倒立式車磨復合機床運動精度的動力學
2014-10-15 08:40:06張文治李濟順王大舉
河南科技大學學報(自然科學版) 2014年2期
張文治,李濟順,b,劉 義,b,王大舉
(河南科技大學a.機電工程學院;b.河南省機械設計及傳動系統重點實驗室,河南洛陽471003)
0 引言
金屬帶式無極變速器(簡稱金屬帶式CVT)具有傳動效率高、換擋平順等優點,已廣泛應用于汽車行業中[1]。CVT錐盤是金屬帶式無級變速器的核心零件,其加工質量的好壞直接影響金屬帶式CVT的工作性能。錐盤的傳統加工方法是采用多種機床聯合作業,通過不同工序在不同機床上加工來完成的,傳統加工方法由于需要工件多次裝卡,不僅降低了加工精度而且生產效率低下,難以實現大批量生產。為提高加工效率、保證加工質量[2],設計開發CVT錐盤專用加工機床成為了當務之急。在設計初期研究CVT錐盤專用機床—倒立式車磨復合加工中心的動態特性,對節約開發成本、縮短研制周期和保證機床設計的成功具有重要的意義[3-4]。
本文以多體動力學理論為基礎,基于計算機仿真技術,建立了倒立式車磨復合加工中心的動力學模型,并定性分析了影響機床運動精度的相關因素,找出影響規律。從而對倒立式車磨復合加工中心的進給運動精度進行評價,為機床設計和制造提供理論依據。
1 CVT錐盤專用加工中心的結構簡介
