某型發(fā)動機汽缸蓋更換閥座再制造研究
2014-11-25 03:10:22張建濤朱旭聰周建東
中國修船 2014年4期
關鍵詞:方法
張建濤,朱旭聰,周建東
(1.海軍裝備部,北京 100841;2.4808工廠 威海修船廠,山東 威海 264200)
技術交流
某型發(fā)動機汽缸蓋更換閥座再制造研究
張建濤1,朱旭聰2,周建東2
(1.海軍裝備部,北京 100841;2.4808工廠 威海修船廠,山東 威海 264200)
某發(fā)動機是一型斷線裝備,汽缸蓋更換閥座修理涉及難度較大的鑄造鋁合金焊接、閥座外徑電刷鍍,以及承裝孔輥壓收口的特殊裝配要求,經研究和大量工藝試驗,較好地解決了修復過程中的再制造問題和裝配問題,修復質量優(yōu)于新品,取得了較好的經濟效益。
發(fā)動機;鋁質汽缸蓋;更換閥座;再制造
某型發(fā)動機是4沖程、12缸、V型排列、夾角60°、機械增壓的高速大功率柴油機。該發(fā)動機是一型斷線裝備,其中汽缸蓋已無庫存?zhèn)浼?損壞型式為排氣閥閥座磨損),依靠舊件修復維持裝備器材保障。該汽缸蓋為鋁合金鑄造結構,6個缸為一體,材料是ZL10(YB143-65)。
1 閥座裝配結構及要求
該汽缸蓋閥座主要有汽缸蓋體、進排氣閥導管和進排氣閥座組成。氣閥座鑲嵌在汽缸蓋體上,該發(fā)動機使用和維護保養(yǎng)說明書中對閥座的修理規(guī)定是:檢查氣閥座,如有松動或閥面磨損超差,應更換閥座。更換閥座的方法和要求:采用專用工具,先將舊閥座拉出,再將新閥座壓入,閥座與孔的貼合面積不小于75%,閥座自由放入座孔時,閥座與孔的端面間隙為0.85~1.00 mm,敲進后端面間隙不大于0.08 mm,且應小于1/2的圓周,最后承裝孔口進行輥壓收口固緊,見圖1。
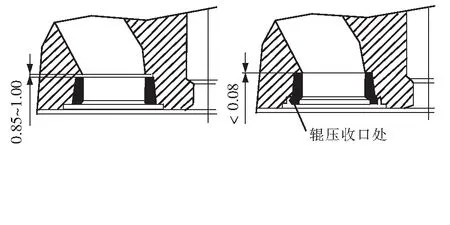
(a)閥座不施力裝入狀態(tài) (b)閥座打緊后輥壓收口狀態(tài)圖1 閥座裝配要求示意圖
但實際情況是,如果將舊閥座拉出,原輥壓收口的這一圈鋁合金隨閥座拉出而斷裂掉下,承裝孔口缺失一角,裝上新閥座后,無法再輥壓收口。說明書上的裝配方法是新制汽缸蓋的裝配方法,舊汽缸蓋按常規(guī)修理方法是無法更換閥座的。據我們了解,在此型裝備在斷線之前,汽缸蓋從未更換過閥座,修理中如遇到閥座損壞就更換整列汽缸蓋。
2 更換閥座再制造方法分析與設計
汽缸蓋更換閥座有2個關鍵問題:一是閥座承裝孔口斷裂掉下部分的再制造,使承裝孔能恢復到新汽缸蓋體輥壓收口前狀態(tài);二是舊閥座拉出后,承裝孔內徑尺寸略有變大,與閥座配合過盈量減少需要恢復過盈量。
承裝孔口再制造方法有2種,一種是采用鑲嵌同種材料的方法,由于該汽缸蓋結構緊湊,鑲嵌尺寸受限制,且閥座已采用了鑲嵌的方法,承裝孔再采用鑲嵌顯然不合理。另一種是焊補長肉恢復尺寸,這也是本項目最終選擇的方法,但存在2個困難,一是鑄造鋁合金本身焊接就困難,再加上舊汽缸蓋鋁合金表面滲透了積碳和污油,清潔不凈焊接難以熔合,氣孔、夾渣等缺陷多,質量控制比較困難;二是汽缸蓋共有24個氣閥座孔,若全部焊補長肉,容易產生收縮變形。
恢復承裝孔與閥座的過盈量,一般方法是增大閥座外徑。該閥座采用特種銅合金制造,也是斷線產品,現只有標準尺寸配件,閥座外徑無余量。設計采用電刷鍍納米快速鎳的方法增大外徑尺寸。
3 閥座承裝孔焊接工藝研究
