遷鋼2160 mm超快冷工藝下X70管線鋼減量化工藝研究及應用
2014-10-13 03:15:16趙金華王學強趙林唐帥袁國邸洪雙
河南冶金 2014年3期
趙金華 王學強, 趙林 唐帥 袁國 邸洪雙
(1.東北大學,軋制技術及連軋自動化國家重點實驗室; 2.首鋼股份遷安鋼鐵公司)
0 前言
隨著材料加工領域技術的快速發展,管道鋪設成本的降低不再局限于提高管線鋼的鋼級及口徑,優化管線鋼的軋制工藝、減少合金元素用量,是降低管線鋼生產成本的另一重要途徑。隨著以超快速冷卻為核心的新一代TMCP技術的提出[1],利用超快冷技術對管線鋼軋制工藝進行優化,可以充分挖掘工藝潛力,綜合利用細晶、析出、相變等強化機制,實現節約型成分設計的低成本高性能熱軋帶鋼產品生產。同時,合金元素減量化能夠降低管線鋼的碳當量,有利于其后續的焊接性能[2]。因此,將超快冷技術應用于管線鋼減量化研究和生產,具有十分重要研究意義及經濟效益。
筆者采用超快冷技術,對不同Nb含量的 X70管線鋼進行實驗室熱軋試驗,研究了超快冷工藝參數對X70管線鋼的組織性能影響,并應用于大批量工業化生產。生產實踐表明,超快冷工藝條件下,采用較低Nb含量成分設計,14.2 mm X70管線鋼力學性能穩定,很好地滿足了生產需求。
1 試驗
1.1 試驗材料及化學成分
試驗材料采用X70管線鋼連鑄坯,其化學成分見表1,其中,B鋼Nb含量與A鋼相比低約25%。將連鑄坯開坯鍛造成尺寸為100 mm×100 mm×130 mm鋼坯。

表1 試驗用X70管線鋼化學成分(質量分數) %
1.2 工藝路線
利用超快速冷卻技術,通過二階段控制軋制(γ再結晶區軋制+γ未再結晶區軋制)+控制冷卻對節約型成分設計的X70管線鋼軋制工藝及工業化應用進行研究,具體工藝路線為:節約型成分體系設計→實驗室軋制工藝研究→工業化批量生產應用。
1.3 試驗方法
熱軋試驗在東北大學軋制技術及連軋自動化國家重點實驗室(RAL)Φ450 mm二輥可逆軋機上進行。首先將A、B鋼坯加熱至1200℃保溫3 h后進行控軋,控軋采用相同軋制規程:Ⅰ階段:100→85→73→62→51→41,Ⅱ階段:41→30→20→17.5→14.2,終軋厚度為14.2 mm,終軋溫度均為820 ℃。對A鋼軋后層流冷卻(LC)至380℃,置于RK-60-7型坑式電阻爐中保溫2 h后隨爐冷卻以模擬卷取過程;對B鋼軋后采用超快冷(UFC)至510℃,層流冷卻(LC)至380℃,置于RK-60-7型坑式電阻爐中保溫2 h后隨爐冷卻以模擬卷取過程,具體軋制工藝如圖1所示。
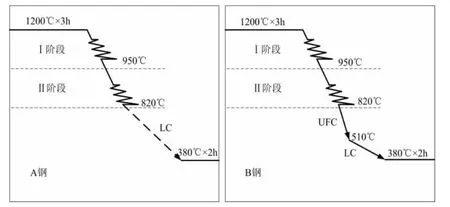
圖1 控軋控冷工藝示意圖
2 試驗結果
2.1 力學性能
按照GB/T2975標準,沿鋼板軋制方向取樣并加工成標準拉伸試樣,拉伸試驗在WDW-300型微機控制電子萬能試驗機上進行。-30℃沖擊試驗在INSTRON型沖擊試驗機上進行,沖擊試樣尺寸為10 mm×10 mm×55 mm標準夏比V型缺口試樣。不同軋制工藝下A、B鋼拉伸及沖擊力學性能見表2。

表2 A、B鋼在不同軋制工藝下力學性能
由表2可以看出,在兩種不同軋制工藝下,A、B鋼強度指標、韌塑性指標相當,均滿足API X70性能要求。
2.2 顯微組織
金相試樣經打磨、拋光后,采用4%硝酸酒精溶液腐蝕后進行顯微組織觀察(OM)及表面形貌觀察(SEM),顯微組織觀察在Leica型光學顯微鏡上進行,表面形貌觀察在FEI QUANTA600型掃描電子顯微鏡上進行。A、B管線鋼在不同軋制工藝下顯微組織及表面形貌照片如圖2所示。
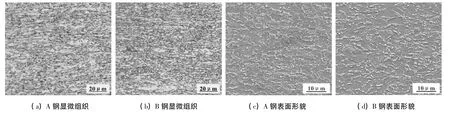
圖2 不同工藝下鋼板厚度1/4處顯微組織與表面形貌照片