CVT錐盤專用加工中心采用倒立式結構[5-6],倒立式加工就是機床主軸在上方、刀具在下方,主軸上安裝動力卡盤,夾持工件后移向刀具,完成進給運動。該加工中心主要由床身、橫梁、鞍座和主軸組成。圖1為CVT錐盤倒立式車磨復合加工中心進給系統結構。
倒立式車磨復合加工中心的進給系統由伺服電機、聯軸器、直線滾動導軌、滾珠絲杠、鞍座以及主軸等機械部件組成。X方向由雙電機驅動滾珠絲杠帶動鞍座來實現進給運動,絲杠采用兩端固定支撐方式安裝;Z方向的進給運動是由電機驅動滾珠絲杠帶動主軸來完成的,絲杠采用上端固定下端浮動的支撐方式安裝。
倒立式車磨復合加工中心設計指標:X、Z方向最快移動速度為80 m/min、30 m/min,定位精度X≤0.002 mm,Z≤0.003 mm。由于X向進給傳動速度、加速度較大,且絲杠細長、鞍座(650 kg)慣性力大等特點,所以X方向進給傳動部件的剛度比較薄弱,因此,本文針對X方向進給運動精度進行分析。
2 加工中心動力學建模
對機床的實體模型進行如下假設:在裝配過程中,不考慮裝配間隙,忽略制造誤差。利用三維軟件
建立各個零件模型,并完成整機的裝配,然后導入ADAMS中。導入后的機床模型,需要在部件之間施加合適的約束來保證其運動關系[7-9]。倒立式車磨復合加工中心多體動力學模型建立如圖1所示。
2.1 彈性聯軸器的模擬
在建模過程中利用扭轉彈簧模擬彈性聯軸器,用來實現電機扭矩的傳遞。在ADAMS中扭轉彈簧實際上是一個包含剛度、阻尼關于扭矩T的函數,可由式(1)表示:

