厚規格鋁壓型板輥彎成型工藝與裂紋缺陷分析
2014-10-25 05:54:28陳澤軍李軍超黃光杰
哈爾濱工程大學學報 2014年8期
陳澤軍,李軍超,黃光杰
(重慶大學材料科學與工程學院,重慶400044)
鋁壓型板作為一種新型建筑結構材料,具有重量輕、比強度高、耐腐蝕、安全防火,運輸施工方便、美觀、使用壽命長以及回收價值較高等諸多獨特優點,在工程領域中具有廣泛的應用[1-2]。鋁壓型板的厚度大多為1 mm左右,寬度1 m左右[2-3]。隨著壓型板需求量日益增長,對外觀、尺寸和性能提出了更高的要求[4]。在某些承載結構中,需要厚規格壓型板才能滿足工程需求[5]。當前,壓型板的成型有輥彎和沖壓成型等方式,輥彎成型工藝占統治地位。鋁壓型板輥彎成型是板材在冷狀態下經縱向連軋成型機連續彎曲而成的工藝[6-7]。其成型特點是變形前后板帶的厚度不變;成型后各部中性線展開長度等于原板寬度;成型過程中,彎曲的部分在彈性變形同時,也伴隨著塑性變形和加工硬化。壓型板輥彎成型工藝主要有 2種[3-4,8]:1)順序成型法:先從中間波紋按順序向邊緣波紋逐漸成型,或是先從邊部波紋再像中間波紋逐漸成型。其特點是坯料寬度計算簡單,輥子的安裝和調整方便,成型時所需的力較小,但機架數相對要求多。2)同時成型法:斷面上的波紋同時成型,其特點是能用最少的成型道次獲得最終的成品,但需要精確計算坯料的寬度,對成型機組要求有較高的安裝精度;同時,由于彎曲處發生金屬硬化,成型所需的力較大,成型輥磨損比較嚴重。壓型板厚度的增加給成型設備和工藝帶來了一些困難,如:成型所需的力大幅增加,彎曲成型過程中板材橫向位移較大,上下成型軋輪彎曲半徑需要更多考慮與材料彎曲性能匹配等。如果成型工藝不合理,則容易產生各種缺陷[9-11]。因此,厚規格鋁壓型板生產對連軋機的設備能力提出了較高要求,并且需要合理設計輥彎生產工藝。孔型彎曲半徑的設計需要充分考慮板材的變形特點和板材成形能力,以減少角部開裂等缺陷的發生[12-13]。
本文對厚規格(3~4 mm)鋁壓型板輥彎成型工藝進行研究,基于鋁合金板材成形能力和壓型板規格特點,開發了厚規格鋁壓型板順序輥彎成型工藝。對少量出現的鋁壓型板角部裂紋缺陷進行斷口SEM微觀表征,分析斷裂產生原因,從材料選擇和預處理的角度,提出減少缺陷的相應措施。
1 壓型板成分、規格和性能
