SIEMENS 840D在全自動柔性活塞生產線中的應用 (上)
2014-10-12 05:55:52山東濱州渤海活塞股份有限公司256602王龍昌耿興華宋立科
金屬加工(冷加工) 2014年1期
山東濱州渤海活塞股份有限公司 (256602) 王龍昌 耿興華 宋立科
1.項目簡介
公司內燃機活塞生產線共有六臺機床組成,共完成從活塞毛坯到成品的12道工序的切削加工。毛坯需要人工放置到第一臺機床的料道上,通過料道運送到機床內機械手將活塞送入機床內,切削完成的活塞通過機床內機械手再放置到料道上,料道運送活塞到機床間機械手,機床間機械手運送活塞到下一個機床的料道,料道運送活塞到該機床的機床內機械手……如此循環直至運送到最后一個機床的料道。考慮到其動作的復雜性、加工精度的原因,電氣配置全部采用SIEMENS 840D。前五臺機床均使用MPI通過SIEMENS 840D NCU的X122接口聯網,用來傳送機床間的信號,從而實現了生產線的全自動化 (見圖1、圖2)。

圖1 濱州活塞車間一角

圖2 全自動柔性活塞生產線
2.系統的組成及完成的功能
SINUMERIK 840D的數控單元被稱作NCU(Numerical Control unit)單元。根據選用硬件如CPU芯片等和功能配置的不同,NCU分為 NCU561.4,NCU571.4,NCU572.4,NCU573.4(12 軸),NCU573.5(31軸)等若干種。同樣地,NCU單元中也集成SINUMERIK 840D數控CPU和SIMATIC PLC CPU芯片,包括相應的數控軟件和PLC控制軟件,并且帶有MPI或Profibus接口,RS232接口,手輪及測量接口,PCMCIA卡插槽等,所不同的是NCU單元很薄,所有的驅動模塊均排列在其右側。
SINUMERIK 840D配置的驅動一般都采用SIMODRIVE 611D。它包括兩部分即:電源模塊+驅動模塊 (功率模塊);電源模塊主要為NC和給驅動裝置提供控制和動力電源,產生母線電壓,同時監測電源和模塊狀態。
OP單元和PCU建立起SINUMERIK 840D與操作者之間的交互界面。
SINUMERIK 840D應用了MPI(Multiple Point Interface)總線技術,傳輸速率為187.5K/s,OP單元為這個總線構成的網絡中的一個節點。為提高人機交互的效率,又有OPI(Operator Panel Interface)總線,它的傳輸速率為1.5M/s。在OP單元、MCP及NCU之間即是通過OPI總線進行通訊的。
附表是其中一臺機床使用的SIEMENS 840D的主要組件 (其他附件未列出)。
系統安裝完成 (見圖3),檢查電氣接線及各種規格電源的正確性,逐級合上各級斷路器,即可進行軟件的調試。
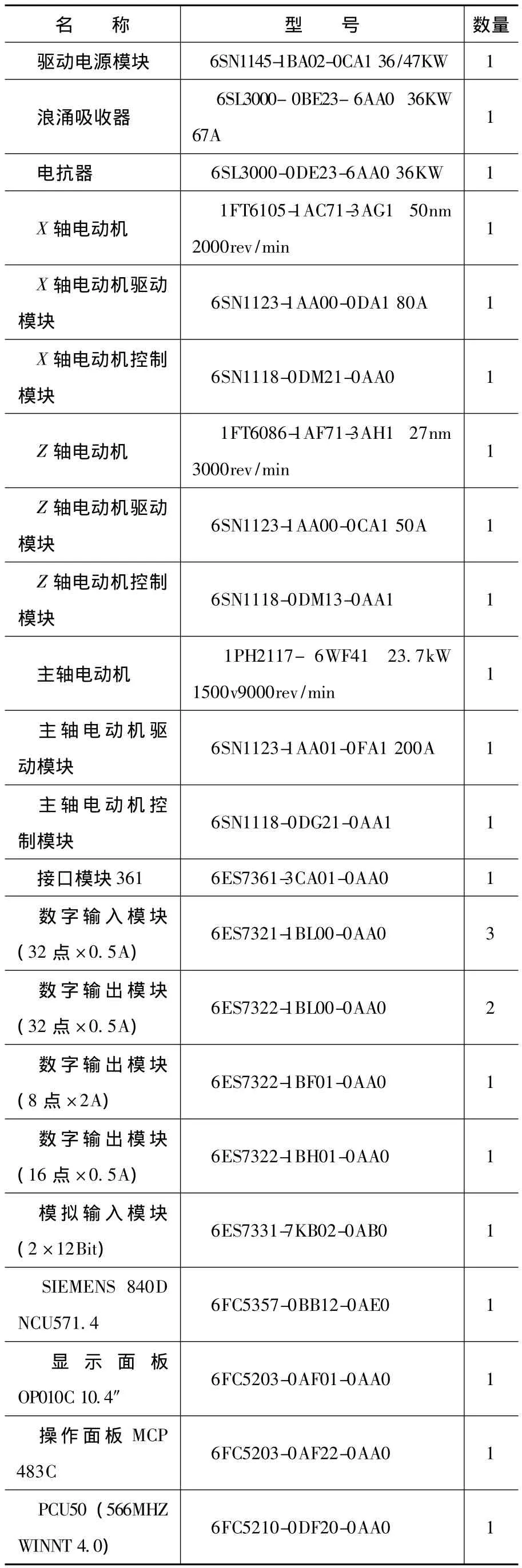
SIEMENS 840D的主要組件表