式中,θ為彈簧的扭轉角;CT、KT為扭轉的阻尼系數和彈簧剛性系數;下標0為初始狀態。
2.2 軸承的模擬
X向進給運動由雙電機驅動滾珠絲杠完成,每根絲杠兩端分別由三套角接觸軸承兩端固定進行安裝;Z向絲杠采用上端由四套角接觸軸承,下端由一套深溝球軸承采用一端固定一端浮動的支撐方式。軸承連接的特點不但是保證構件有一個旋轉運動,并且保證連接件之間具有一定的剛度、阻尼的連接關系,因此對每個軸承采用軸套力(BUSHING)進行模擬。圖2為倒立式車磨復合加工中心X向進給系統軸承裝配簡圖。
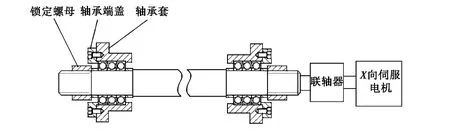
圖2 軸承裝配關系簡圖
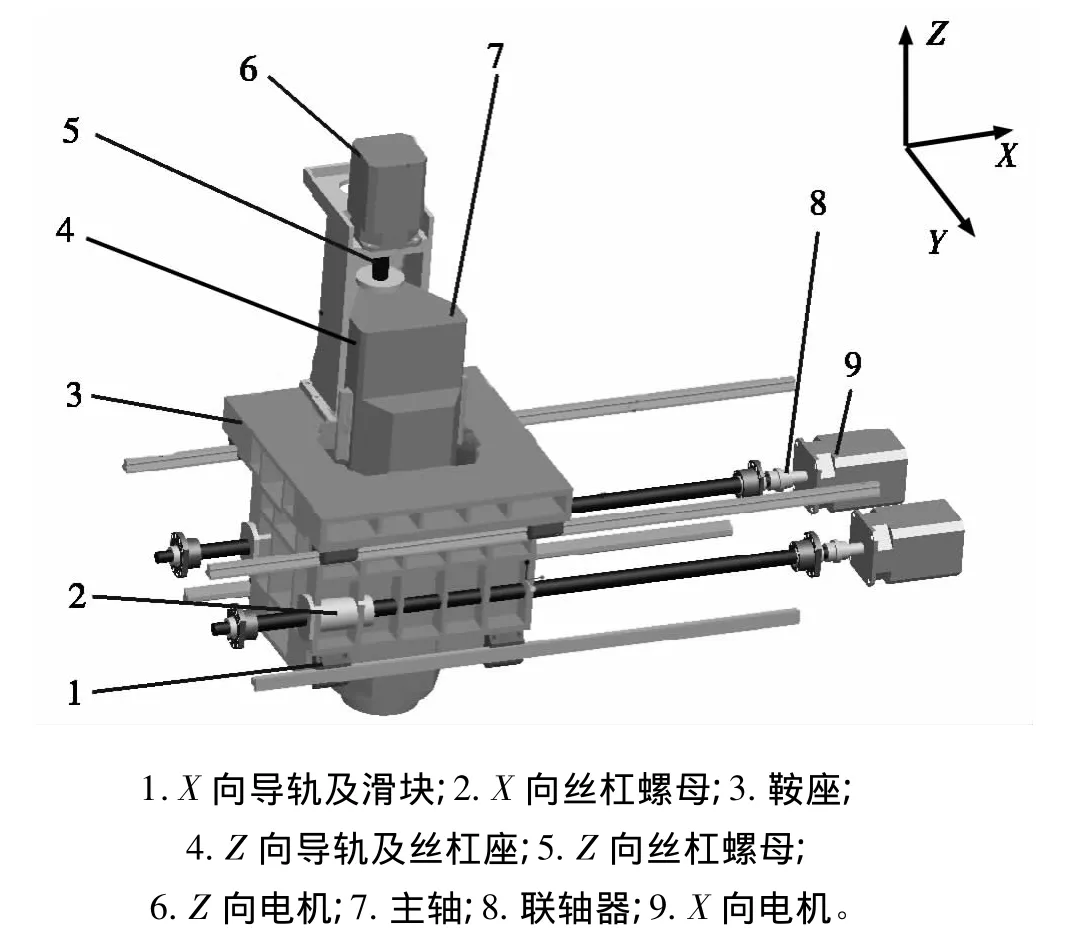
圖1 倒立式車磨復合加工中心進給系統結構
2.3 導軌滑塊模擬
在滑塊和導軌之間添加接觸約束(CONTACT),來簡化它們之間結合面的接觸模型,接觸形式定義為實體—實體接觸,共建立了14個接觸,設定導軌滑塊之間剛度、阻尼和摩擦因數。
2.4 絲杠的柔性化處理
相對其他構件來說,絲杠為細長的構件,因此應該將其視為一個柔性體,從而在分析中考慮其剛度對加工精度的影響[10-11]。在建模過程中,利用軟件提供的FLEX柔性體模塊,對絲杠進行柔性化處理,其實質就是將絲杠離散成若干段相互柔性連接的剛性體,不同剛性體間采用Beam力進行柔性連接,從而實現絲杠的柔性化。
