基于Profibus-DP總線的復卷機控制系統設計
2014-10-17 03:09:36余慧娟蔣愛麗
機電設備 2014年2期
余慧娟,蔣愛麗,水 立
● (上海船舶設備研究所,上海 200031)
基于Profibus-DP總線的復卷機控制系統設計
余慧娟,蔣愛麗,水 立
● (上海船舶設備研究所,上海 200031)
復卷機是是造紙機械中的重要配套設備,其性能的好壞直接影響到成品紙卷的質量,其控制功能的先進性關系到造紙廠的生產能力。本文提出了一種基于PROFIBUS-DP現場總線的復卷機傳動控制系統,采用新一代直流傳動裝置 DCS500和交流傳動裝置 ACS800對2500復卷機進行了應用。
恒張力控制;恒壓力控制;力矩差控制
0 引言
復卷機是造紙生產機械中的完成設備,通常安裝在緊接造紙機的后面,具有速度快,間歇生產等特性,是造紙機械中的重要配套設備,其性能的好壞直接影響到成品紙卷的質量,控制功能的先進性關系到造紙廠的生產能力。復卷機車速一般為紙機速度的2倍~3倍,引紙時,要以最高車速的1:100運行。隨著造紙工業的發展,造紙設備不斷往高速化方向發展,對產品質量和產量提出了更高要求,對復卷機生產過程進行實時控制和監測的要求也越來越高。為保證在復卷過程中不斷紙、不松紙,必須保證紙幅的張力恒定;為保證成品紙內緊外松的品質,必須對前后底輥電機進行負荷分配控制,并對壓紙輥進行壓力控制。因此,復卷機對電氣傳動系統的性能要求是卷紙時的恒張力控制、前后底輥的力矩差控制及穩速控制等。本文針對山東晨鳴2500紙機配套的一臺復卷機,設計了基于PROFIBUS-DP現場總線的復卷機傳動控制系統,系統采用PLC為控制核心,矢量控制變頻器為執行機構,OP面板為人機界面。
1 系統組成
1.1 復卷機結構
復卷機由放卷輥(又稱退紙輥)、導紙輥、縱切裝置、壓紙輥、弧形輥和卷紙底輥(包括前底輥和后底輥)等構成,如圖1所示。
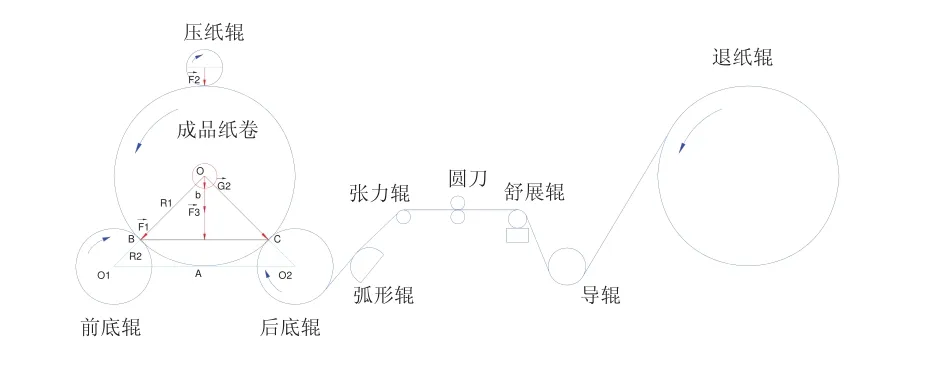
圖1 復卷機結構圖
復卷機的傳動系統可以分為兩個部分,一是卷取部分;另一個是放卷部分。放卷部分有1臺放卷電機,卷取部分有2臺卷取電機,這兩組電機依靠紙幅張力聯系在一起,具體說,放卷電機的作用是提供一個反向力矩,在放卷的過程中拉緊紙。把卷取部分看為一個整體,則卷取電機用來克服放卷電機所提供的反向力矩,拉平紙幅并卷取紙卷。
1.2 技術參數
本設計中的復卷機的紙種定量:50 g/m2~120g/m2雙膠紙;紙頁張力:600 N/m~800N/m;凈紙寬度:2500mm;成品紙卷最大直徑:φ1200mm;設計車速:1800m/min;工作車速:1500m/min;引紙車速:25m/min;引紙方式:下引紙。
各傳動點的電機參數如表1所示:
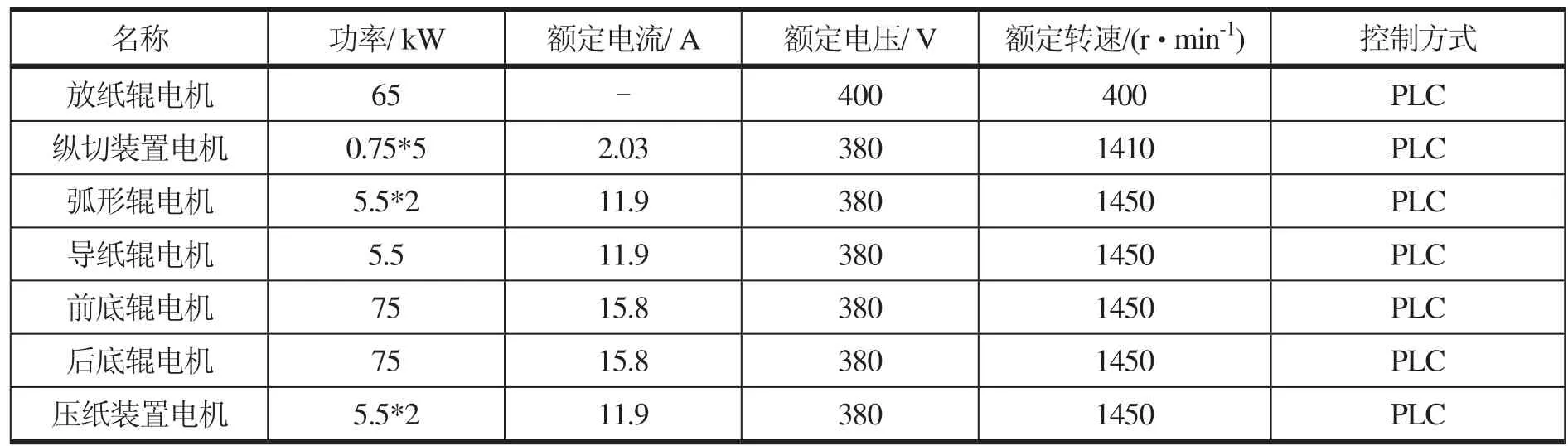
表1 各傳動點的電機參數
2 控制系統設計
2.1 控制方式
根據復卷機工藝要求,利用Profibus-DP總線組成復卷機三級控制網絡:
1)第一級為變頻器控制級:采用ABB ACS800系列,ABB DCS500傳動控制器,進線按產品說明書配置標準配置線路,加裝進,出線電抗器和諧波濾波器,配有組合閉環控制編碼器反饋CUVC板,組成閉環控制系統。通過矢量變頻器完成對前后底輥電機實現負荷分配控制,控制兩電機的轉矩按設定曲線運行,對放卷電機實現恒張力閉環控制。
