螺旋槳隨邊切割工藝研究
2014-11-25 01:17:55孫小明張洪博劉貴斌
中國修船 2014年1期
孫小明,張洪博,劉貴斌
(天津新港船舶重工有限責任公司,天津 300456)
螺旋槳隨邊切割工藝研究
孫小明,張洪博,劉貴斌
(天津新港船舶重工有限責任公司,天津 300456)
文章針對某船螺旋槳隨邊切割改造的實際工程,簡述了船機槳匹配理論,并對具體工藝進行論述,為此類修理改造工程提供了參考。
螺旋槳;隨邊切割;螺距角;匹配
船舶在營運一段時間后,隨著海水腐蝕和生物附著等多方面作用,會出現船體表面粗糙度增大和污底現象,這些都會使航行阻力變大。加之主機長期運轉機件磨損導致難以發出標定功率,進而影響到船機槳最佳匹配點,導致柴油機負載過重而工況較差,運營油耗增加甚至發生喘振等機損事故[1]。某沿海貨船主機持續出現轉速下降、排氣高溫、出力不足及閥面燒蝕等故障。多次修理機器而未見好轉之后,管理人員考慮主機負載過重問題,遂采納設計院建議采用螺旋槳邊緣切割的方法,通過減小推進負荷改善主機的運行工況。
1 船機槳配合原理簡述

2 故障簡要分析
民船在運營過程中,船體摩擦阻力將顯著增大而主機長期運轉后各部件磨損會降低其出力,兩者共同作用使得配合工況漸漸偏離設計時的最佳值從而產生“槳重”的情況。通常生物和機械作用使船體表面粗糙度變大,若保持船速不變為克服污底效應增加的阻力則槳的負荷增大。此過程如圖1所示,污底阻力增大可等效為船舶重載航行,曲線1A為螺旋槳設計推進特性線,2B為槳重載推進特性線,直線3BA為柴油機負荷特性曲線。
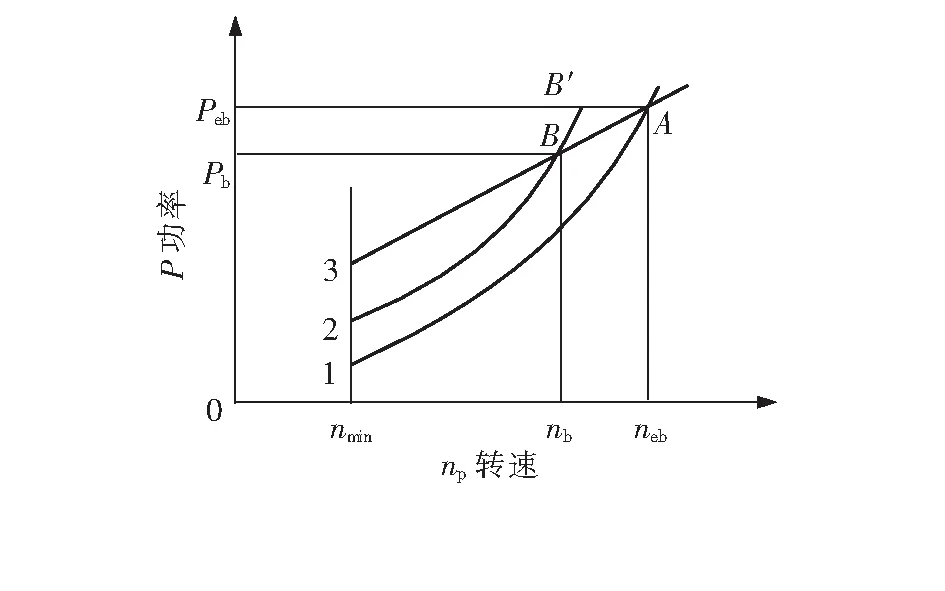
圖1 污底時機槳配合推進特性曲線
重載航行時定距槳推進特性曲線變陡,由1A變成2B(平衡點為B)。此時若保持轉速不變則主機發出功率要增大,同時槳的轉速系數下降。槳的扭矩超過標定值同時反作用于主機使其在重載下運轉,不僅槳轉速降低出現槳效下降,而且主機由于轉速降低不能發出額定功率而偏離了設計工況點,排氣高溫、喘振甚至閥面燒蝕等問題也都隨之出現。主機出力不足又將加重機槳配合工況的失調,如此惡性循環將加大“槳重”現象,嚴重影響船舶營運的經濟性和可靠性。
3 隨邊切割工藝探討
對于工況變化或者初始設計缺陷導致的船機槳匹配失調引起的“槳重”問題,在實際修理工程中一般對定距槳采用切削槳葉工藝來改善。切割槳葉通過改善槳葉剖面的水動力特性使其更適合新的機槳配合工況,直觀上理解就是槳葉面積減少從而降低推力,從結構上講即槳葉剖面的攻角和螺距減小而降低槳的推力和轉矩,從而減小主機的負荷。
螺旋槳切削通常有2種方式:削邊和減小直徑,通常對于中低速船采用削邊工藝,因為切割槳葉直徑將會明顯影響到推進效率[3]。切邊由于直徑不變從而推進效率不會顯著降低,但盤面比變小會造成其空泡裕度降低而增大剝蝕的概率,此情況應在設計時慎重考慮。
通過圖紙分析和現場勘查得知,本槳自0.6R到葉梢處為弓形剖面,故只有切割隨邊才能明顯改善實效螺距。此時應注意切割隨邊時弦長相應減小使得槳葉剖面拱度增加,螺距角會相應增大。而同時后剖面鼻尾線位置改變,會導致此處的拱度和螺距角相應減小,相關研究表明切削隨邊時總的效果是將螺距角減小[4]。通過設計院分析計算可知,按目前0.7R半徑處的削邊情況調整螺距角約1°,總的效果減小螺距量約5%。
螺旋槳隨邊切割大致工藝過程如下。
1)對槳葉進行著色探傷,若發現問題及時修補;并對槳葉作靜平衡試驗,將試驗結果記錄下來;對切割前槳葉螺距進行測量。
2)用螺距規在槳葉正面將0.2R、0.4R、0.5R、0.7R、0.8R、0.9R、1.0R的圓弧線描繪出來。
3)根據圖2所示,以隨邊為起點在各圓弧線上量出相應距離并用沖眼打出標記,光順連接7個標記點即得到槳葉的切割線。
4)參考切割線畫法,根據圖2所示畫出磨削起始線。