本文所采用的鋁合金板材是一種強度較高防銹鋁合金,主要用于船舶制造行業,其化學成分如表1所示。
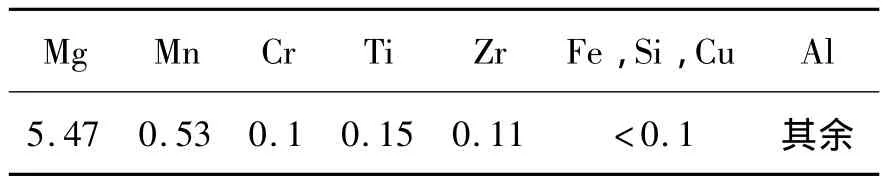
表1 鋁合金板化學成分Table 1 Chemical composition of aluminum alloy %
分析成分可知:鋁-鎂合金中含有少量的Mn、Cr和Ti元素,Mn元素的加入能夠使含鎂的相如Mg5Al8彌散沉淀,起到彌散強化的作用,同時起到提高鋁合金的抗腐蝕性能。加入的Cr和Ti元素可以細化合金晶粒,而Fe、Si、Cu等為雜質元素,它們的存在對鋁合金的性能與質量有較大負面影響[14]。
壓型板的產品規格和尺寸如下(如圖1):
1)V50-300型壓型板坯料(壓型板成形前的板材)的厚度為3~4 mm。
2)壓型板的寬度為900~1 200 mm。
3)壓型板的長度為1 700~5 000 mm。

圖1 壓型板的板型及尺寸Fig.1 Shape and dimensions of profiled sheet
按照GB/T228-2002金屬材料室溫拉伸標準制樣,分別沿軋制方向(0°)和垂直于軋制方向(90°)取樣。進行拉伸試驗,獲得鋁合金板材力學性能參數見表2。
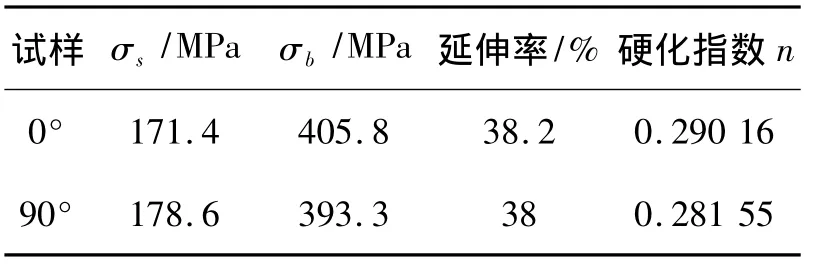
表2 鋁合金板性能參數Table 2 Mechanical parameters of Al alloy sheet
由表2可以看出:鋁合金強度較高,塑性較好。沿軋制方向的硬化指數n值大于90°方向的硬化指數,說明板材存在一定程度的各向異性,板材2個方向的成形極限具有一定的差異,沿軋制方向的硬化指數n值較大,說明沿軋制方向材料的成形能力略好。但整體看來,板材各方向的性能較為均勻。
2 壓型板成型工藝
一般認為順序成型法需要用較多的成型輥,但由于載荷的降低,實際順序成型法較同時成型法其成型輥重量可減少20%左右。同時成型過程中,板材一開始就沿整個斷面同時變形,各個彎曲處的相互作用使金屬的橫向移動比較困難,特別是當成型輥加工精度稍有偏差時,就會造成板材在成型過程中無法按照預先設想的狀態變形,從而產生形狀和尺寸誤差。同時成型過程中存在著較大的應力,除了容易造成壓型板邊部尺寸過大以形成折皺或形狀改變,還可能產生橫向彎曲和板面不平。順序成型過程中,當一個波成型時,其自由周邊的板材很容發生所需的金屬橫向流動,使彎曲處板材和成型輥的摩擦力減小,有利于板材成型。2種成型方法各有優缺點,但對于中、低波形壓型板和一些特殊形狀的壓型板,順序成型法有一定的優越性[4]。