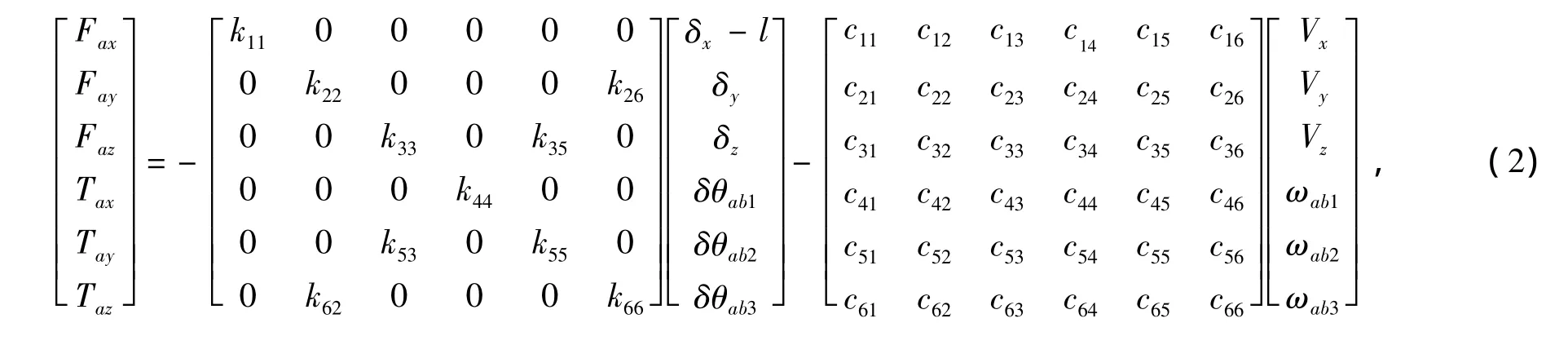
柔性梁力學原理如圖3所示。即沿J-Marker坐標軸向的作用力Fax、Fay和Faz以及繞坐標軸的力矩Tax、Tay和 Taz,沿 I-Marker坐標軸方向的作用力 Fbx、Fby和 Fbz以及繞坐標軸的力矩 Tbx、Tby和 Tbz,其表達式如下:
2.5 運動副和驅動的設置
床身橫梁作為進給機構的機架,設定其底面與大地構件為固定約束;鞍座和主軸分別同X、Z向絲杠采用螺紋副進行連接,設置各自導程;在電機與轉子之間添加旋轉副,然后在旋轉副上添加旋轉驅動,設定驅動函數,模擬伺服電機的驅動。
經過上述操作,建立了倒立式車磨復合加工中心進給系統在ADAMS中的動力學模型。
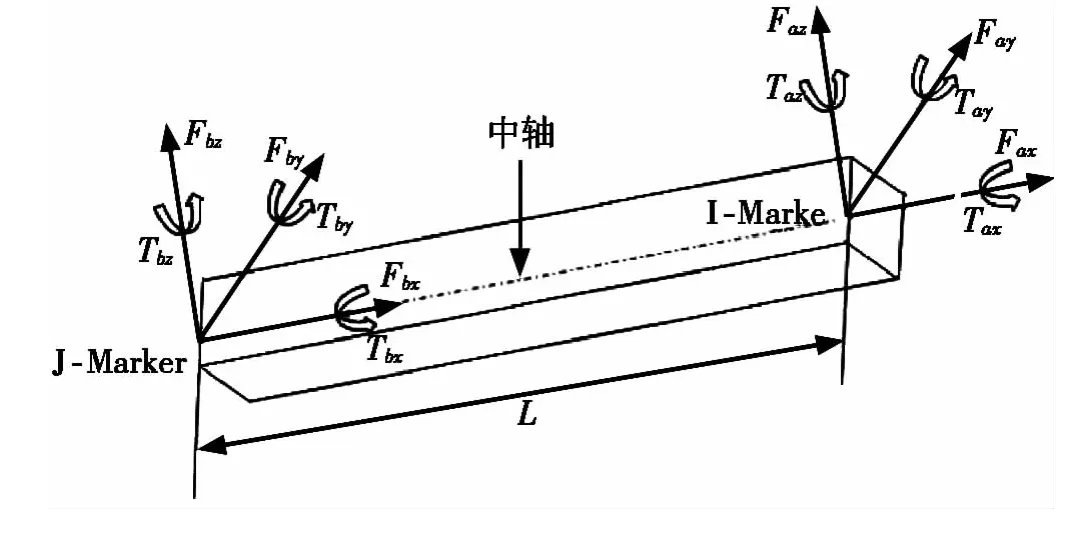
圖3 柔性梁示意圖
3 結果分析
根據合作廠家提供的技術參數,設置仿真初始條件為:鞍座質量m=650 kg,導軌滑塊阻尼C=30 kN·s/mm,絲杠軸向剛度KS=1.6 kN/μm,軸承軸向剛度KB=1.8 kN/μm。
對機床主軸在空載條件下X方向上的進給運動進行仿真計算。X向電機驅動輸入驅動函數為:step(time,0,0,0.5,12 000 d)+step(time,0.5,0,1,0)+step(time,1,0,1.5,-12 000 d),表示機床主軸的加速、勻速和減速的進給運動過程。設置仿真時間為1.5 s,仿真步數為1 000。
