ZJ17卷煙機供絲系統工作參數對梗、絲分離效果的影響
2014-11-19 06:45:46顧秋林張志剛許志強張新攀
作物研究 2014年1期
顧秋林,張志剛,許志強,張新攀
(1湖南農業大學農學院,長沙410128;2河南中煙工業有限責任公司黃金葉生產制造中心,鄭州450000)
ZJ17卷煙機具有質量控制精度高、煙絲造碎小的優點,同時也存在供絲系統風室較小帶來的梗簽與煙絲分離不完全的缺點。在卷制卷煙過程中,存在煙支含簽率與簽中含絲率難以平衡的問題[1~4]。針對這一問題,根據設備工作原理,筆者進行了供絲系統工作參數與梗、絲分離的影響關系的測試分析,旨在保證煙支含簽率穩定的前提下,降低卷制過程梗簽剔除量,降低工藝損耗,提高煙絲有效利用率。
1 材料與方法
1.1 材料與設備
烤煙型二類A牌號卷煙;ZJ17卷接機組(常德煙草機械有限責任公司),AL204-IC電子天平(精度0.0001 g,瑞士 Mettler Toledo公司)。
1.2 工作原理
如圖1所示,針輥1將來自計量料槽7的煙絲喂入,落入輸送帶的煙絲流量的大小由其轉速決定,而其轉速與其驅動電機電樞電壓(以下簡稱針輥電壓)成正比關系;彈絲轆2將針輥上的煙絲均勻彈下落入輸送帶3上,輸送帶載著煙絲以較高的速度拋向風分裝置6,該裝置上的空氣噴嘴安裝于輸送帶的左前上方,噴出一束向下的、氣壓保持在1.2×103Pa左右、垂直于輸送帶并分布在輸送帶的整個寬度上的正壓氣流,將煙絲吹向拋絲輥4后吸絲成形,稍重的煙絲團、梗簽和雜質憑借自身慣性進入拋絲輥4上方的螺旋回梗機構5的料槽內,這樣便完成了梗、絲的第一次分離。其分離出的梗絲混合物的多少,可通過調節輸送帶前方梗導向擋板的高度(高出螺旋回梗槽上沿的高度)來實現[4]。