由圖2可以看出,A鋼軋后經層流冷卻至卷取溫度,其顯微組織由針狀鐵素體(AF)、M/A島組成,(圖2(a)、(c));B鋼軋后經超快冷+層流冷卻至卷取溫度,其顯微組織同樣由針狀鐵素體(AF)及M/A島組成(圖2(b)、(d))。但與軋后采用層流冷卻的A鋼相比,B鋼針狀鐵素體細化,M/A島尺寸減小。
3 分析討論
3.1 不同工藝下管線鋼斷口分析
沖擊試樣斷口觀察在FEI QUANTA600型掃描電子顯微鏡上進行。A、B鋼在不同軋制工藝下沖擊斷口形貌照片如圖3所示。
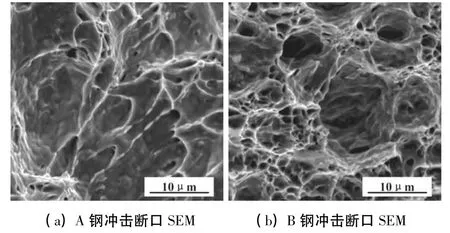
圖3 不同工藝下管線鋼沖擊斷口形貌
由圖3可以看出,A、B鋼-30℃沖擊試樣斷口形貌均為典型韌窩狀斷口,其中,B鋼韌窩數量較多、尺寸較小、部分韌窩深度較大。材料的沖擊斷裂過程為裂紋的萌生與擴展過程,試樣受沖擊變形時,隨著載荷的增加、變形量的增大,裂紋優先在第二相粒子(如夾雜物)處萌生,隨著載荷繼續增大而發生擴展,最終斷裂。通常減小裂紋萌生概率,提高裂紋擴展阻力是保證材料具有良好韌性的有效措施。對于典型X70管線鋼組織而言,裂紋易在夾雜物以及硬相M/A島處萌生,隨著當前純凈鋼冶煉技術應用于管線鋼生產,管線鋼夾雜物含量降低,M/A島大小、數量成為影響材料沖擊過程中裂紋形成的主要因素。
在貝氏體相變過程中,C元素通常擴散至奧氏體微區而提高奧氏體的穩定性,當高溫保留下的奧氏體冷卻至Ms溫度以下時部分發生馬氏體相變,易形成由馬氏體與奧氏體組成的富碳組織,即M/A島[3]。影響M/A島形態、尺寸、數量的主要因素為C的擴散[4]。超快冷下,形變奧氏體以較高冷卻速度通過高溫相變區至目標溫度,高溫停留時間相對較短,C等元素通常進行短程擴散,所形成的M/A島尺寸相對較小。另外,超快冷下形成的細小針狀鐵素體具有"互鎖"特點,相互交織的針狀鐵素體對裂紋的擴展具有阻礙作用。因此,超快冷下B鋼具有良好沖擊韌性。
3.2 超快冷下Nb減量化成分設計
熱軋鋼鐵材料TMCP的基本冶金學原理是,在再結晶溫度下進行大壓下量變形促進微合金元素的應變誘導析出并實現奧氏體晶粒的細化和加工硬化;軋后采用加速冷卻,實現對處于加工硬化狀態的奧氏體相變進行進程的控制,獲得晶粒細小的最終組織。為了提高再結晶溫度,利于保持奧氏體的硬化狀態,同時也為了對硬化狀態下奧氏體的相變過程進行控制,控制軋制和控制冷卻始終緊密聯系在一起。
傳統TMCP的基本手段是“低溫大壓下”和添加微合金元素,通過在接近相變點溫度進行低溫大變形,增加奧氏體內部儲存的變性能,提高奧氏體硬化程度。而Nb等微合金元素的添加,是為了提高奧氏體的再結晶溫度,使奧氏體在比較高的溫度即處于未再結晶區,因此可以通過增大奧氏體在未再結晶區變形量,實現奧氏體的硬化[5]。以超快冷為核心的新一代TMCP技術,利用軋后較高冷卻能力,使高溫變形過程中形成的變形帶、位錯、孿晶、層錯等晶體缺陷保留至相變溫度,為材料相變提供了足夠的形核位置及相變驅動力,因此,利用超快冷進行軋后冷卻路徑的控制,能夠彌補Nb含量降低對材料再結晶溫度的影響,實現超快冷下節約型成分設計的管線鋼軋制。
對于A鋼而言,含有較高Nb元素,Nb能夠顯著提高材料的再結晶溫度,使奧氏體在比較高的溫度處于未再結晶區,因而可以增大奧氏體在未再結晶區的變形量,實現奧氏體的硬化。相同變形條件下,含高Nb的A鋼形變奧氏體儲存較多形變能,為后續的相變過程提供足夠的相變驅動力及更多的形核位置;B鋼在軋后超快冷下,其形變奧氏體具有較大過冷度,高溫階段保留下的晶體缺陷較多,易形成更加細小的針狀鐵素體組織。
3.3 冷卻工藝對管線鋼組織轉變影響
熱軋帶鋼在軋后冷卻過程中發生復雜相變,而冷卻路徑控制是實現相變過程控制的關鍵[6]。實施超快速冷卻后的鋼材在動態相變點終止冷卻,通過隨后冷卻路徑的控制得到多樣化的相變組織及多樣化的材料性能[7]。