圖4是仿真得出的X方向上主軸的進給位移、速度和加速度響應曲線。由加速度響應曲線可知:主軸在整個工作過程中,加速度變化最為明顯的階段發生在電機驅動加速和減速過程中。這就意味著在機床主軸進給系統加速和減速過程中會出現較為明顯的振動,對機床進給運動精度影響較大。
圖5為相同工況下不考慮機床部件的彈性連接,主軸在X方向上的位移、速度和加速度響應曲線。為了更直觀的顯示出彈性連接對機床運動精度的影響,將圖4與圖5主軸X方向上的進給位移、速度和加速度曲線分別相減,得到相對應的圖6、圖7、圖8,從中得出初始條件下主軸在X方向上的進給運動情況為:最大位移波動為0.003 5 mm,最大速度波動為0.116 3 mm/s,最大加速度波動為125.365 1 mm/s2。
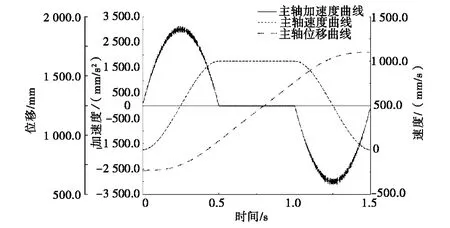
圖4 考慮彈性連接的主軸進給運動響應曲線
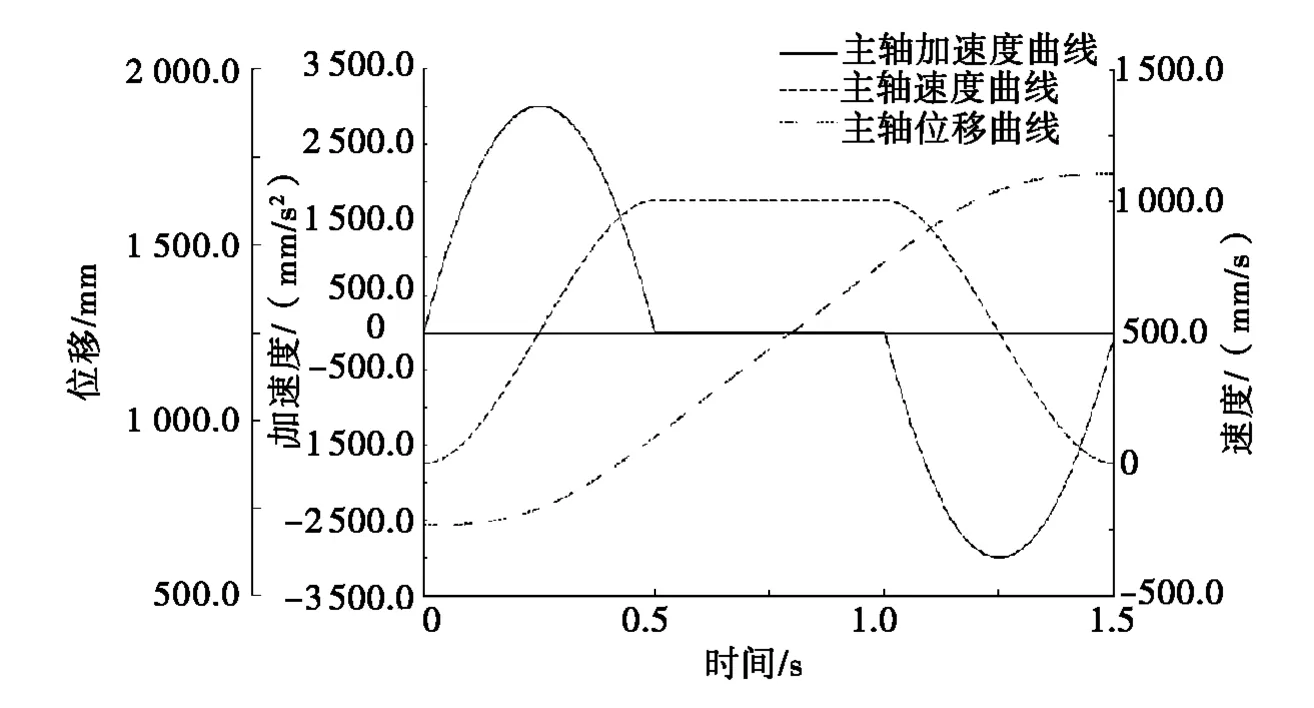
圖5 不考慮彈性連接的主軸進給運動響應曲線
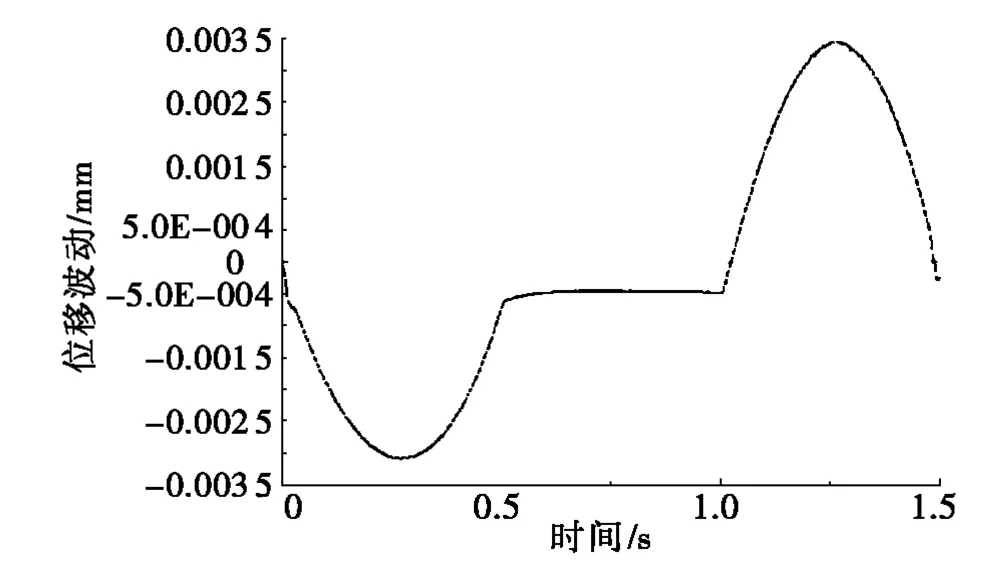
圖6 主軸進給位移波動曲線
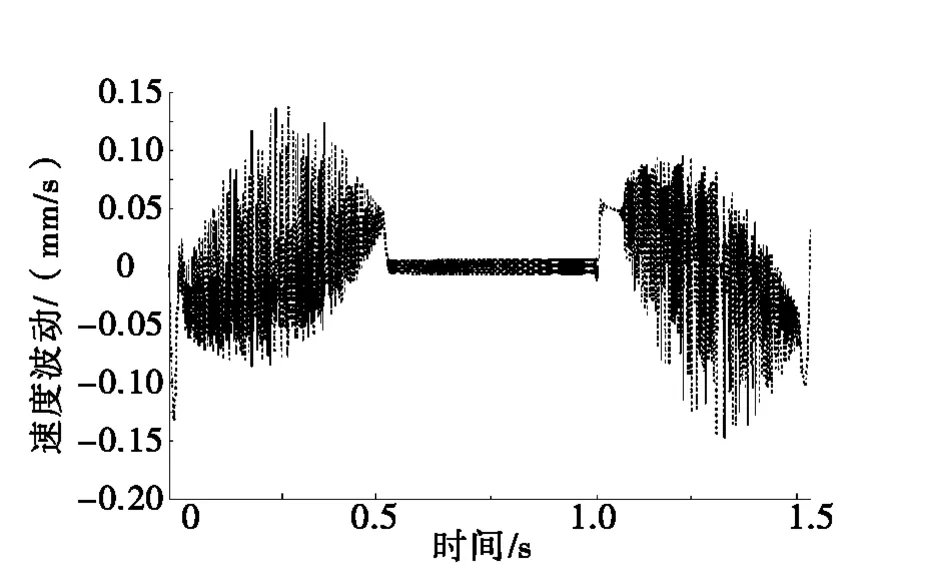
圖7 主軸進給速度波動曲線