2)第二級為PLC 控制系統:采用西門子公司S7315-2DP,ET200遠程I/O(備有30%冗余量)與現場信號連接。主要完成壓紙輥壓區壓力控制和對整個復卷機的操作控制。
3)第三級為上位操作系統:人機界面采用OP270-10作為控制面板對整個復卷機傳動點進行操作和監控。
PLC與變頻器和直流控制器及OP270-10等通過ROFIBUS-DP通訊方式構成局域網絡,Profibus-DP現場級的高速數據傳輸,解決了自動控制系統(如PC、PLC等)通過高速串行總線與分散的現場設備(如遠程I/O、變頻器、電磁閥等)之間的通信任務。
2.2 軟件實現
控制系統設計選用SIEMENS S7-300型高性能CPU作為本機的核心,采用PROFIBUS-DP通訊方式,具有極強的運算能力和控制能力。工作流程由PLC完成,操作及顯示功能通過OP270-10實現,系統控制對象主要包括放紙輥電機、前后底輥電機、縱切裝置電機、弧形輥電機、導紙輥電機以及壓紙輥電機,整個設備的傳動形式為雙閉環全數字交流變頻驅動和直流發電機制動。
2.2.1 放紙輥自動張力控制
復卷機中配置張力輥和張力傳感器,在引紙時即能建立張力,保證起卷時張力平滑過渡。在運行過程中,通過張力的實測控制和張力間接控制,使紙張力保持恒定,同時在升速和降速過程中,加入轉動慣量補償,有效保證了紙幅張力自動控制的性能。
2.2.2 前后底輥力矩差控制
為有效保證成品紙卷的內松外緊的一致性,在操作臺OP270-10面板上設置緊度控制,可根據各種紙的工藝要求設定不同的力矩差,通過成品紙卷直徑位移電位器的檢測,實現力矩差自動控制。
2.2.3 壓紙輥壓力差控制
在氣壓操作系統中加入進口電氣比例閥,通過直徑位移電位器檢測成品紙卷直徑,可設置不同曲線,控制比例閥,達到自動控制壓力輥壓力的目的。
2.2.4 圓刀傳動控制
1)速度跟隨后底輥
2)電流(力矩)自動調節平衡
3)速度信號由PLC給出
2.2.5 上下弧形輥和導紙輥速度跟隨后底輥控制
速度跟隨后底輥且略高,速度信號由PLC給出。
2.2.6 其它控制及要求
1)前后底輥和放紙輥均具備快停功能,在操作臺和機架上二處安裝緊接停車按鈕,可通過快停按鈕快速制動,使損失降到最小程度,緊停用于緊急故障時使用,采用能耗回饋制動,均能立即剎車。放紙輥制動裝置的設置,更有效保證了制動效果。
2)放紙輥引紙時,采用現場控制面板正向點動和反向點動按鈕控制,速度用面板的電位器調節。
3)輔助所有的控制回路(包括輔助電機及液壓,氣控系統元件等),輔助控制回路直接接入遠程I/O模塊,與PLC實現通訊,盡量減少了中間繼電器
4)紙張計長功能
在OP270-10操作面板上設置計長功能,紙達到設定長度自動停機
5)斷紙后,設備自動停機,前后底輥,放紙輥自動緊急制動。
6)機架上裝有輔助操作箱和急停按鈕。
3 系統應用
本系統中按照工藝要求分為兩種工作狀態:系統工作狀態和引紙狀態,這兩種工作狀態的選擇可通過OP270觸摸屏上“工作/引紙”實現。
升降速時間:30 s~90s;
緊急制動時間(包括前,后底輥,導紙輥和放紙輥):≤10s;