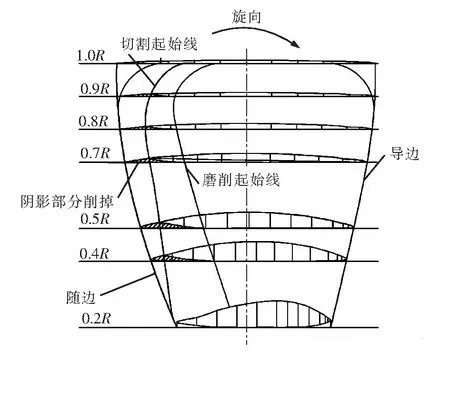
圖2 槳葉切割磨削示意圖
5)采用等離子切割沿著各個槳葉的切割線對隨邊切削,然后根據磨削起始線用砂輪或風鏟將切割形成的茬口磨成原邊的厚度。
6)用螺距規測量切割磨削完成后的槳葉螺距,若測量結果嚴重失準則對螺距進行調整。
7)磨削工作完成后要對槳進行靜平衡試驗。
此工藝關鍵要注意以下3點:首先在切割作業之前應由設計院仔細核算切割后的空泡腐蝕裕量,在設計階段避免由于切隨邊導致空泡腐蝕現象的發生;其次切割之后用砂輪將槳葉邊緣修鏟成60°倒角而后按流線型光順,對于隨邊切割一定要讓倒角方向成尾翹以免影響其水動力特性;再次要保證槳葉切割磨削完成后各個槳葉的重量基本一致,以保證運轉時的平衡。在切割之前進行靜平衡試驗以得到槳葉重量的分布情況,并盡量保證各個槳葉切割及磨削下的重量相同以保證槳葉的平衡,在切削之前記錄各槳葉隨邊的厚度作為磨削量的參考。各個切割的部分及磨削的銅粉(如圖3陰影所示)要收集并稱重,對于切割之前較重的槳葉要酌情多削去一部分,此外還要邊磨削邊進行靜平衡試驗直至各個槳葉重量基本一致。
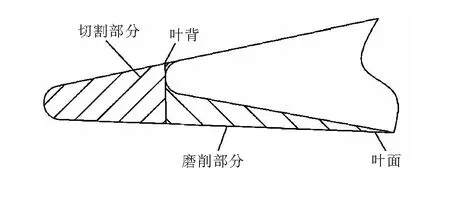
圖3 葉面切削部分示意圖
槳葉經改造后回裝并進行碼頭系泊試驗和試航,主機過載的情況明顯改善,在同樣轉速下油門明顯減小,沒有再發生排氣高溫、增壓器喘振和閥面燒蝕的故障。
4 結束語
多方面的原因都能引起主機過載故障,輪機管理者往往從機器本身尋找原因,而忽略船-機-槳配合由于工況變化可能出現失調。作為一種簡單實用的方法,切削槳葉隨邊能夠明顯改善推進工況,從而使船機槳三者達到新的合理工況配合點,對船舶動力和運營經濟性改善有顯著的影響。
[1] 歐禮堅.采用螺旋槳削邊技術解決增壓器喘振的探討與實踐[J].中國修船,2005(6):9-10.
[2] 陳紹剛.輪機工程手冊[M]. 北京:人民交通出版社,1993.
[3] 張洪村.現有船舶螺旋槳切割節能技術研究[D]. 大連:大連海事大學,2010.
[4] 曹梅亮.切割槳葉隨邊以適應船-機-槳匹配[J].上海交通大學學報,2001(1):148-151.
Aiming at the actual project of propeller edge-cutting,the thesis summarizes the theory of match between power and revolution,discussing the specific process,which provides reference of maintaining projects of the same kinds.
propeller;edge-cut;pitch angle;match
孫小明(1985-),男,天津人,工程師,碩士,主要從事船舶輪機設計和修理工作。
U672
10.13352/j.issn.1001-8328.2014.01.013
2013-11-29
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
艦船科學技術(2022年2期)2022-03-29 01:12:44
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
山東冶金(2019年6期)2020-01-06 07:45:54
船舶標準化工程師(2019年4期)2019-07-24 07:21:12
世界農藥(2019年2期)2019-07-13 05:55:12
中國船檢(2017年3期)2017-05-18 11:33:09
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03