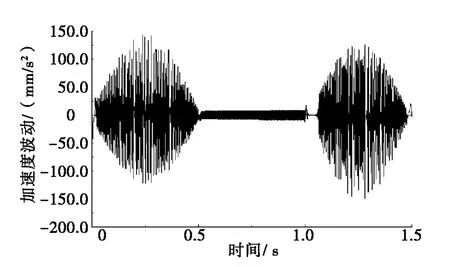
圖8 主軸進給加速度波動曲線
改變機床模型中鞍座質量、導軌滑塊阻尼、絲杠軸向剛度和軸承軸向剛度參數值,研究機床主軸進給運動精度的影響因素。下面分兩種情況對影響因素進行分析。
(Ⅰ)保持絲杠軸向剛度 KS=1.6 kN/μm、軸承軸向剛度KB=1.8 kN/μm不變,改變鞍座量和導軌滑塊阻尼的值,按照上述仿真方法,得到主軸X方向上進給運動的最大位移、速度和加速度波動值,如表1、表2和表3所示。
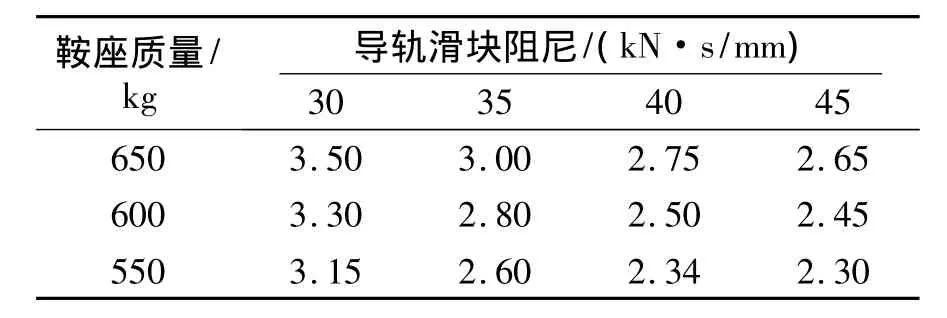
表1 最大位移波動值(情況Ⅰ) μm
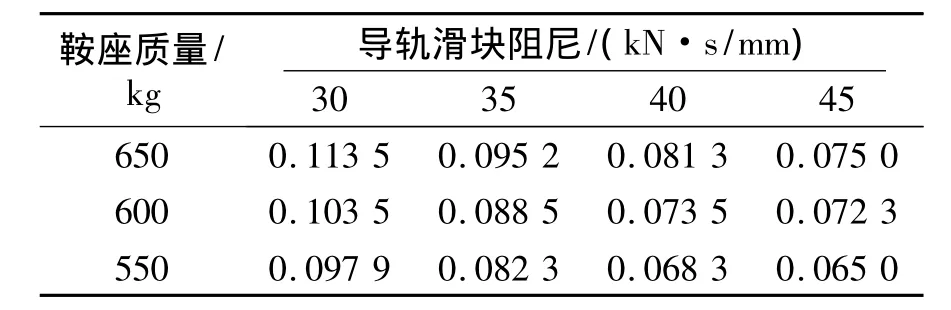
表2 最大速度波動值(情況Ⅰ)mm/s
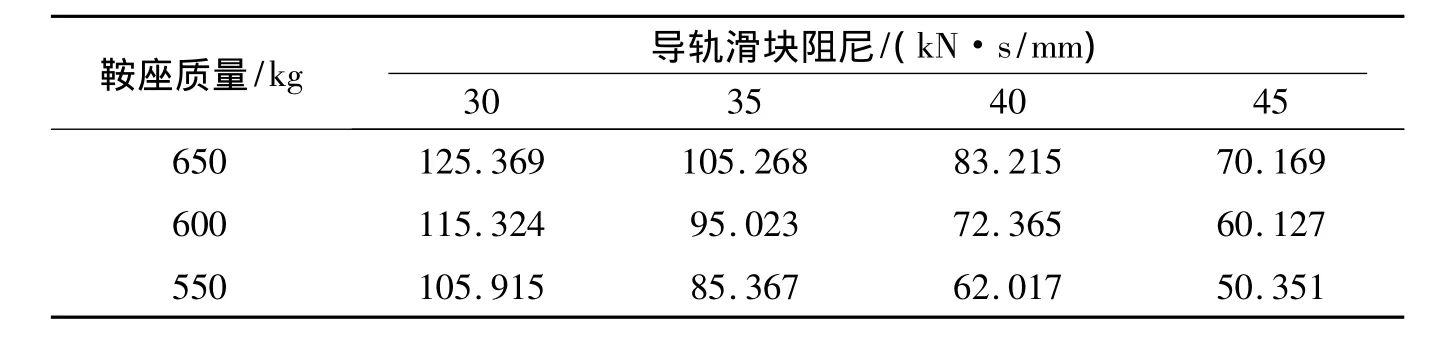
表3 最大加速度波動值(情況Ⅰ) mm/s2
由表1、表2和表3可知:在鞍座質量相同的情況下,隨著導軌滑塊阻尼的增大,進給運動的位移、速度和加速度波動降低;在導軌滑塊阻尼相同時,隨著鞍座質量的減小,主軸進給運動的最大位移、速度和加速度波動跟著減小。因此,減小鞍座質量和增大導軌滑塊阻尼可以提高機床的運動精度。
(Ⅱ)保持鞍座質量m=650 kg、導軌滑塊阻尼C=30 kN·s/mm不變,改變絲杠軸向剛度和軸承軸向剛度的值,進行仿真計算,得到主軸進給運動的最大位移、速度和加速度波動值,如表4、表5和表6所示。