圖3 電氣柜SIEMENS 840D的安裝畫面
PCU50和筆記本通過網線連接,在WINDOWS環境下,將HMI及和HMI版本對應的漢化軟件拷貝到PCU50,進行安裝。在此時可以方便的將報警文本拷貝到相應的文件夾下。至此,可運行HMI進入SIEMENS 840D的畫面進行相應參數的設置和驅動數據的配置。
在NCU單元上,將S4調整到3,S3調整到1,按一下相鄰的RESET小按鍵,總清PLC和NC的內存,NCU上電完成,將S4、S3調整到0。
在筆記本打開STEP7,建一新工程,插入S7-300的站,進行硬件組態,編譯并下載到PLC。在OB1中編寫相應基本運行的程序,并將隨機光盤TOOLBOX安裝的塊一起拷貝到STEP 7并下載到SIEMES 840D的PLC中。
在面板設定通用參數、通道參數、軸參數,并根據電動機型號設定驅動數據,則此時可調試各個軸的運行。隨后可根據機床的實際動作要求編寫PLC較復雜的邏輯關系。較為詳細的參數的設置、驅動數據的配置、報警文本的編寫、PLC功能塊的調用等問題可參考簡明調試手冊、DOC ON CD等電子文檔資料,在此不再詳述。下面著重介紹在使用SIEMENS 840D中,用到的幾個較為重要的概念和碰到的技術難點。
(1)雙通道及其程序的同步 多通道是SIEMENS 840D的一個重要概念。SIEMENS 840D可創建兩個方式組,10個通道,31根數字軸。此生產線使用了雙通道的概念。雙通道是SIEMENS 840D的選件功能,通過SIEMENS安裝相應的數據包可實現雙通道的控制。在兩個通道各編制一套加工程序,這樣便于處理機床復雜的邏輯關系。每個車床雙通道程序的同步是通過在PLC調用FC21,用NC通道程序讀取PLC的位狀態,以實現各種動作之間的互鎖。當然FC21也可實現PLC讀取NC數據及其他功能,請參考DOC ON CD對FC21參數的定義。生產線每臺機床均控制機床內機械手、機床間機械手。機床內機械手、機床間機械手、料道及阻擋器,用系統的第二通道控制。第一通道控制進給軸和主軸,進行相應的活塞切削加工。調用FC21的程序如下:
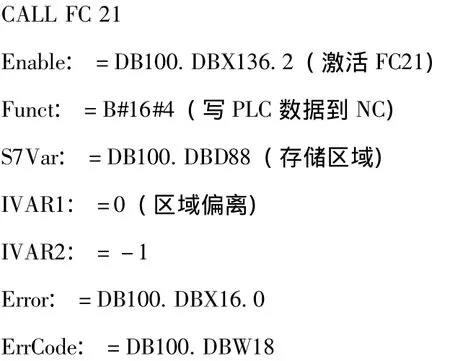
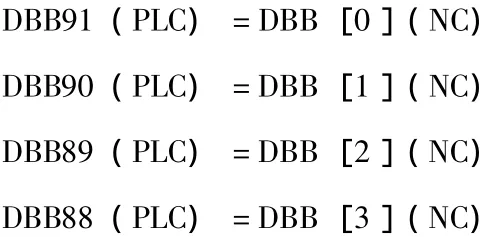
注意:FC21在PLC中定義的數據起始字節,和NC程序中DBD[0]的高字節相對應。例如:FC21的起始字節為DBD88(PLC),則:
NC加工程序舉例 (通道一,見圖4):