傳動精度:穩速精度為0.01%。
當系統處于工作狀態時,此時張力應已經建立,通過OP270上的“運行”按鈕啟動系統,線速度給定通過“速度快升”按鈕將速度升至運行速度值,速度調整可通過“速度快降”、“速度為微升”和“速度微降”來實現。
系統張力的給定通過“張力快升”實現,張力的調整由“張力快降”、“張力微升”和 “張力微降”完成。系統運行狀態下的實際值和工作狀態可通過OP270上的顯示屏進線觀察。
引紙:當系統工作在引紙狀態時,各個傳動點處于速度控制方式下,此時張力為0,各傳動可分別進行點動操作,點動速度在傳動裝置內設定;引紙時可通過“引紙”按鈕實現前后底輥和放紙輥以相同的速度運行,運行速度在傳動裝置中設定。
4 結語
1)2500復卷機通過調試后,開車時的速度達到了1200 m/min工作車速,經過半年后的開車跑合和參數修正,開車速度達到1500m/min的工作車速。
2)系統應用變頻器豐富的軟件功能設計復卷機的恒張力和負荷分配控制系統,結合現場總線技術的應用,提高了復卷機的車速和控制系統精度。友好的人機界面不僅使操作簡單,而且能動態監控復卷機的運行過程。通過OP面板修改和設定工藝參數,使維護更加方便,降低了工人的勞動強度,提高了生產效率。
[1]李劍峰,唐文林.復卷機的傳動控制[J].廣東造紙,1998(2):36-39.
[2]秦報國,孟彥京.復卷機交流電氣傳動系統設計[J].中華紙業,2004(2):59-63.
[3]孟彥京.造紙機變頻傳動原理與設計[M].西安:陜西人民出版社,2002.
Design of Control System for Rewinding Machine Based on Profibus-DP Fieldbus
YU Hui-juan,JIANG Ai-li,SHUI Li
(Shanghai Marine Equipment Research Institute,Shanghai 200031,China)
Rewinding machine is important corollary equipment for paper machine.Its performance affects the quality of the finished paper rolls directly and the progressiveness of its control function is related to the paper mill's production capacity.A control system for the rewinding machine based on PROFIBUS-DP is presented. The new generation of DC drive device DCS500 and AC drive deviceACS800 are applied in Rewinding machine 2500.
constant tension control; constant pressure control; torque difference control
TP 17
A
余慧娟(1962-),女,助理工程師。研究方向為造紙機械設計。
