回收再制造企業生產計劃與需求協調研究
2014-11-21 08:36:28鄧愛民蔣福展
華東經濟管理 2014年3期
鄧愛民,蔣福展
(湖南大學 工商管理學院,湖南 長沙 410082)
一、引 言
自然資源數量的有限性以及過度開采資源而導致資源瀕臨枯竭,促使越來越多的企業積極投身于產品回收,通過回收再制造生產的產品接近或者達到新產品的性能,一方面有效利用資源,另一方面降低企業生產成本。
近年來,國內關于回收再制造的研究主要集中在兩個方面:一是回收模式;二是回收定價。對于回收模式研究,姚衛新[1]通過建立數學模型與實例驗證為企業選擇合適的回收模式提供了初步的理論依據;趙忠和孔令丞提出了再制造生產計劃管理具有科學性與適用性分析的方法手段[2~3];李幫義[4]建立了需求不確定下三種不同回收模式下的再制造閉環供應鏈模型,并給出求解優化條件以及利用數值仿真對其求解和比較分析。對于回收定價研究,李響[5]建立了企業回收價格的優化模型,并證明了在考慮企業風險不同態度下最優回收價格是唯一的;彭志強[6]構建了基于再制造和顧客等待的差別定價模型;王文賓、孫浩和包曉英分別從市場細分、產品差異和回收再制造角度對閉環供應鏈的定價問題進行了研究[7~9]。國外關于回收再制造的文獻主要集中在生產批量和提前期這兩個方面。對于生產批量研究,Naeem和Dias[10]假設需求量和回收量是隨機確定的,研究了生產和再制造過程中單個項目動態生產批量問題;Pan和Tang[11]提出一個偽多項式算法去解決回收再制造閉環供應鏈的動態生產批量問題。對于提前期研究,Kiesmuller[12]研究了不同生產和再制造提前期下隨機回收系統的控制問題;Inderfurth和van der Laan[13]通過改變再制造提前期來影響系統總成本,得到一個最佳再制造提前期以使系統達到最優狀態;Poles[14]使用系統動力學方法構建了回收再制造的生產和庫存模型,分析了生產提前期和再制造提前期的變化對企業總成本的影響。
國內外關于回收再制造生產計劃方面的文獻則相對較少,景熠[15]建立了庫存和生產能力受限的混合整數規劃模型,并引入雙倍體遺傳算法對仿真算例進行求解;李勇建[16]建立了多類短生命周期產品的系統動力學模型,并分析需求率和回收率等參數的變動對生產計劃安排及總利潤的影響。Shi和Zhang[17]研究了在一個總產能受到約束的情況下,多產品閉環供應鏈系統中的制造商如何確定新產品和再制造產品的生產數量以及二手產品的收購價格以達到期望利潤的最大化。本文的思路與Shi和Zhang[17]類似,同時借鑒Poles[14]構建回收再制造設施的方法并運用系統動力學相關理論建立了回收再制造企業的單產品閉環回收再制造模型,研究了回收產品的生產計劃與需求相協調問題,并分析了回收再制造企業的再制造能力的變化對企業利潤和缺貨率的影響。