壓型板原料寬度為900~1 200 mm,壓型板共有4個梯形槽(如圖1)。由于壓型板成型過程中,板材在軋輪中受到拉深,并且槽型較深,若采用3 mm鋁合金板材,深度與厚度比值達17∶1,變形過程中局部會發生加工硬化,對板材成形性能要求較高。壓型板成型過程中,金屬板沿橫向受到拉伸作用,從而形成槽型。槽深要求成型過程中板材橫向流動較大,完全采用同時成型,槽型之間對板材的作用力使材料流動較為困難,容易造成板材局部變薄甚至斷裂。又由于板材相對較厚,如果4個槽型同時成型對成型設備所提供的軋制力要求較大。基于上述分析,根據同時成型和順序成型的特點,對2種方案進行比較,提出了多點逐道次順序成型工藝,從而解決了高硬化多槽型鋁合金壓型板的成型問題。將鋁壓型板的成型過程分成2個階段,先對中間的2個槽型進行成型,然后再對外側的2個槽型進行成型。成型壓下規程設計中,首先確定第1架和最后1架的孔型,進而逐步確定中間機架孔型[15]。輥彎成型工藝設計的難點在于最后1架成品孔型的設置以及中間機架變形量和軋輪橫移量的分配。最終確定的鋁壓型板的成型過程如圖2所示。
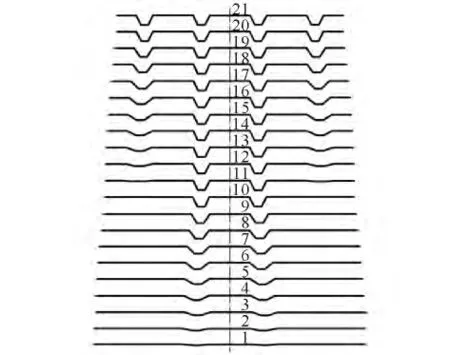
圖2 壓型板成型過程外形輪廓圖Fig.2 Pr of ile of form ing process of profiled sheet
由圖2可以看出:中間的2個槽通過前10個道次來成形,邊部的2個槽型通過第11~20道次來成型。最后的第21道次,主要是為了平整鋁壓型板,提高表面質量和形狀精度。兩側槽型的成型過程與中間2個槽型的成型過程相似,成型輥的參數和壓下規程與中間2個槽型類似。為了便于金屬流動和槽型的成型,中間2個槽型的軋輪中心距是變化的。壓型板槽型的成型過程各道次的壓下量和橫移量如表3所示。
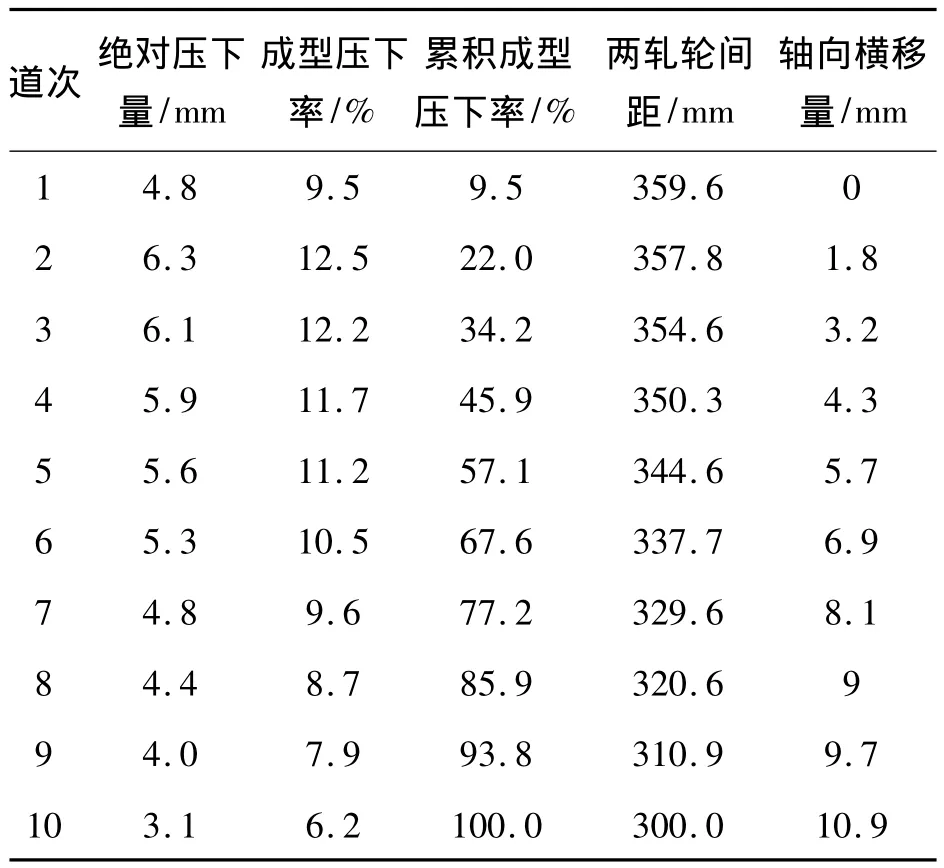
表3 壓型板槽型成型道次壓下量和橫移量Table 3 Reductions and shifting displacements for each roll form ing pass