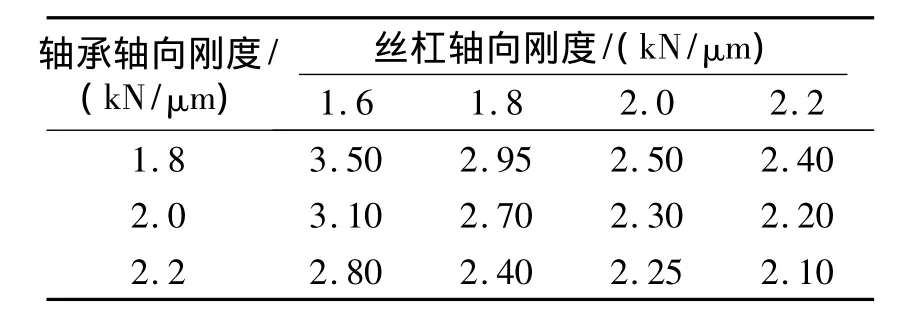
表4 最大位移波動值(情況Ⅱ) μm
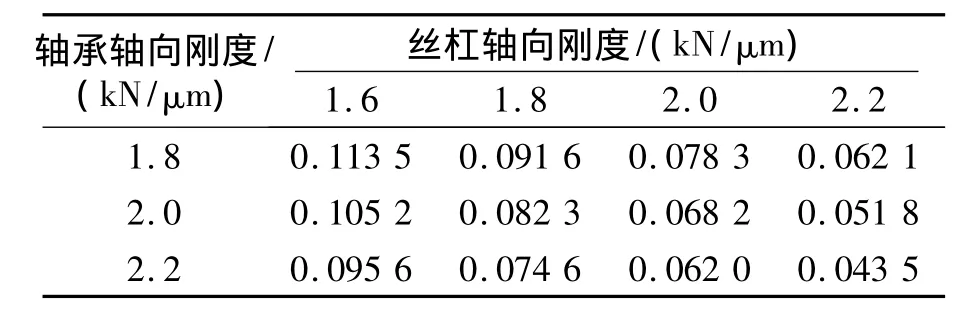
表5 最大速度波動值(情況Ⅱ) mm/s
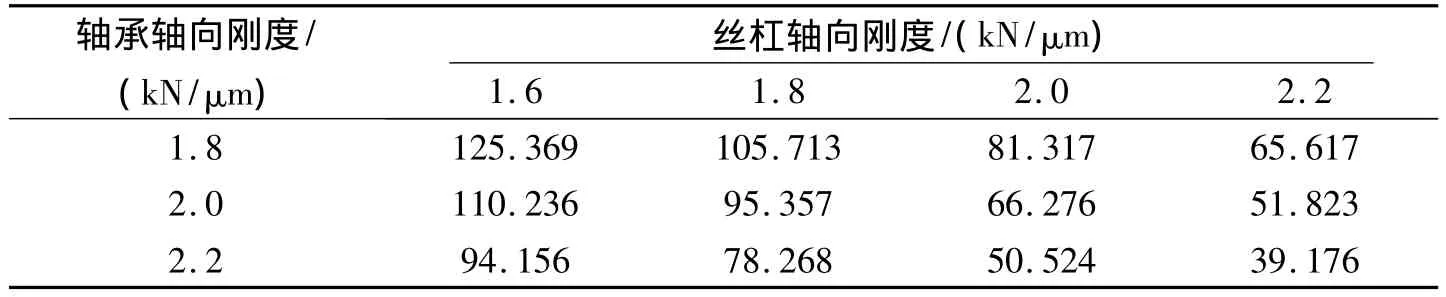
表 最大加速度波動值( 情況Ⅱ)mm/s2
由表4、表5和表6可知:隨著絲杠軸向剛度和軸承軸向剛度的增大,機床主軸進給運動的最大位移、速度和加速度波動值減小,且絲杠軸向剛度對主軸的運動精度影響較大。
4 結論
本文運用ADAMS軟件建立了倒立式車磨復合加工中心動力學模型,并對影響機床進給運動精度的幾個因素進行了定性分析。分析結果表明:增大絲杠和軸承的軸向剛度以及導軌滑塊阻尼,或減小鞍座質量都可以降低主軸進給運動的位移、速度和加速度波動,從而提高機床的運動精度。在設計和調試倒立式車磨復合加工中心時,X向絲杠通過采用兩端固定的安裝方式以及對軸承施加適當的預緊力來提高軸向剛度;要適當調整導軌滑塊之間的阻尼;在保證鞍座剛度的前提下盡量減小鞍座質量等措施來保證機床的運動精度。
[1]程乃士,劉溫,李來平,等.金屬帶式無級變速器[J].東北大學學報:自然科學版,2000,21(5):505-508.