二、問題描述
本文考慮在不同需求條件下生產單一產品的回收再制造企業生產計劃安排問題,即在高需求和低需求這兩種不同需求情況下企業的回收產品再制造能力和新產品生產能力如何分配的問題。回收再制造企業生產的這種產品具有短生命周期的特性,同時本文與Georgiadis、Vlachos以及Shi和Zhang等學者一樣,都假設再制造產品和新產品沒有任何區別且消費者對兩者沒有消費偏好,它們可以以同樣的價格在同一個市場上進行銷售[18~20]。本文在這里做了如下假設:
(1)制造商是利潤驅動型企業,希望獲得利潤最大化同時又保持較高的顧客滿意度。
制造商會通過調整回收再制造生產計劃來保證利潤的最大化,這主要是通過調整回收產品的再制造能力和新產品的生產能力之間的比例分配來實現的,而企業總的產品生產能力在模型仿真期間保持不變。
(2)回收產品再制造成本遠小于新產品生產成本,因此制造商在回收再制造生產計劃決策時會優先選擇再制造,再制造能力不能夠滿足需求時再選擇新產品的生產。
三、因果圖模型
基于系統動力學工具,可以給出研究問題的因果回路圖,如圖1所示。
本文把回收的產品稱為回收件,質量檢驗合格的回收件稱為可用回收件,可用回收件被再制造后稱為再制造產品,與新生產的產品同時進入成品庫存以供應市場的需求。再制造能力比例是企業回收產品的再制造能力占企業產品生產總能力的百分比,生產能力比例是企業新產品的生產能力占總能力的百分比。
在圖1中包含5個狀態變量(市場上此產品的總量、回收件庫存、可用回收件庫存、成品庫存、累積訂單),通過狀態變量就可以將時間對訂單、回收件和產品等的累積作用儲存起來。
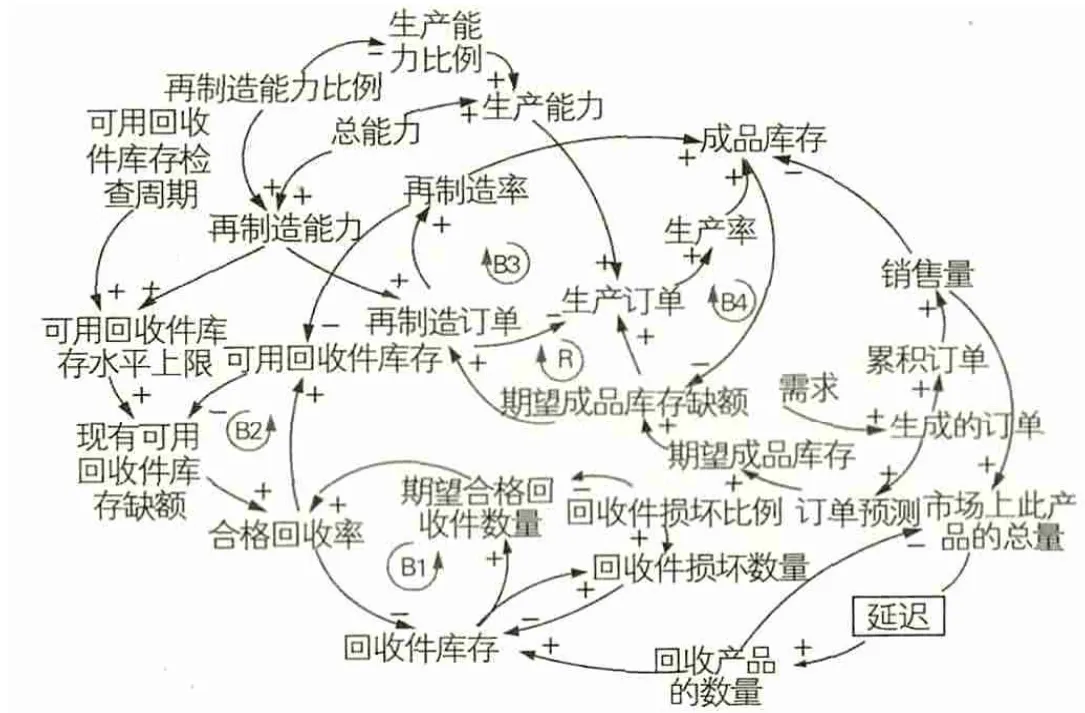
圖1 因果回路圖
因果圖中主要包括4個負反饋回路(B1、B2、B3、B4)和1個正反饋回路(R),B1是回收件庫存負反饋回路,B2是可用回收件負反饋回路,B3是成品庫存負反饋回路,B4是期望成品庫存缺額負反饋回路;負反饋回路總是追求將系統狀態保持在目標或設想狀態。R是生產訂單正反饋回路,它包含再制造訂單至生產訂單以及成品庫存至期望成品庫存缺額這兩條負因果鏈,因此它的回路為正;正反饋回路具有將系統的變化加強的作用。系統行為主要是由上述五個反饋回路相互作用而引起,同時系統還包含一個重要的延遲——產品回收延遲,市場上的產品總是需要經過一定的時間才會被制造企業回收。