壓型板是通過上下軋輪構成的孔型來成型的。由于板料比較厚,上下軋輪的彎曲半徑配置非常重要,需要綜合考慮上下軋輪相互配合來完成。彎曲半徑過小,容易產生角部裂紋缺陷,彎曲半徑過大,不能獲得所需的壓型板形狀。圖3給出了3 mm厚鋁合金壓型板的成型孔型和彎曲半徑配置情況。

圖3 鋁合金壓型板成型孔型及彎曲半徑Fig.3 Form ing groove of profiled alum inum alloy sheet and bending radius
通過上述工藝可以實現壓型板的成型。也發現少量壓型板成型后,角部出現裂紋缺陷,如圖4所示。
3 裂紋缺陷分析
對成型后壓型板少量角部裂紋缺陷進行SEM形貌觀察,如圖5所示。
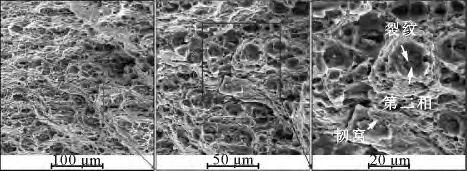
圖5 鋁合金斷口SEM形貌Fig.5 SEM image of fracture of A l alloy sheet
由圖5可以看出:斷口具有典型的微孔聚合型斷裂形貌,其特征是存在大量韌窩。韌窩是微孔長大的結果,韌窩內大多包含著一個夾雜物或第二相,這說明微孔多萌生于夾雜物或第二相與基體的界面上。此外由于基體加工硬化能力較強,韌窩大而淺。當板材彎曲過程中,在外側產生拉應力,開始產生微孔,繼而長大和聚合,形成一中心裂紋,這中心裂紋沿著垂直于拉力軸的方向伸展,最終到試樣邊緣以大約和軸向成45°平面剪切斷開。
圖6給出了斷口裂紋擴展帶的形貌,在外力的作用下,裂紋在大的第二相和雜質處萌生,在外載荷的作用下,裂紋向四周擴展,最后發生斷裂。由圖6可以看出:斷口呈暗灰色,裂紋擴展帶較寬,表面較光滑帶較弱的金屬光澤,形貌為纖維狀,無放射花樣和弧形跡線,屬于典型剪切型韌斷。
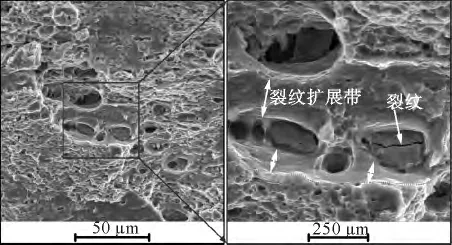
圖6 斷口裂紋擴展帶形貌Fig.6 Expanding band morphology of crack at fracture
鋁合金斷口韌窩大都包含第二相,裂紋多在此處產生。運用SEM-EDS進行點譜分析,結果如圖7和表4所示。
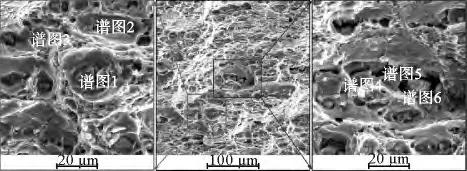