由材料顯微組織照片可以看出,A、B管線鋼在不同冷卻制度下均呈現針狀鐵素體與M/A島混合組織特征,但兩種組織形成機制并不相同。結合試驗鋼軋制工藝知,在軋后層流冷卻條件下,A鋼形變奧氏體冷速相對較小,在形變奧氏體以一定冷速通過針狀鐵素體相變區間時,部分針狀鐵素體在相對較高的溫度區間形成,因此針狀鐵素體組織相對粗大。而B鋼經終軋后采用超快冷工藝冷卻至相變溫度,利用超快冷快速冷卻至針狀鐵素體相變區,高溫保留下的晶體缺陷及較大過冷度有利于針狀鐵素體形核,得到組織更加細小的針狀鐵素體組織。對于減量化B鋼而言,依據X70管線鋼所需要的組織及性能要求,軋后采用超快冷+層流冷卻的冷卻制度,通過合理地控制冷卻路徑,獲得了比層流冷卻下更為細小的針狀鐵素體與M/A島的混合組織,且各項力學性能與A鋼相當,表明超快冷下能夠實現14.2 mm X70管線鋼的減量化軋制。14.2 mm X70管線鋼減量化軋制工藝為:二階段控軋(終軋溫度820℃)+超快冷至510℃+層流冷卻至380℃卷取。
4 工業化生產
基于實驗室對A、B鋼超快冷下減量化軋制工藝的研究結果,采用首鋼遷鋼2160 mm熱連軋生產線超快速冷卻系統,對14.2 mm X70管線鋼進行超快冷工藝應用。生產板坯為合金減量化板坯,其成分在該廠14.2 mm X70管線鋼原有合金成分基礎上降低一定量的Nb、Cr含量,實際大批量生產的14.2 mm X70管線鋼典型力學性能如圖4所示。
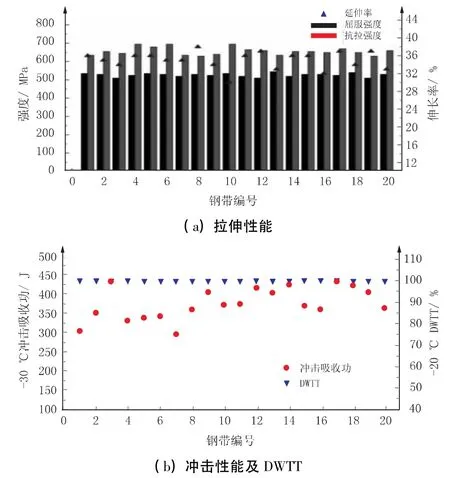
圖4 14.2 mm X70管線鋼典型力學性能
由圖4可以看出,工業化生產的帶鋼力學性能穩定,均滿足API X70性能標準,其中屈服強度分布在510 MPa~545 MPa,抗拉強度分布在630 MPa~695 MPa,延伸率分布在30% ~38%,-30℃沖擊吸收功分布在298 J~439 J,-20℃ DWTT均為100%,性能很好地滿足了API X70性能要求,實現了超快冷下14.2 mm X70管線鋼節約型成分設計及工業化大規模生產應用。
5 結論
1)采用節約型成分設計,結合超快冷工藝條件,獲得的B鋼顯微組織呈現為典型X70管線鋼組織特征,為細小針狀鐵素體+M/A島混合組織。
2)節約型成分設計條件下,基于超快速冷卻的14.2 mm X70管線鋼軋制工藝為:二階段控軋(終軋溫度820℃)+超快冷至510℃ +層流冷卻至380℃進行卷取。
3)采用超快冷工藝,工業批量生產的成分節約型14.2 mm X70管線鋼各項力學性能穩定,很好地滿足API X70標準,實現了節約型成分設計及工業化大規模生產應用。
[1] 王國棟.新一代控制軋制和控制冷卻技術與創新的熱軋過程[J].東北大學學報(自然科學版),2009,30(7):913-922.
[2] 王曉香.當前管線鋼管研發的幾個熱點問題[J].焊管,2014,37(4):5-13.
[3] S.Tang,Z.Y.Liu,G.D.Wang,et al.Microstructural evolution and mechanical properties of high strength microalloyed steels:Ultra Fast Cooling(UFC)versus Accelerated Cooling(ACC).Materials Science & Engineering A,580(2013):257-265.
[4] 康健,周曉光,王國棟.高強度低屈強比建筑用鋼板的研究開發[J].軋鋼,2009,26(3):31-35.
[5] 王國棟.控軋控冷技術的發展及在鋼管軋制中應用的設想[J].鋼管,2011,40(2):1-8.
[6] 袁國,李海軍,王昭東,等.熱軋帶鋼新一代TMCP技術的開發與應用[J].中國冶金,2013,23(4):21-26.
[7] 王國棟.新一代 TMCP技術的發展[J].中國冶金,2012,22(12):1-5.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