該汽缸蓋材質為鑄造鋁合金(ZL10),具體成分見表1。鋁合金焊接是有色金屬焊接中較難的一種,主要表現為:①鋁在空氣中極易與氧氣化合生成一層穩(wěn)定的氧化鋁薄膜,其熔點高達2 050 ℃,氧化鋁薄膜具有很強的吸附性,所吸附的水分在焊接時會促使焊縫生成氣孔;②鋁的比熱容、電導率很高,焊接需采用功率較大設備;③鋁線膨脹系數較大,焊件變形及裂紋傾向也較大;④鋁在焊接時的溫度變化不會引起焊件的顏色變化,因此焊接溫度辯別和操作手法控制有一定難度。另外,由于該汽缸蓋工作所處環(huán)境高溫、積碳、油污,鋁質表面滲入油性雜質,對焊接產生更加不利的影響。
3.1焊材選擇
根據該汽缸蓋材料,選用ER4047鋁合金氬弧焊焊絲,焊絲直徑分別為1.6 mm和2.0 mm 2種,具體成分見表2。
3.2焊接方法試驗和選擇
為了克服鋁合金焊接諸多困難,獲得理想的焊補層,選擇了3種焊接方法進行對比試驗。
1)微修復氬氣保護電弧冷焊。采用DM-D01多功能精密補焊機,焊接熱源為鎢極,保護氣體為氬氣,氬氣純度≥99.99%,焊絲直徑1.6 mm,焊接電流120~140 A。
2)鎢極氬弧焊。采用交直流兩用脈沖氬弧焊機,焊接熱源為鎢極,保護氣體為氬氣,氬氣純度≥99.99%,焊絲直徑 2.0 mm,焊接電流240~260 A。
3)鎢極氦弧焊。也采用交直流兩用脈沖氬弧焊機,焊接熱源為鎢極,保護氣體為氦氣,氦氣純度≥99.99%,焊絲直徑2.0 mm,焊接電流100~120 A。
3種焊接方法試驗結果如下。
第1)方法:焊接速度慢,平均3 h 焊補1個孔,焊接變形小,焊接層內有較多氣孔,強度和韌性差。
第2)方法:焊接速度快,平均20 min焊補1個孔,焊接變形較大,焊接層內有很多氣孔,強度和韌性適中。
第3)方法:焊接速度快,平均20 min焊補1個孔,焊接變形較小,焊接層內無氣孔,強度和韌性良好,優(yōu)于基體機械性能。
經過反復試驗,最終選擇了第3)種方法,采用氦氣作為保護氣體的鎢極氦弧焊。
3.3其它焊接措施
為進一步提高焊接質量,減少變形,同時還采取了以下措施:一是采用綢布丙酮擦洗,將閥座承裝孔焊接區(qū)域的油污和積碳清潔干凈,再用微型角磨機和不銹鋼鋼絲刷打磨清理,直至露出金屬光澤;二是嚴格控制焊接溫度,按預定的順序,隔缸、分層、分段、交叉進行焊接,過程中監(jiān)測汽缸蓋溫度,溫度控制在30~50 ℃之間,減小熱影響區(qū);三是嚴格控制焊接手法、電流參數、氦氣純度和流量,確保焊層飽滿有光澤,無氣孔、夾渣、裂紋等。

表1 汽缸蓋ZL10鋁合金主要成分及性能

表2 ER4047鋁合金焊絲主要成分及性質
3.4焊補位置和尺寸
為了減少焊接變形,焊補量要盡可能少,同時要保證切削加工后錐面和下平面上不能缺肉,因此焊補位置要精準,具體位置和尺寸見圖2。
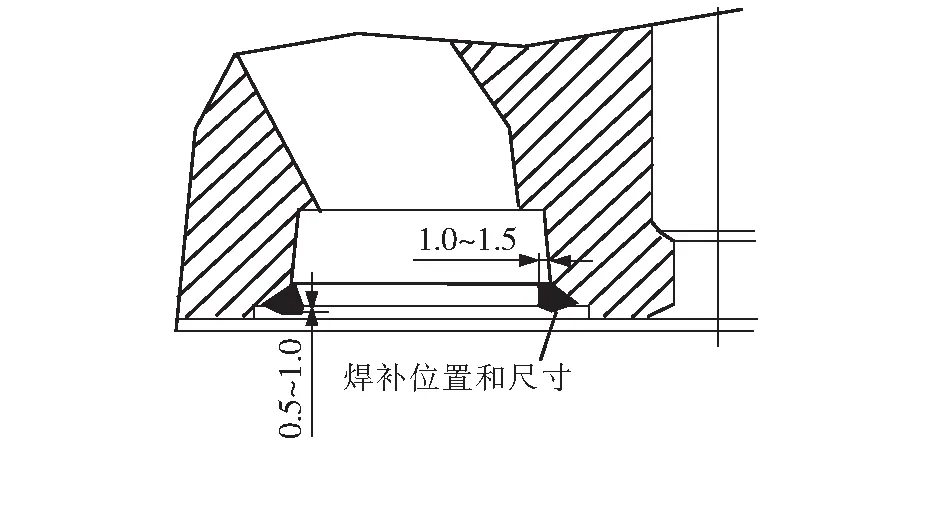
圖2 焊補位置和尺寸圖
4 閥座裝配工藝研究
閥座在發(fā)動機工作過程中,要求能承受燃燒室的高溫和氣閥運動的沖擊,不松動、不脫落、耐磨損。閥座如果在工作中脫落,會發(fā)生活塞頂缸事故,嚴重時將造成整機報廢。因此,閥座裝配的關鍵是保證閥座能可靠地固定在承裝孔內。
4.1閥座固緊度檢驗方法確定
閥座依靠過盈配合和輥壓收口2種方法疊加固緊,因此采用單一的過盈量來衡量其固緊度不甚合理。此閥座從孔中拉出采用了專用工具,用拉出閥座所需要的轉矩來衡量其固緊度更為合理,對專用工具作適當改進,可以用普通轉矩板手檢測其轉矩。經檢測,舊汽缸蓋閥座拉出轉矩統計值為90~110 N·m,則將閥座固緊度設計值確定為≥100 N·m。