圖7 斷口韌窩中第二相譜點EDS分析Fig.7 EDS analysis of second phase in dimples offacture
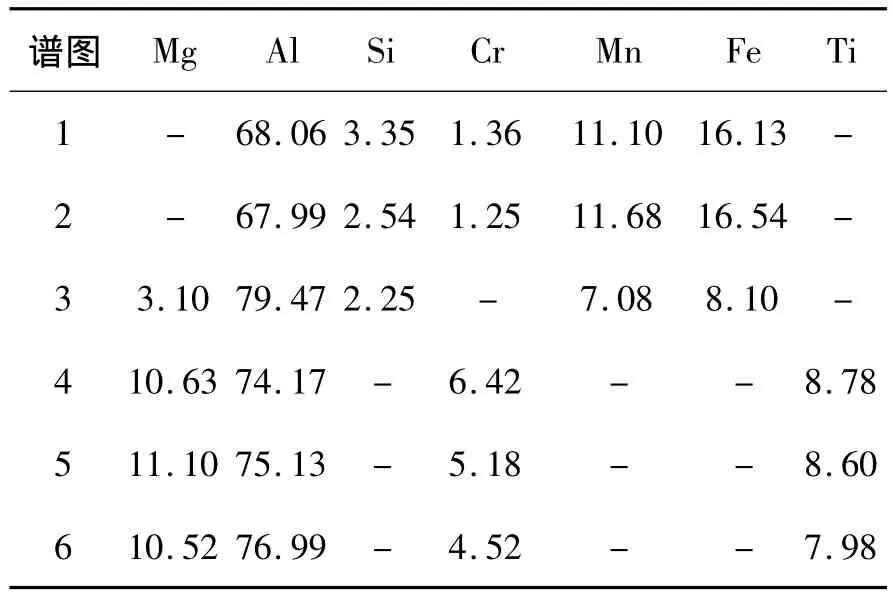
表4 元素重量百分比Table 4 Percentage by weight of elements%
Fe元素作為鋁合金中的雜質元素,當含量過大時,會生成金屬化合物,形成硬點,依據元素含量比,由譜圖1~3可知鋁合金中含部分Al6(FeMn)多元硬脆相[16],容易成為塑性加工過程中裂紋源,并顯著影響材料的加工硬化性能。譜圖4~6中存在鎂元素的偏聚現象,容易導致脆性增加,工藝性能下降[8];同時鎂元素偏聚容易形成大顆粒鎂鋁硬脆相(Mg5Al8),降低沉淀強化效果,并導致脆性增加,在塑性加工過程中容易發生破裂,而成為裂紋源。此外,在斷口中也觀察到少許碎狀富Si硬點以及夾雜物,它們在加工過程中也容易破碎,導致裂紋萌生。
綜上分析,鋁合金輥彎成型過程中少量角部裂紋缺陷產生的原因可能是板材內部存在部分大顆粒Al6(FeMn)和Mg5Al8等硬脆性相和夾雜物,這些硬脆相在彎曲變形過程中容易破碎,與鋁基體間萌生微裂紋,降低其塑性加工能力。在拉應力作用下,微裂紋逐漸擴展,直至形成大韌窩,韌窩的大量聚集導致最終鋁合金壓型板裂紋缺陷的產生。
4 結論
1)成功開發了厚規格鋁合金壓型板輥彎順序成型工藝,給出了道次壓下規程和軋輪橫向移動量分配。
2)對少量壓型板角部裂紋斷口分析表明:鋁合金板材內部存在部分大顆粒Al6(FeMn)和Mg5Al8等硬脆性相以及夾雜物,在彎曲變形過程中容易破碎,導致與鋁基體界面之間萌生微裂紋,裂紋擴展導致角部裂紋缺陷的產生。
3)基于上述缺陷形成原因,從控制微觀組織結構和板材成型性的角度,可以采取對鋁合金板材進行預退火熱處理和減慢加工變形速率等措施降低加工硬化程度,提高板材塑性,從而減少裂紋缺陷。
[1]吳長俊,楊國光.壓型鋁板縱向連軋機的研究與設計[J].冶金設備,1982,5:18-22.WU Changjun,YANG Guoguang.Research and design of the tandem rolling mill for profiled aluminum sheet[J].Metallurgical Equipment,1982,5:18-22.