來自螺旋回梗機構的梗、絲混合物在二級梗絲分離風室內完成二級梗、絲分離后,煙絲通過大風機負壓的作用,吸附到吸絲帶上進行煙條成形,梗簽則自由落到梗簽收集槽內。在螺旋回梗機構流量和大風機負壓一定的前提下,梗簽剔除量的多少取決于二級梗絲分離風室的大小,而風室的大小要靠改變調整板的開度來實現。
從以上YJ17卷煙機供絲系統和梗絲分離系統工作原理可知,針輥電壓、梗導向板有效高度、大風機負壓和二級梗絲分離風室調整板的開度等因素影響著梗簽剔除量的多少和吸附到吸絲帶上的煙絲純凈度,進而影響煙支含簽率、梗簽剔除量等質量、消耗指標。

圖1 卷煙機工作原理
1.3 試驗方法
1.3.1 DOE試驗設計及最佳參數驗證
在7 000支/min卷制速度、除塵負壓9 000 Pa、二級梗絲分離風室調整板開度為4和小風機正壓1.2×103Pa條件下,首先對針輥電壓、梗導向板高度兩因素與梗、絲分離效果的關系進行全因子DOE試驗(包括重復2次的兩因素兩水平試驗和4個中心點試驗,共12次試驗),確定兩因素的最佳水平。然后在7 000支/min卷制速度、針輥電壓85 V、梗導向板高度為66 mm和小風機正壓1.2×103Pa條件下,對大風機負壓和二級梗絲分離風室調整板開度兩因素與梗、絲分離效果的關系進行全因子DOE試驗(共16次試驗),并確定后兩因素的最佳水平。最后,以試驗確定的最佳參數為供絲系統工作參數,進行為期一個月、每班次測試兩組梗簽剔除量和煙支含簽率的驗證測試,以驗證最佳參數的有效性。
以上DOE試驗均采用隨機試驗的方法進行,試驗結果的分析、預測模型的建立和最佳參數的確定均用Minitab軟件完成。
1.3.2 檢測方法