因果圖中的主要關系如下:首先產品的需求使生成的訂單數增加,繼而通過因果鏈的傳遞使期望成品庫存增加,然后根據期望成品庫存和成品庫存計算出期望成品庫存缺額,再利用計算出的期望成品庫存缺額指導產品的生產和再制造,只有當期望成品庫存缺額大于零時企業的生產和再制造活動才會進行。再制造活動的進行還需滿足可用回收件庫存達到可用回收件庫存水平上限這一條件。由于在考慮生產計劃方案時優先選擇成本較低的再制造,所以再制造對新產品的生產量有反作用[15],當再制造不能夠滿足市場的需求時,企業會選擇新產品的生產。
四、存量流量圖模型
由上節的因果回路圖可以給出研究問題的存量流量圖,如圖2所示。此模型主要由回收、制造、銷售三個部分組成。
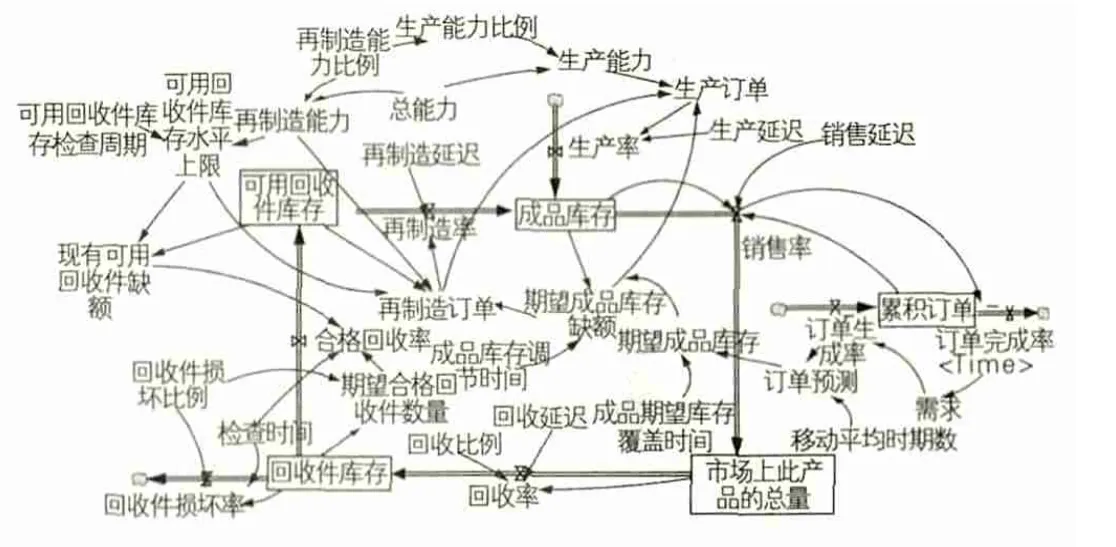
圖2 制造企業閉環回收再制造模型
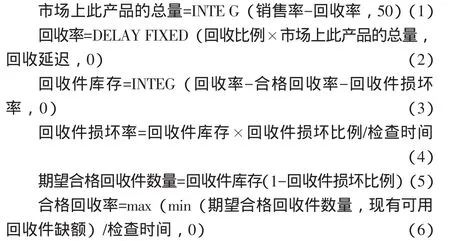
(一)回收部分方程式
產品的回收率由市場上此產品的總量和回收比例所決定,并且要經過一段較長的回收延遲才會進入再制造流程中。回收產品的質量并不一定過關,所以需要檢驗,不合格的回收件就廢棄處理,合格的回收件就進入可用回收件庫存。回收件庫存的入流量是回收率,其出流量是合格回收率,合格回收率由現有可用回收件缺額和期望合格回收件數量共同決定。有關方程式如(1)-(6)所示。
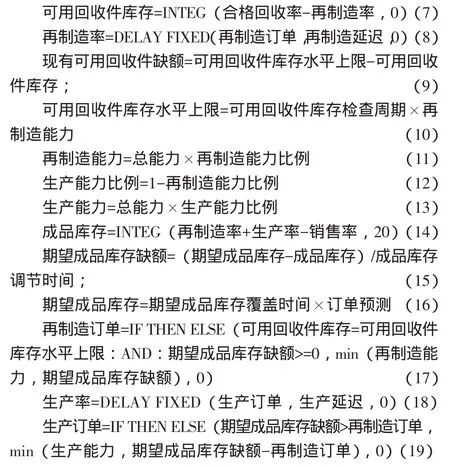
(二)制造部分方程式
可用回收件庫存的入流量是合格回收率,其出流量是再制造率;再制造率是是再制造訂單的延遲函數,再制造訂單與再制造能力和期望成品庫存缺額等有關;期望成品庫存缺額是期望成品庫存與成品庫存的差的延遲函數;成品庫存的數量等于生產率加上再制造率減去銷售率,其中生產率是生產訂單的延遲函數,生產訂單則與期望成品庫存缺額、生產能力和再制造訂單有關;生產能力是生產能力比例和總能力的乘積,再制造能力是再制造能力比例和總能力的乘積;生產能力比例與再制造能力比例之和為1。有關方程式如(7)-(19)所示。
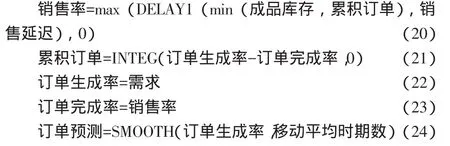
(三)銷售部分方程式