[2]于靜蘭.鋁合金壓型板[J].輕合金加工技術,1986,12:22-26.YU Jinglan.Aluminum alloy profiled sheet[J].Light Alloy Fabrication Technology,1986,12:22-26.
[3]申昌昌.鋁合金壓型板的加工和應用[J].輕合金加工技術,1989,4:28-32,45.SHEN Changchang.Fabrication and application of aluminum alloy profiled sheet[J].Light Alloy Fabrication Technology,1989,4:28-32,45.
[4]蔡芬.壓型板成型設計中的幾點看法[J].工業建筑,1995,25(12):15-17,23.CAI fen.Design practice of rollingmill of pr of ile sheet[J].Industrial Construction,1995,25(12):15-17,23.
[5]吳詩金,許敦頤.壓型金屬板的新發展[J].工業建筑,1992,7:24-28.WU Shijin,XU dunyi.Latest development of the profiled sheet[J].Industrial Construction,1992,7:24-28.
[6]李冰,張士宏,胡林,等.壓型板輥彎成型過程數值模擬[J].鋼鐵,2004,39(8):82-85.LIbing,ZHANG Shihong,HU Lin,et al.Numerical simulation on cold roll forming process of profiled strip[J].Iron and Steel.2004,39(8):82-85.
[7]趙永娟,孫華東.輥彎成型工藝分析及優化方法研究[J].機械管理開發,2007,99(6):5-6.ZHAO Yongjuan,SUN Huadong.Analysis of rolling forming technology and study on processing optimization[J].Mechanical Management and Development,2007,99(6):5-6.
[8]GEORGE T H.Roll forming handbook[M].Boca Raton:Taylor and Francis Group,CRC Press,2006:1-32.
[9]HANS-WILFRIED W.New developments in sheet metal forming:sheet materials,tools and machinery[J].Journal of Materials Processing Technology,1997,72(3):342-357.
[10]DING SC,DUNCAN J L.A wide-panel forming process to replace conventional roll forming[J].International Journal of Mechanical Sciences,2009,51(4):276-283.
[11]王蜜,梁殿友.LE2防銹鋁板壓型開裂分析[J].理化檢驗:物理分冊,1992,28(5):55-57.WANG Mi,LIANG Dian-you.Crack analysis of LE2 antirust aluminum sheet[J].Physical Testing and Chemical Analysis Part A:Physical Testing,1992,28(5):55-57.
[12]陳超,桂楓,陳明安.鋁合金板材彎曲成形性能[J].鍛壓技術,2013,38(1):25-30.CHEN Chao,GUI Feng,CHEN Mingan.Bending formability of aluminum alloy sheet[J].Forging & Stamping Technology,2013,38(1):25-30.
[13]HAN Zhiwu,CAILiu,LUWeiping,et al.Simulation of a multi-stand roll-forming process for thick channel section[J].Journal of Materials Processing Technology,2002,127(3):382-387.
[14]王祝堂,田榮璋.鋁合金及其加工手冊[M].2版.長沙:中南大學出版社,2000:232-250.WANG Zhutang,TIAN Rongzhang.Aluminum alloy and its processing manual[M].2nd ed.Changsha:Central South Industry University Press,2000:232-250.
[15]刑金良.輥彎成型設計實踐[J].鋼管.1996,5:18-19.XING Jinliang.Practice of design of roll-bending formation[J].Steel Pipe,1996,5:18-19.
[16]BELOV N A,ESKIN D G,AKSENOV A A,et al.Multicomponent phase diagrams applications for commercial aluminum alloys[M].Oxford:Elseriver,2005:1-82.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