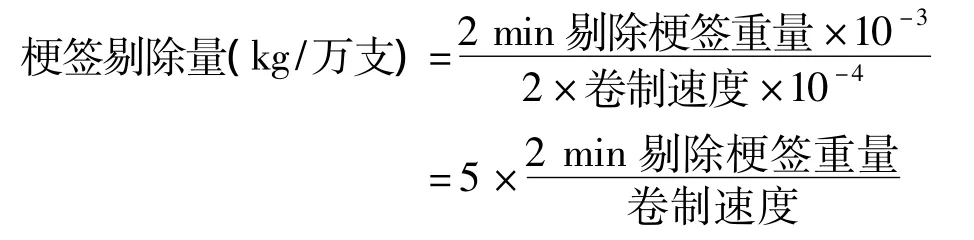
在溫度(22±2)℃和濕度(60±5)%的環境條件下,逐支挑揀出煙支含簽率檢測樣品中的梗簽,并計算煙支含簽率。梗簽剔除量按下式計算:
2 結果與分析
2.1 一級梗絲分離試驗結果及分析
一級梗、絲分離中的諸因素中,針輥電壓×梗導向板高度和針輥電壓梗導向板高度3個因子的p值均小于0.05,說明它們均為影響梗簽剔除量的顯性因素,且對梗簽剔除量的影響大小依次為梗導向板高度>針輥電壓×梗導向板高度>針輥電壓。
一級梗、絲分離中的諸因素中,針輥電壓和梗導向板高度兩因子的p值均小于0.05,為影響煙支含簽率的顯性因素;針輥電壓×梗導向板高度的p值大于0.05,說明其不是顯性因素。將其從因子中刪減后,重新分析,針輥電壓和梗導向板高度對煙支含簽率的影響相同。
梗簽剔除量和刪減因子后的煙支含簽率“失擬”項的p>0.05,在現有因子個數和試驗水平下,回歸模型有效。
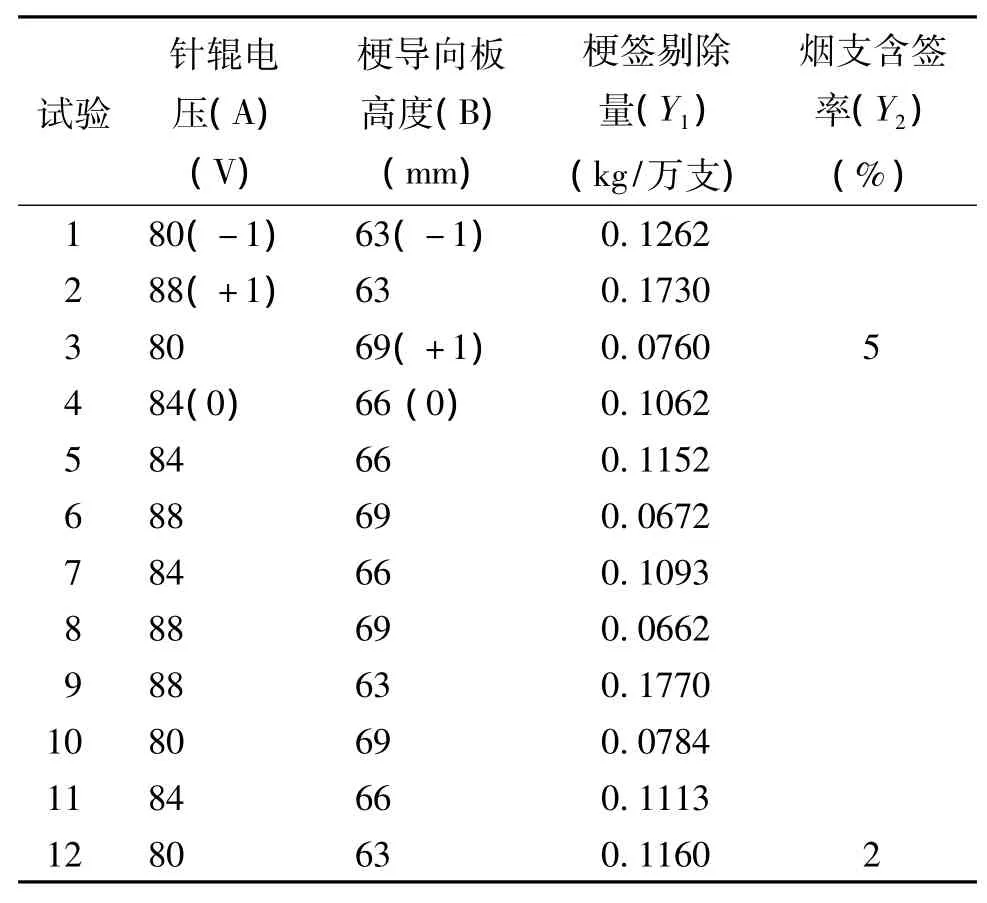
表1 一級梗絲分離DOE試驗方案和試驗結果
依據以上分析結果,建立起針輥電壓、梗導向板高度及其交互作用與梗簽剔除量和煙支含簽率關系的預測模型,并利用DOE試驗的參數響應優化器對一級梗絲分離參數進行優化。結果如圖2。梗簽剔除量隨針輥電壓和梗導向板高度增高分別增高和降低,煙支含簽率隨針輥電壓和梗導向板高度增高分別降低和增高,豎線可以移動調整參數,當復合合意性達到最高點為1.0時出現一個最佳區間,然后結合生產實際控制范圍調整到最佳位置,豎線調整的參數位置為圖中“[]”內數值。


