的完整性。
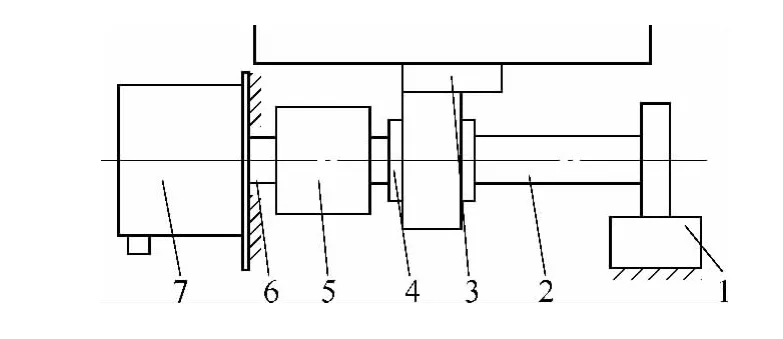
圖1 數(shù)控改造機(jī)械傳動機(jī)構(gòu)示意圖
砂輪修整方案:由于已取消液壓控制,且原有的砂輪修整器只能修整外圓,因此需另配修整器來修整砂輪端面,該裝置通過自行設(shè)計制作一套修整器來解決。砂輪修整負(fù)載很輕,因此在設(shè)計時采用氣壓控制來實現(xiàn)砂輪端面的修整。解決的方法是按砂輪中心高等高,自行設(shè)計,委外制作零件,組裝了一套砂輪修整座。其結(jié)構(gòu)為:一個鑄鐵底座,下部固定在磨床工作臺上,上部加工有一個帶鍵槽的φ30 mm的孔,中間配一支同為φ30 mm的軸,外圓上也加工出相同規(guī)格的鍵槽,兩者精密間隙配合,并通過長平鍵實現(xiàn)修整軸縱向移動的精度 (避免有間隙晃動或扭轉(zhuǎn)而影響金剛筆的修整精度)。修整軸前端加工有安裝金剛筆的孔及固定螺孔,后端與安裝在砂整座上的φ40 mm×100 mm的單出頭氣缸活塞桿聯(lián)接,通過氣缸活塞的往復(fù)移動實現(xiàn)砂輪端面的修整,砂輪修整距離的橫向調(diào)整通過T形固定槽的前后移動實現(xiàn)。
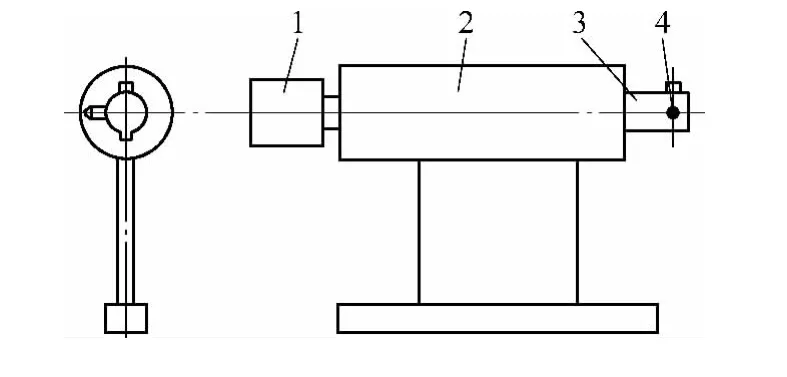
圖2 砂輪修整器結(jié)構(gòu)示意圖
(2)電氣改造方案。原電氣均只能進(jìn)行手動操作,磨頭、主軸及砂輪修整座等均為手工單步操作,需進(jìn)行改造。
數(shù)控系統(tǒng)的選用:本司車床常用的簡式數(shù)控系統(tǒng)多數(shù)來自南京,有數(shù)碼管的,有液晶顯示的,有反應(yīng)式步進(jìn)電動機(jī),也有伺服電動機(jī),經(jīng)多家單位比較,決定采用型號為XQ—80T的車床數(shù)控系統(tǒng),作為磨床的控制系統(tǒng)。該系統(tǒng)采用液晶顯示器,混合式步進(jìn)電動機(jī)拖動,最小分辨率為0.001mm,精度較高,價格不高,綜合性價比較好。
因為車床使用與內(nèi)圓磨床不同,磨加工每加工一只產(chǎn)品砂輪均有磨損,如不能實現(xiàn)自動補(bǔ)償,將無法保證加工尺寸精度及加工的連續(xù)性。一種方案為:通過加工程序的編制,可以實現(xiàn)每只加工后的補(bǔ)償,但操作上相對繁瑣不便。因此綜合考慮,經(jīng)與數(shù)控系統(tǒng)廠家多次協(xié)商交流,由廠家對數(shù)控系統(tǒng)軟件進(jìn)行修改,一件產(chǎn)品自動加工完成后不在起始點也不會報警,砂輪補(bǔ)償量的多少通過程序中固定程度段中的數(shù)值修改實現(xiàn),解決了砂輪磨損后的補(bǔ)償問題。