圖4 通道一
此程序段是通過NC加工程序讀取PLC的狀態位,判斷是否具備向下轉步條件。第一、第二通道NC程序編制的判斷語句即是各種邏輯關系的互鎖,也是兩通道根據實際動作進行的“同步”。
(2)EasyMask的使用和活塞止口內徑全自動補償的實現 EasyMask是一種不需要OEM軟件包就可在PCU50上創建多達24個畫面的工具,使用一種簡單的文本編輯器編輯INI和TXT文件就可完成畫面的設計。借助此工具用戶可訪問NCU和PLC的變量。同時支持在線的語言選擇,在WINDOWS或在MMC的DOS環境下安裝即可。
下面是EasyMask可實現的功能:
通用功能General functions:PLC接口的畫面激活信號;定義可編輯變量的最大/最小值;定義訪問變量的權限 (查看SINUMERIK 840D的訪問權限);定義畫面的數量 (可以是8、16或24個畫面)。
靜態元素static elements:直線;靜態圖片;(文件格式:BMP,WMF,ICO)文本;有效文本,如:用光標選擇文本=〉PLC置位;豎列軟鍵激活PLC位。
動態元素dynamic elements:百分比條,限制最小/最大值。
根據監控的值可選擇3種填充色,動態圖片。
在同一畫面的相同位置,根據監控變量的值選擇顯示3幅圖片 (圖片格式:BMP、WMF、ICO)中的一幅;輸入/輸出域;狀態顯示。
例如:Bit=0:文本1,背景色1,
1:文本2,背景色2;
文本數組:根據監控變量的值顯示不同的文本。
因該單機機床的手動動作共計60多個,若采用外加按鈕控制,既繁瑣又占用大量的空間,并且不能顯示測量部分的浮點數值和根據活塞尺寸填寫的標準數值。EasyMask軟件在此有了用武之地,可編輯各種按鈕和指示燈,并且有字體和背景顏色,顯示各種圖標和PLC的計算數值,這是普通按鈕所無法替代的。非常方便,使用者一目了然。下面是第一臺機床的一個測量活塞止口內經畫面和刀具壽命畫面 (見圖5、圖6)。
圖5 測量活塞止口內徑畫面

圖6 刀具壽命的畫面,美觀且功能性強
猜你喜歡
甘肅教育(2020年8期)2020-06-11 06:10:02
制造技術與機床(2019年10期)2019-10-26 02:48:08
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年18期)2018-11-14 01:48:06
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
小學教學參考(2015年20期)2016-01-15 08:44:38
人間(2015年20期)2016-01-04 12:47:10
中國衛生(2015年3期)2015-11-19 02:53:32