銷售率與成品庫存、累積訂單和銷售延遲有關;累積訂單等于訂單生成率減去訂單完成率;訂單完成率等于銷售率,訂單生成率則等于需求;訂單預測是訂單生成率的平滑函數。有關方程式如(20)-(24)所示。
(四)常量設置
常量設置如表1所示。
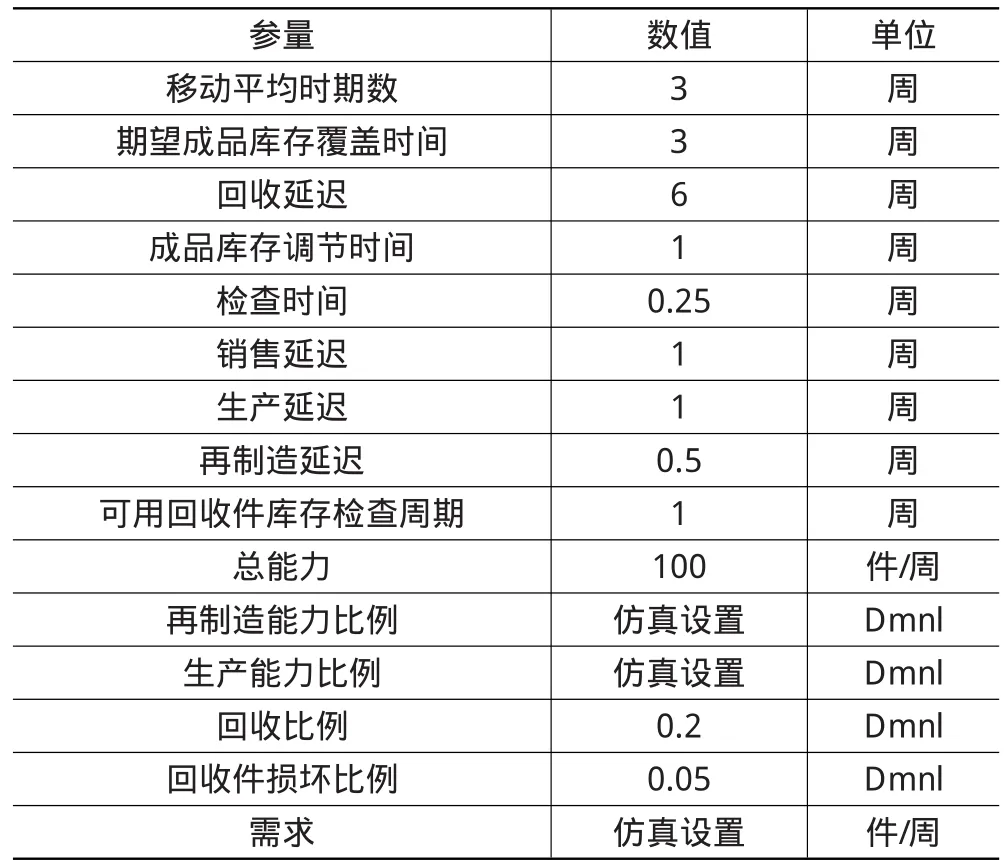
表1 常量設置
五、仿真及結果分析
本文采用Vensim軟件對系統動力學模型進行仿真計算。仿真設置:INITIAL TIME=0周,FINAL TIME=100周,表示仿真時間為100周,TIME STEP=0.25周,SAVEPER=TIME STEP。本文將需求分為高需求和低需求兩種情況。
高需求下其表達式為:
50+10 × SIN(Time)+RANDOM UNIFORM(10,20,2)+0.1 × Time
低需求下其表達式為:
30+4 × SIN(Time)+RANDOM UNIFORM(4,6,2)+0.1 × Time
其中SIN函數表示需求的季節性,RANDOM UNIFORM函數表示隨機性的需求,0.1×Time表示需求的時間性趨勢,需求會隨著時間而緩慢增長。它們的函數圖形如圖3所示。
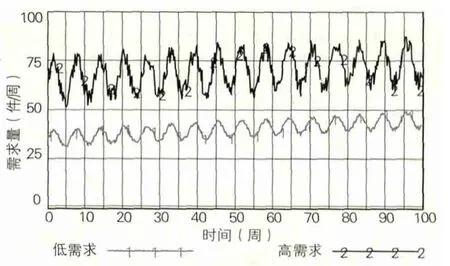
圖3 需求情況
(一)高需求下系統行為分析
設置再制造能力比例分別為20%、40%、60%、80%,則生產能力比例分別為80%、60%、40%、20%,固定其他常量不變進行仿真。圖4和圖5分別表示在高需求情況下再制造能力比例的變化對生產率和累積訂單的影響。
圖4中的線條1~4表示再制造能力比例分別為80%、60%、40%、20%時,生產率的變化情況。由圖4可以看出,在高需求情況下,隨著再制造能力比例的逐漸增加,企業的生產率逐漸遞減,并且當再制造能力比例達到60%以上時,生產率曲線就變成一條直線,其值是一個固定常數且等于生產能力,表明企業的生產設施達到滿負荷運行狀態。這說明在高需求條件下,如果企業的再制造能力比例高于某個水平,企業的生產壓力會加大以致企業必須滿負荷利用再制造設施和生產設施去滿足用戶的需求。
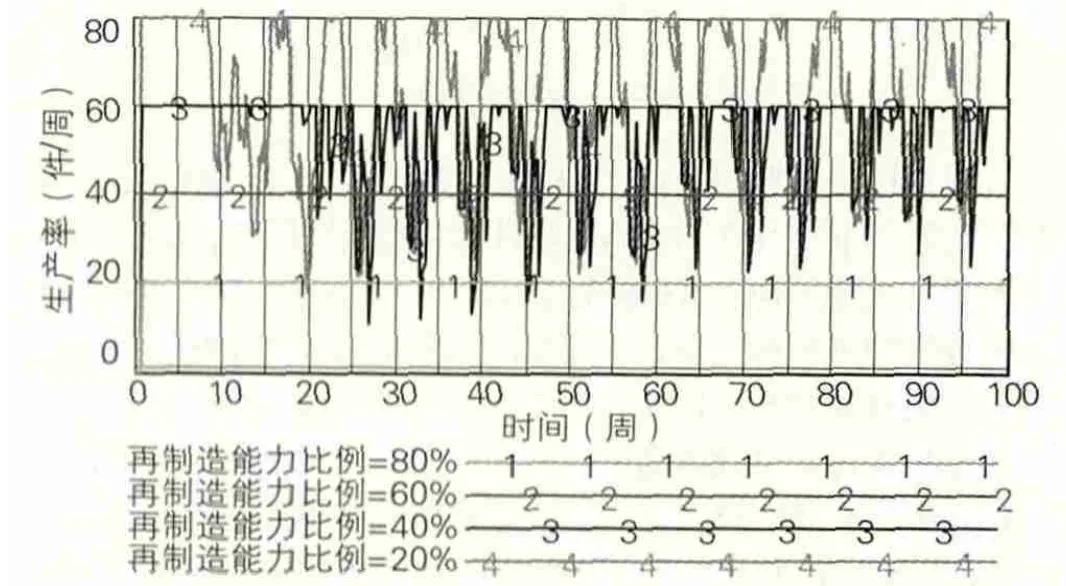
圖4 高需求情況下再制造能力比例的變化對生產率的影響