由圖2可知,在針輥電壓85 V、梗導向板高度66 mm條件下,梗簽剔除量<0.12 kg/萬支,煙支含簽率<2%。
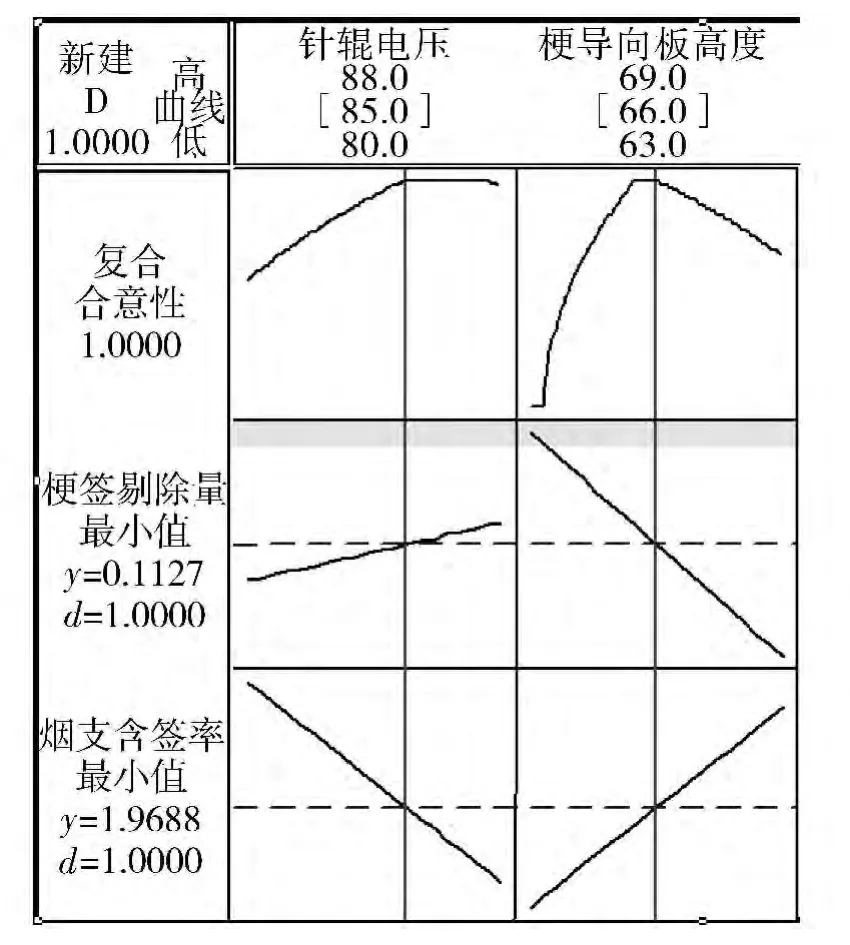
圖2 一級梗絲分離兩因素參數優化結果
2.2 二級梗絲分離試驗結果及分析
二級梗、絲分離中的諸因素中,只有大風機負壓為影響梗簽剔除量的顯性因素,調整板開度和大風機負壓×調整板開度對梗簽剔除量的影響不顯著(p>0.05),故需要對模型中的因子數量進行刪減。
因子刪減后,模型“失擬”項的p由刪減前的<0.05變為>0.05,模型的有效性得到確認。
同理,在對二級梗、絲分離中的諸因素與煙支含簽率的關系進行分析時,也是只有大風機負壓是顯性因素,需要對因子進行刪減(刪減后結果見表3)。由表3中煙支含簽率的模型“失擬”項的p值可知,因子刪減后的模型整體有效。

表2 二級梗絲分離DOE試驗方案和試驗結果
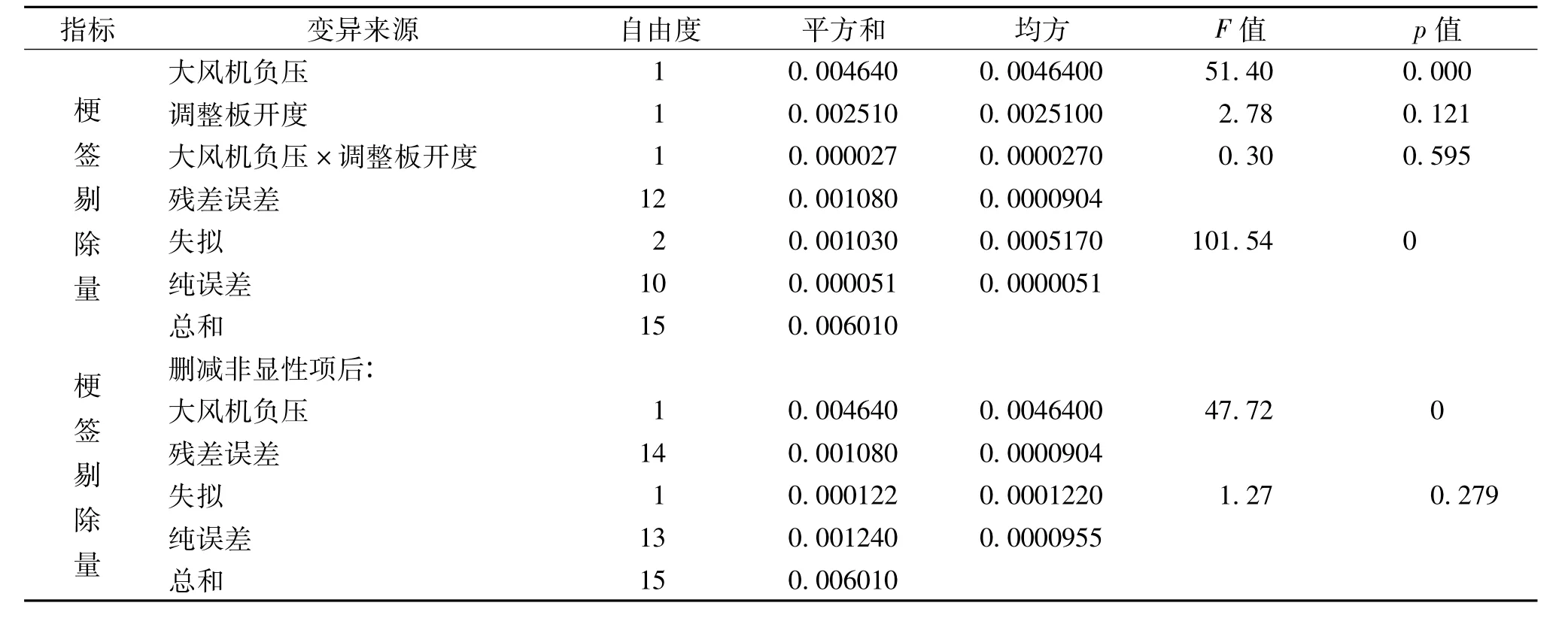
表3 二級梗絲分離兩因素與梗絲分離效果的關系分析結果

(續表3)
依據以上分析結果,建立起大風機負壓與與梗簽剔除量和煙支含簽率關系的預測模型,并利用DOE試驗的參數優化器對除塵負壓進行優化。結果如圖3。從圖3可見,梗簽剔除量隨大風機負壓增高而增高,煙支含簽率隨大風機負壓增高而降低,豎線可以移動調整參數,當復合合意性達到最高點為0.80493時為最佳位置,豎線調整的參數位置為圖中“[]”內數值。

由圖3可知:在大風機負壓9 000 Pa時,梗簽剔除量<0.12 kg/萬支,煙支含簽率<3%。
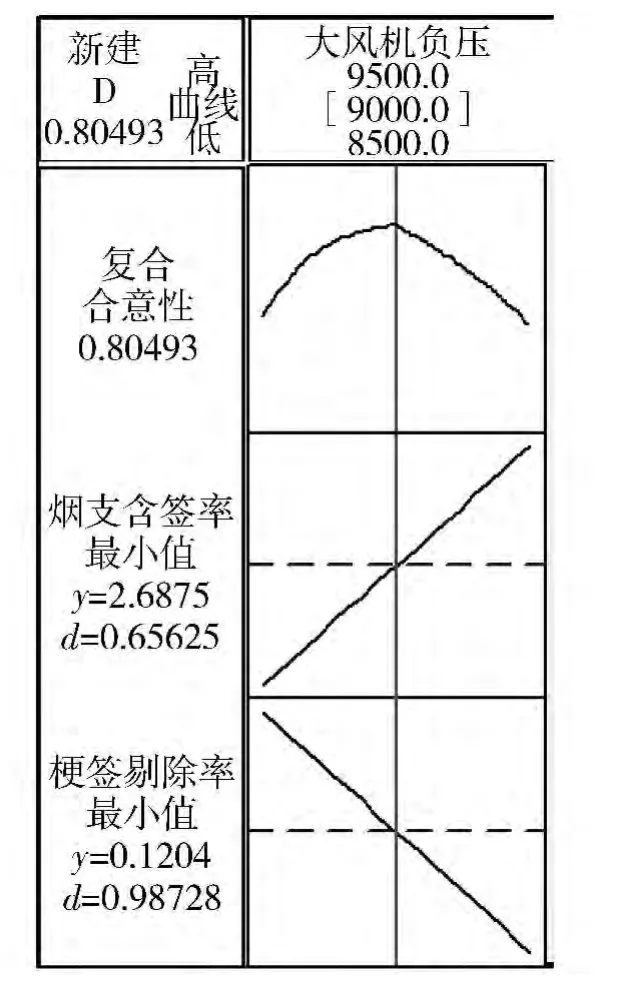
圖3 二級梗絲分離兩因素參數優化結果