4.2閥座過盈量與電刷鍍方法確定
閥座與承裝孔為錐面過盈配合,錐度1∶5,過盈量要求如圖1所示,軸向壓緊量為0.85~1.00 mm,換算成徑向過盈量等于0.17~0.20 mm。汽缸蓋拉出舊閥座后承裝孔直徑略有變大, 大約0.02~0.04 mm,研究采用電刷鍍納米快速鎳的方法增大閥座外徑,此方法工藝簡單、鍍層結合牢固,經反復拆裝鍍層完好無損。鍍層厚度定為0.03~0.05 mm,比原過盈量略大一些,以適當提高固緊度。在電刷鍍各種參數確定后,用刷鍍時間控制鍍層厚度。
4.3裝配方法確定
裝配方法完全依照新制汽缸蓋的裝配方法,重點是控制好閥座與孔配合的貼合度,要求每個孔用色油檢測,著色面積達到75%以上,且分布均勻。若達不到要求,采用手工刮研修正。裝配過程如下:①先將閥座不施力放入承裝孔內,測量閥座與孔的端面間隙應為0.85~1.00 mm,見圖1;②用專用工具將閥座敲進,至端面間隙不大于0.08 mm,且應小于1/2的圓周;③最后用專用工具將承裝孔口進行輥壓收口固緊。
5 再制造質量檢測與分析
該汽缸蓋更換閥座質量主要取決于承裝孔口焊補再制造和閥座裝配這2方面質量。焊接質量用焊接層強度來衡量,按既定的焊接工藝進行試件焊接,測得焊接強度δb為255 MPa,大于235 MPa的基體強度,符合設計要求。另外,通過焊接層切削加工和輥壓收口的手感,也提示出其強度和韌性均優(yōu)于基體;閥座裝配質量用固緊度衡量,在一列業(yè)已報廢的汽缸蓋上做工藝試驗,按上述工藝方法進行閥座裝配,在輥壓收口之前測得固緊度為80~90 N·m,輥壓收口后再測得固緊度為130~140 N·m,符合“≥100 N·m”的設計要求,且比原閥座固緊度大。
綜上所述,汽缸蓋更換閥座的再制造質量符合并優(yōu)于新汽缸蓋制造要求。
6 臺架試驗驗證
為進一步驗證再制造質量,將一列修復的汽缸蓋裝于發(fā)動機上做臺架校核試驗,按新機出廠試驗標準完成各項試驗檢測,發(fā)動機各項性能指標全部符合要求。試驗結束后再次分解汽缸蓋,抽測閥座緊固度,其值與裝配時相同,符合要求。
The valve-seat of cylinder cap has been repaired and replaced,which belongs to a cut-off motor,with some special requirements for its fitting such as aluminium alloy welding,brush plating on valve-seat outside diameter and roll crushing for binding off.Through a great number of technical experiments,the remaking quality proved better than the new one's and a higher economic efficiency has been achieved.
motor;aluminium cylinder cap;valve seat replacement;remake
U672
10.13352/j.issn.1001-8328.2014.04.002
張建濤(1972-),男,河北深澤人,高級工程師,碩士,主要從事艦船修理工作。
2014-03-05
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56