從圖5可以看出,在高需求情況下,隨著再制造能力比例的逐步升高,累積訂單的數量逐漸增加,當再制造能力比例保持在低水平時,如圖中所示的20%和40%,累積訂單保持在小于100件/周的一個較低的水平;當再制造能力比例達到60%時,累積訂單穩定在400件/周這個數量水平上;但是當再制造能力比例達到80%時,累積訂單的數量成線性增長,說明企業的生產能力和再制造能力不能滿足消費者的需求。出現這種結果主要是因為:過高的再制造能力比例意味著較低的生產能力,而企業再制造活動的進行是有限制條件的,且在仿真之初有6周的延遲,因此在仿真開始和再制造活動停滯時企業只能依靠有限的生產能力去滿足高需求,而這必然導致累積訂單成倍增長。
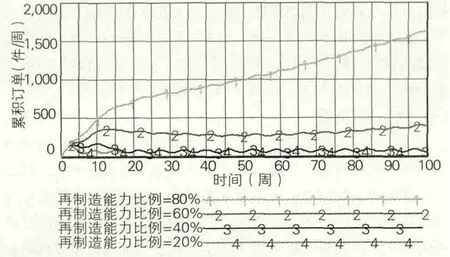
圖5 高需求下再制造能力比例的變化對累積訂單的影響
(二)低需求下系統行為分析
和高需求情況下一致,在低需求情況下也將再制造能力比例分別設置為20%、40%、60%、80%,則其生產能力比例分別為80%、60%、40%、20%。固定其他常量不變進行仿真。圖6和圖7分別表示在需求較低的情況下再制造能力比例的變化對生產率和累積訂單的影響。
從圖6可以看出再制造能力比例為20%、40%,也就是其生產能力比例分別為80%和60%時,這兩條生產率曲線的趨勢基本一致,且其生產率絕大部分時間都是在60件/周以下,說明其生產設施還沒有滿負荷運行,企業只需其一部分生產能力即可滿足需求;當再制造能力比例為80%,也就是生產能力比例為20%時,其生產設施幾乎是滿負荷運行,說明制造企業必須盡全力利用生產能力和再制造能力才有可能滿足市場需求。
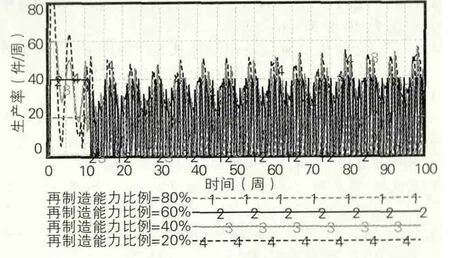
圖6 低需求下再制造能力比例的變化對生產率的影響
從圖7可以看出,再制造能力比例為20%、40%、60%時,這三條累積訂單的曲線幾乎重合并穩定保持在較低水平,說明在這三個再制造能力比例下企業可以滿足消費者的需求;而當再制造能力比例為80%,即生產能力比例為20%,其累積訂單曲線在仿真開始階段就不斷迅速增加并在13周的時候達到頂點217件/周,之后才緩慢下降直到38周后才和前三條累積訂單曲線重合并穩定在一個較低的數量水平,之所以出現這種原因是因為:市場上的產品進入回收渠道有一個6周的回收延遲,在這段期間企業不能利用再生產能力生產再制造產品,只能依靠生產能力去生產新產品,而此時生產能力只有總能力的20%,即使滿負荷生產也不能滿足需求,因此累積訂單才會越來越多并在13周達到頂點水平,而在第六周以后,再制造設施開始生產產品,經過一段時間的調整,才會滿負荷生產,累積訂單由此緩慢減少并在第38周達到較低的穩定水平。
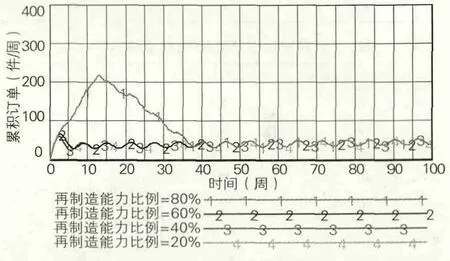