3.組裝
(1)機(jī)械安裝。步進(jìn)電動機(jī)及絲杠軸的安裝:根據(jù)測量的結(jié)果,預(yù)先加工一支絲杠替代軸,對里端軸承座固定,然后將替代軸、軸承、聯(lián)軸器及步進(jìn)電動機(jī)組裝起來,電動機(jī)端用墊塊臨時墊平,然后邊測量邊調(diào)整,使磨床V形導(dǎo)軌面與替代軸平行度控制在0.5 mm以內(nèi) (在相交90°軸母線上各測量一次),確定步進(jìn)電動機(jī)固定螺孔位置并進(jìn)行鉆孔攻螺紋加工,完成后將步進(jìn)電動機(jī)用螺桿固定。之后對絲杠軸系的平行度進(jìn)行精確測量,根據(jù)測量的結(jié)果調(diào)整電動機(jī)位置,直到調(diào)整到床身V導(dǎo)軌面與替代軸平行度在0.05 mm以內(nèi)后 (在相交90°母線上各測量一次),緊固步進(jìn)電動機(jī)及絲杠軸承座。確認(rèn)無誤后,在電動機(jī)安裝座和絲杠軸承座上用手電鉆分別加工φ6 mm深50 mm的孔,并用手用鉸刀加工成錐度φ6/1∶50圓錐銷孔,完成后用φ6 mm×40 mm圓錐銷固定。上述工作完成后用絲杠更換替代軸,完成進(jìn)給軸安裝。
絲杠螺母與磨床工作臺的固定:通過測量實際尺寸后制作螺母聯(lián)接板進(jìn)行安裝,但因為已安裝有絲杠,空間狹窄,測量困難,實際分兩件進(jìn)行制作:一只為螺母套,外圓上加工出相互平行的兩面;一塊為螺母安裝板,下部加工出U形槽,可與螺母套間隙配合,分別在絲杠螺母上和工作臺上安裝,調(diào)整到合適位置后對該兩件進(jìn)行電焊焊接 (確保已定位),完成對螺母聯(lián)接板精確安裝。
(2)電氣安裝。數(shù)控系統(tǒng) (數(shù)控箱)通過自帶的安裝架固定在機(jī)床床身上,以操作者操作宜人為準(zhǔn),將步進(jìn)電動機(jī)通過航空插頭連線連接,主軸啟動和停止,砂輪修整器的動作,都通過數(shù)控系統(tǒng)中“M”功能控制中間繼電器進(jìn)行自動控制。
(3)加工程序及操作解析。加工程序說明 (采用增量尺寸編程)如附表所示。