2.3 最佳參數驗證結果
由表4可知,與優化前相比,試驗參數的梗簽剔除量由0.168 kg/萬支降低到0.119 kg/萬支,降幅達到29.2%,所降部分全部為煙絲,降耗效果明顯;煙支含簽率則變化不明顯,說明試驗參數在降低煙支含簽率方面作用有限。

表4 最佳參數驗證結果
3 結論與討論
(1)通過測試,確定了針輥電壓、梗導向板高度與梗簽剔除量呈正相關關系,針輥電壓×梗導向板高度和大風機負壓與梗簽剔除量呈顯著的負相關關系;梗導向板高度、大風機負壓與煙支含簽率呈正顯著相關關系,針輥電壓與煙支含簽率呈顯著負相關關系,為ZJ17卷煙機供絲系統工作參數的優化提供了基礎依據。
(2)在一級檔板高度66 mm、大風機負壓9 000 Pa、針輥電壓85 V條件下,梗簽剔除量由0.168 kg/萬支降低到0.119 kg/萬支,降幅達到29.2%,所降部分全部為煙絲,節約降耗效果明顯。
(3)本次測試僅解決了梗簽剔除量大的問題,如何降低煙絲中的梗簽含量,提高煙絲松散性,以進一步降低煙支含簽率,提高煙支燃燒質量還有待進一步研究。
[1]陳建中,王廣勝.提高彈絲轆轉速,改善煙支質量[J].煙草科技,2002(2):16 -17.
[2]李華杰,陳河祥,李躍鋒,等.卷煙機彈絲轆轉速與煙支質量控制精度的影響關系[A]//見:中國煙草學會工業專業委員會.煙草工藝學術研討會論文集[C].2006.60-62.
[3]徐 軻,羅 誠,曾 海,等.PASSIM8000卷煙機彈絲轆煙絲造碎分析[J].煙草科技,2011(3):9-11.
[4]魏步建,周躍飛.煙支含簽率的影響因素探討[J].鄭州輕工業學院學報(自然科學版),2002(1):60-62.