圖7 低需求下再制造能力比例的變化對累積訂單的影響
(三)兩種需求下企業績效水平分析
為了更好地定量分析回收再制造企業的生產計劃與需求之間的關系,本文比較了在高需求和低需求這兩種不同的情況下企業再制造能力比例的變化對企業績效的影響。本文選取企業盈利水平和顧客滿意度這兩個關鍵指標來度量企業績效,企業盈利水平由企業利潤額來衡量,而顧客滿意度則由缺貨率來衡量。缺貨率等于缺貨的次數除以系統總的仿真次數400次,缺貨的次數由累積訂單和成品庫存所決定。每次仿真時,如果累積訂單大于成品庫存,系統缺貨一次,如果累積訂單小于成品庫存,系統就不處于缺貨狀態。當缺貨率低于5%時本文認為顧客滿意度是比較高的;當其高于5%時顧客滿意度則比較低,這時即使企業的利潤額較高也不利于企業的長期發展。因此企業理想的績效水平是:在滿足缺貨率低于5%的情況下,利潤額越高越好。
本文假設企業的成本由庫存持有成本、缺貨成本、制造成本以及回收成本這四個部分組成,其他成本忽略不計。其中庫存持有成本由成品庫存持有成本和可用回收件庫存持有成本組成;制造成本由再制造成本和生產成本組成;回收成本包括產品的回收、儲存和檢查等成本。成品庫存持有成本為3.5元/件,可用回收件庫存持有成本為2元/件,缺貨成本為20元/件,再制造成本為20元/件,生產成本為50元/件,回收成本為5元/件。再制造產品和新產品的市場價格均為200元/件。
利用Vensim仿真得到的數據,將其導入至Excel,計算并整理得到高需求和低需求下企業的利潤及缺貨率,如表2和表3所示。
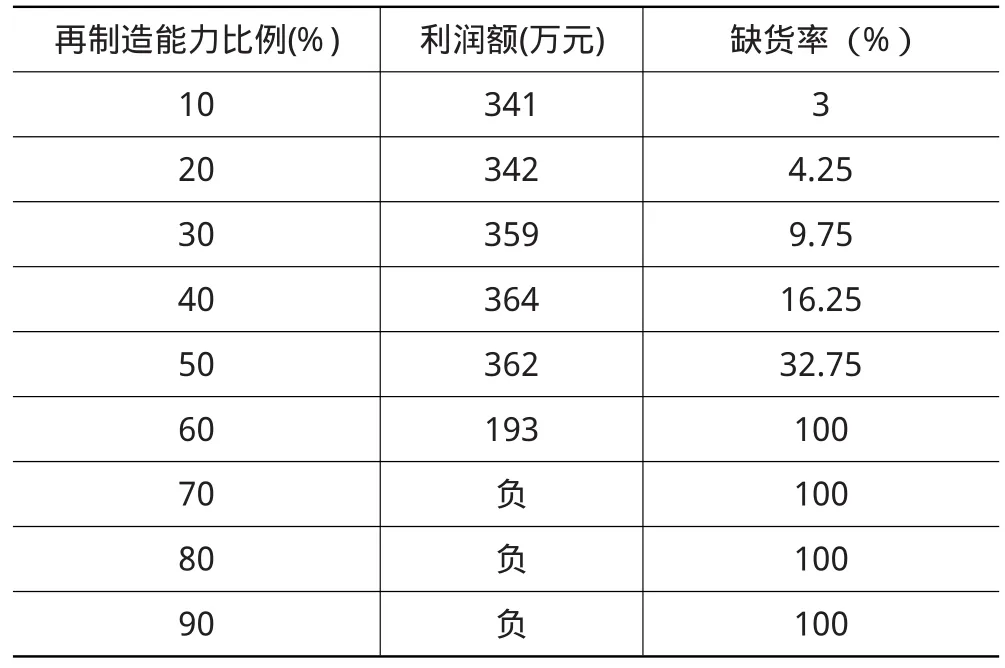
表2 高需求情況下企業利潤及缺貨率表
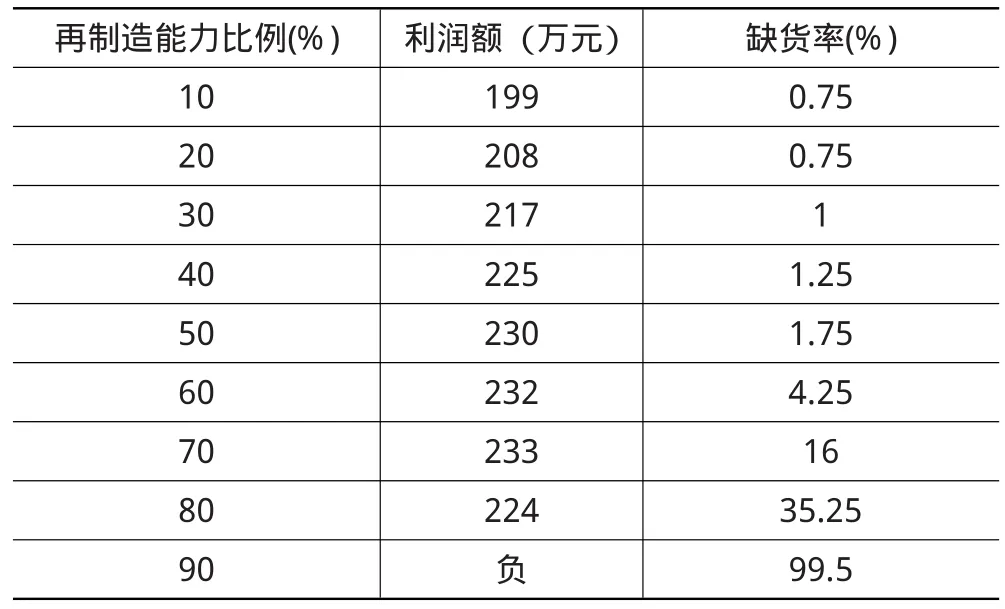
表3 低需求情況下企業利潤及缺貨率表
由表2可知,在高需求情況下,隨著再制造能力比例從10%逐步提高至90%,缺貨率一直處于增加的趨勢并在再制造能力比例=60%時達到100%,這說明隨著再生產能力比例的提高,企業的生產設施和再制造設施所生產的產品不能及時滿足用戶的需求;利潤額呈現一個先上升后下降的趨勢,在再制造能力比例為40%時利潤額達到最大值364萬,但此時缺貨率已經超過5%達到9.75%,因此再制造能力比例為20%時系統的狀態達到最優,此時企業的利潤額是342萬,缺貨率為4.25%。