[2]劉哲,王紅軍,孫錫娜,等.車磨復合機床的結構設計與分析[J].機械制造與研究,2009,38(1):18-20.
[3]張萌,李航,楊丙乾.數控機床運動精度及其研究[J].機械設計與制造,2008(12):106-108.
[4]賈現召,張濤,趙海蓮,等.截尾時間下數控機床可靠性分析的灰色模型法[J].河南科技大學學報:自然科學版,2013,34(4):12-16.
[5]張曙,陸啟建.倒置式復合加工系統[J].航空制造技術,2008(5):56-57.
[6]劉江,齊風華,徐世昌.倒置式車銑復合加工中心自動上料裝置設計[J].組合機床與自動化加工技術,2011(6):91-93.
[7]朱立達,史家順,蔡光起,等.基于ADAMS的3-TPS混聯機床運動學和動力學仿真[J].東北大學學報:自然科學版,2007,28(10):1473-1476.
[8]華順剛,余國權,蘇鐵明.基于ADAMS的減速器虛擬樣機建模及動力學仿真[J].機械設計與研究,2006,22(6):47-52.
[9]柏見濤.基于虛擬樣機技術的機床進給傳動系統動力學研究[D].長春:吉林大學,2007.
[10]吳亞蘭,李劍峰,羅映.提高加長型數控機床進給系統傳動剛度的措施[J].機床與液壓,2007,35(8):247-249.
[11]吳南星,胡如夫,孫慶鴻.數控車床絲杠進給系統剛度對定位精度的影響[J].中國工程科學,2004(9):46-49.