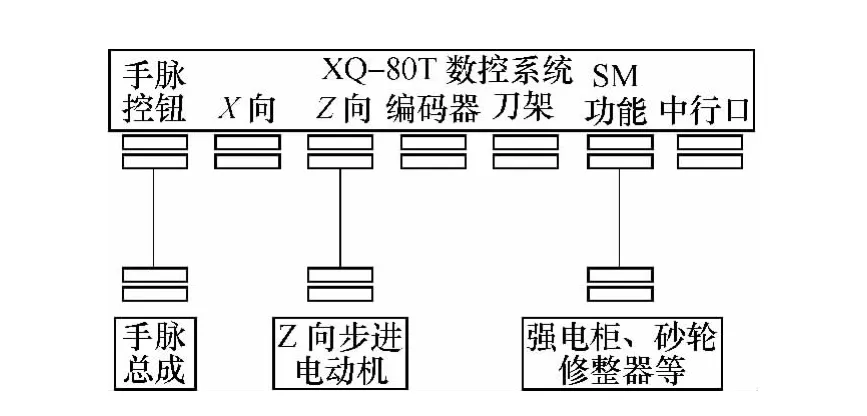
圖3 數(shù)控系統(tǒng)接線示意圖
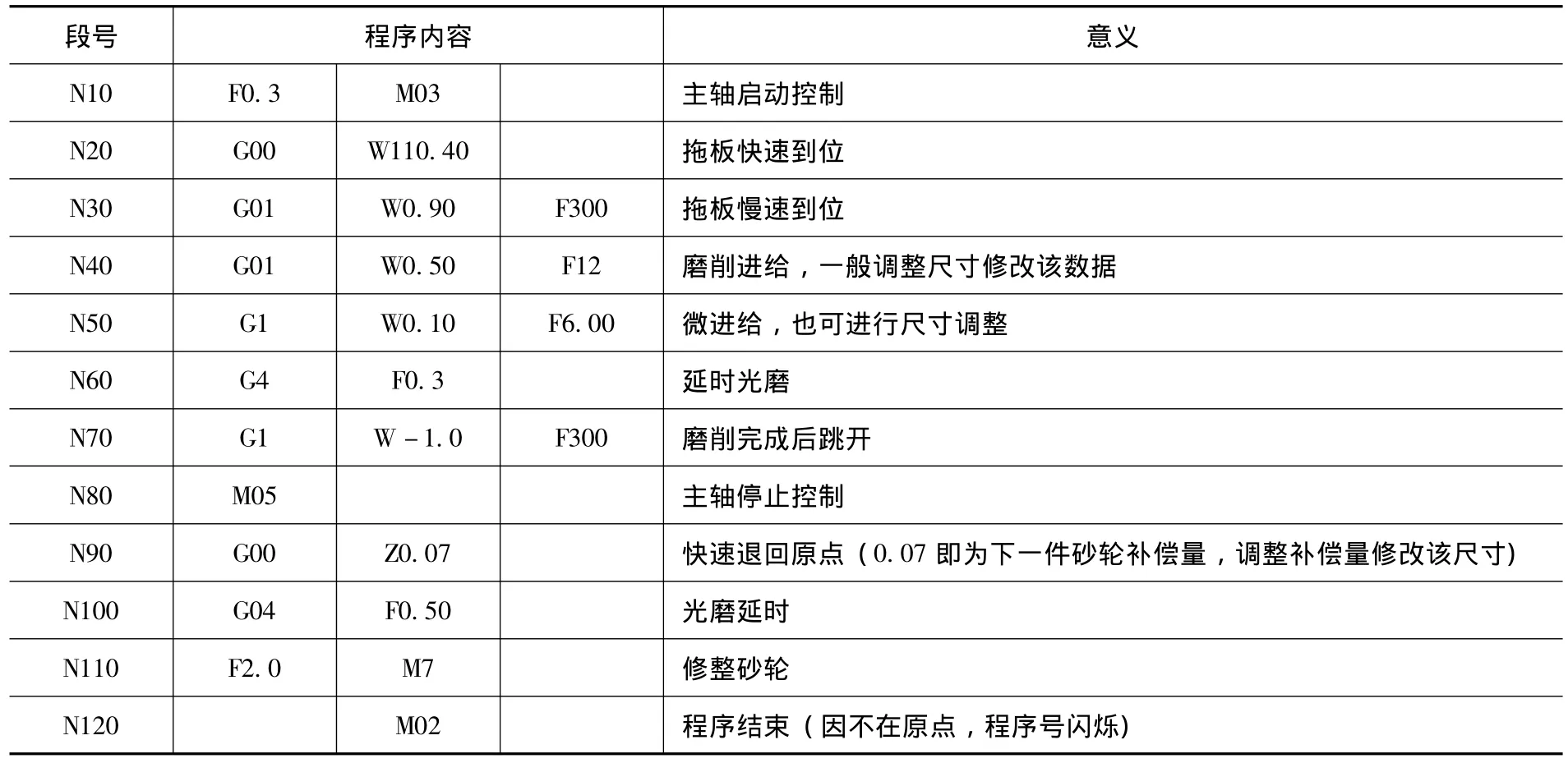
加工程序說明
修改尺寸操作 (以附表程序為例,尺寸下差0.05 mm,需調(diào)整的操作):按“%”鍵→輸入1822→按“SCH”鍵→按“↑”“↓”鍵翻到N40段→按“←”“→”鍵翻到W0.50→從鍵盤輸入W0.45→按“←”“→”鍵確認(rèn)是否修改成功。
新砂輪加工操作:①手動修整好砂輪外圓 (確保不會碰傷內(nèi)圓表面)。②數(shù)控系統(tǒng)手動狀態(tài)下退出到零線。③用目測法觀察砂輪端面與金剛筆尖的距離,確保砂輪修整架伸出后不會與砂輪相撞。④啟動砂輪修整程序修整砂輪,如不能修整,則視具體情況手動進(jìn)給后再修整,直到砂輪端面修整出為止。⑤轉(zhuǎn)到加工程序直接可進(jìn)行加工。
新砂輪剛開始磨削時尺寸可能不穩(wěn)定,需待加工2~3個,穩(wěn)定后根據(jù)實際偏差進(jìn)行尺寸或補(bǔ)償量的調(diào)整。
4.結(jié)語
車床用數(shù)控系統(tǒng)應(yīng)用于磨床改造,屬于一種創(chuàng)新,從成本上來說,極大地減少了改造成本。一般成熟的磨床數(shù)控系統(tǒng),如西門子801D,F(xiàn)ANUC-0i系列磨床數(shù)控系統(tǒng),功能多,使用效果好,但僅數(shù)控系統(tǒng)投資至少4萬元以上,而應(yīng)用該數(shù)控系統(tǒng),成本僅需0.6萬元。
改造完成后,采用數(shù)控程序控制實現(xiàn)自動進(jìn)給磨削,同時完成多種輔助動作的控制,具體為:利用步進(jìn)電動機(jī)實現(xiàn)軸承座內(nèi)平的自動磨削進(jìn)給,利用自行設(shè)計的一套氣動控制的砂輪修整器,實現(xiàn)砂輪端面的修整,確保每個加工的工件磨削的內(nèi)端面與外定位端面的距離符合產(chǎn)品圖樣的要求,又實現(xiàn)了砂輪的每只進(jìn)給補(bǔ)償。
自動加工時,只需手工上下料,按起動按鈕即可自動完成全部動作,并實現(xiàn)磨削后砂輪磨損的自動補(bǔ)償,實際加工效果良好,并實行一人雙機(jī)操作,效率提高30%以上,減輕了工人勞動強(qiáng)度。同時,與購置新磨床單價約20萬元/臺相比,節(jié)約了投資成本。