從表3可知,在低需求情況下,同表2一樣,隨著再制造能力比例的逐步提高,缺貨率也是一直處在增加的趨勢中,但增長的幅度非常緩慢,在再制造能力比例=70%時才超過5%;利潤額也是呈現一個先上升后下降的趨勢,并在再制造能力比例=70%時利潤額取得最大值,但在這一點上其缺貨率為16%,可知當再生產比例=60%時企業的績效為最優,此時,利潤額為232萬,缺貨率為4.25%。
由以上分析可以得出,企業在面臨高需求量時,應提高企業的生產能力比例以使企業的生產能力大于其再制造能力,雖然再制造成本遠小于新產品的生產成本,可是一旦再制造能力比例過高,相應地企業的生產能力比例就會很低,由于企業再制造活動的進行是有條件的,它必須滿足可用回收件庫存達到可用回收件庫存水平上限這一條件,企業在仿真初始階段或者再制造活動停滯的時候只能依靠企業較低有限的生產能力去滿足高市場需求,這樣必然使企業的缺貨率迅速增加,相應地其缺貨成本也會快速增加,進而導致企業總成本的增加。
企業在面臨低需求量時,應提高再制造能力比例以使企業的再制造能力大于其生產能力,因為此時需求量較小,盡管企業的再制造活動在仿真開始階段有一個6周較長時間的回收延遲,但企業較小的生產能力在仿真開始之初仍然能夠滿足用戶的需求,在第6周之后隨著企業的再制造活動的進行,企業就可以充分利用成本較低的再制造能力去滿足用戶的需求;但企業的再制造能力比例也不能過高,過高的再制造能力比例也會導致企業的缺貨率成倍增長,因為過高的再制造能力比例意味著過低的生產能力比例,企業過低的生產能力在仿真初始階段不能滿足用戶的需求,繼而導致企業過高的缺貨率。
六、結束語
本文為短生命周期產品的回收再制造提出了基于系統動力學的閉環回收再制造模型,研究了回收再制造企業的生產計劃和需求相協調的問題,研究發現在高需求的情況下,企業應提高新產品的生產能力以大于回收產品的再制造能力從而滿足市場的需求;而在低需求情況下,企業應盡量利用成本較低的再制造能力以降低企業的成本,也就是企業的再制造能力比例應大于其生產能力比例。其研結果不僅可以為企業安排回收再制造生產計劃提供理論指導,還可以輔助制造商在面對外界環境發生變化時(例如回收比例、回收價格以及需求的變動等)做出更好的決策。
本文的仿真模型對現實生活中某些因素做了簡化處理,因而必然存在一些不足和局限。如文中假設再制造產品和新產品兩者沒有任何區別且消費者對它們沒有任何的消費偏好,但是在現實生活中消費者有時會比較排斥再制造產品,而比較親睞于新產品。如何在仿真模型中考慮這一因素有待進一步研究。
[1]姚衛新.再制造條件下逆向物流回收模式的研究[J].管理科學,2004,17(1):76-79.
[2]趙忠,謝家平,任毅.廢舊產品回收再制造計劃模式研究述評[J].管理學報,2008,5(2):305-311.
[3]孔令丞,謝家平,遲琳娜.廢舊產品回收再造模式研究[J].理論探索,2008(5):76-79.
[4]郭軍華,李幫義,倪明.不確定需求及WTP差異下的再制造回收模式選擇[J].軟科學,2012,26(4):131-135.
[5]李響,李勇建,蔡小強.隨機產率和隨機需求下的再制造系統的回收定價決策[J].系統工程理論與實踐,2009,29(8):19-27.
[6]彭志強,熊中楷,李根道.基于再制造和顧客等待的差別定價模型研究[J].軟科學,2009,23(3):123-126.
[7]王文賓,達慶利.考慮市場細分的閉環供應鏈生產與定價策略[J].控制與決策,2009,24(5):675-679.
[8]孫浩,達慶利.基于產品差異的再制造閉環供應鏈定價與協調研究[J].管理學報,2010,7(5):733-738.
[9]包曉英,唐志英,唐小我.基于回收再制造的閉環供應鏈差異定價策略及協調[J].系統管理學報,2010,19(5):546-552.
[10]Naeem M A,Dias D J,Tibrewal R,et al.Production planning optimization for manufacturing and remanufacturing system in stochastic environment[J].Journal of Intelligent Manufacturing,2013,24(4):717-728.
[11]Pan Z,Tang J,Liu O.Capacitated dynamic lot sizing problems in closed-loop supply chain[J].European Journal of Operational Research,2009,198(3):810-821.
[12 Kiesmüller G P.A new approach for controlling a hybrid stochastic manufacturing/remanufacturing system with inventories and different leadtimes[J].European Journal of Operational Research,2003,147(1):62-71.
[13]Inderfurth K,van der Laan E.Leadtime effects and policy improvement for stochastic inventory control with remanufacturing[J].International Journal of Production Economics,2001,71(1):381-390.
[14]Poles R.System Dynamics modelling of a production and inventory system for remanufacturing to evaluate system improvement strategies[J].International Journal of Production Economics,2013,144(1):189-199.
[15]景熠,王旭,李文川.多重不確定環境下考慮產品差異的再制造批量生產計劃[J].計算機集成制造系統,2012,18(12):2650-2658.
[16]胡海菊,李勇建.考慮再制造和產品需求可替代的短生命周期產品動態批量生產計劃問題[J].系統工程理論與實踐,2007,27(12):76-84.
[17]Shi J,Zhang G,Sha J.Optimal production planning for a multiproduct closed loop system with uncertain demand and return[J].Computers&Operations Research,2011,38(3):641-650.
[18]Georgiadis P,Vlachos D.The effect of environmental parameters on product recovery[J].European Journal of Operational Research,2004,157(2):449-464.
[19]Vlachos D,Georgiadis P,Iakovou E.A system dynamics model for dynamic capacity planning of remanufacturing in closedloop supply chains[J].Computers&Operations Research,2007,34(2):367-394.
[20]Shi J,Zhang G,Sha J.Optimal production and pricing policy for a closed loop system[J].Resources,Conservation and Recycling,2011,55(6):639-647.
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
中國軍轉民(2017年6期)2018-01-31 02:22:28
小星星·閱讀100分(低年級)(2015年10期)2015-10-22 08:30:04
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14
