數(shù)控風(fēng)筒旋壓機旋輪道次軌跡的計算方法與動態(tài)模擬
2014-11-30 08:19:36許松松
裝備制造技術(shù) 2014年10期
關(guān)鍵詞:工藝
許松松 ,張 帆 ,張 帥 ,蘇 楠
(1.揚州大學(xué)機械工程學(xué)院,江蘇 揚州 225127;2.揚州旋壓技術(shù)研究所,江蘇 揚州 225100)
風(fēng)筒是風(fēng)機的重要組成部件,風(fēng)筒加工質(zhì)量的好壞將直接影響到風(fēng)機的性能。目前國內(nèi)風(fēng)機廠的風(fēng)筒主要依靠模具加工,但是不同尺寸、形狀的風(fēng)筒就需要大批量不同的模具,生產(chǎn)成本高,生產(chǎn)效率低。少數(shù)廠家也正在嘗試用旋壓機加工,采用傳統(tǒng)的仿形旋壓加工方法,借助于仿形板實現(xiàn)工件成形,其旋輪運動軌跡是旋輪座縱向位移和擺動仿形板角速度的函數(shù)[1]。該方法所加工出的工件存在精度不足的問題。
本文針對傳統(tǒng)仿形旋壓加工精度不足的問題,基于無芯模數(shù)控旋壓的方法來研究數(shù)控旋壓機旋輪軌跡的計算與模擬方法,根據(jù)計算出的方程利用MATLAB進行曲線模擬,屬于普旋的范疇。精確的旋輪運動軌跡將大大提高風(fēng)筒工件的加工精度[2],也為數(shù)控風(fēng)筒旋壓機的設(shè)計制造提供了理論基礎(chǔ)。
1 旋輪軌跡的計算
1.1 風(fēng)筒工件參數(shù)及工藝過程
本文中選用某風(fēng)機廠所要生產(chǎn)的一種風(fēng)筒產(chǎn)品,其尺寸參數(shù)如圖1所示。
傳統(tǒng)加工方法是利用模具將錐形毛坯進行翻邊,但是不同的風(fēng)筒工件就需要不同的模具,這不僅大大降低了生產(chǎn)效率,還大幅提高了生產(chǎn)成本。隨著旋壓技術(shù)的快速發(fā)展,本文擬采用數(shù)控旋壓的方法加工風(fēng)筒工件,旋轉(zhuǎn)中的風(fēng)筒毛坯在一對旋輪的作用下進行翻邊、圓邊工藝得到工件。
風(fēng)筒工件的精確成形就需要旋輪精確的運動軌跡來實現(xiàn)翻邊和圓邊工藝,然后根據(jù)運動方程編制數(shù)控程序來保證風(fēng)筒的加工質(zhì)量。當風(fēng)筒工件參數(shù)發(fā)生變化時也只需修改數(shù)控程序中相關(guān)的參數(shù)便可實現(xiàn)不同工件的加工。因此,旋輪軌跡方程的推導(dǎo)將是數(shù)控風(fēng)筒旋壓機設(shè)計的重點,也是保證風(fēng)筒工件加工精度的關(guān)鍵。
1.2 翻邊工藝旋輪軌跡方程的計算
在直角坐標系X1O1Y1中,翻邊工藝可分為旋輪一道次翻邊成形和多道次加工成形。如果翻邊角度較小或材質(zhì)比較柔軟可以采用一道次旋壓成形;如果翻邊角度較大或材質(zhì)較硬難以變形時要采用多道次旋壓成形。本文就風(fēng)筒翻邊工藝分別進行了一道次和多道次旋壓成形過程分析,計算推導(dǎo)出了相應(yīng)旋輪架立柱中心的軌跡方程。假設(shè)風(fēng)筒初始翻邊點為p,兩旋輪中心距旋輪架立柱中心的距離為l。
當翻邊經(jīng)一道次直線旋壓成形時,旋輪架立柱中心軌跡為以p點為圓心,以l為半徑的圓弧。由圖1中可知,p點坐標為,則得旋輪架立柱中心的軌跡方程為:

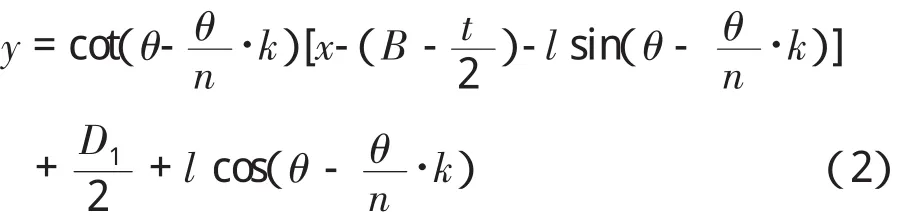
當翻邊經(jīng)多道次直線旋壓成形時,工藝示意圖如圖2所示。

圖2 多道次旋壓翻邊工藝過程
設(shè)毛坯與鉛垂線所夾銳角角度為θ,假設(shè)共有n道次,則翻邊過程每道次轉(zhuǎn)動角度為,第道次加工邊線與水平線夾角為90由圖2可以看出此時旋輪架立柱中心點從Q點移動到S點,所走的直線軌跡斜率為:

通過值的變化便可以求出各道次時旋輪架立柱中心所走的直線軌跡方程,旋輪中心與旋輪架立柱中心同步運動,所以旋輪軌跡就是所得軌跡的平移包絡(luò)線。
1.3 圓邊工藝旋輪軌跡方程的計算
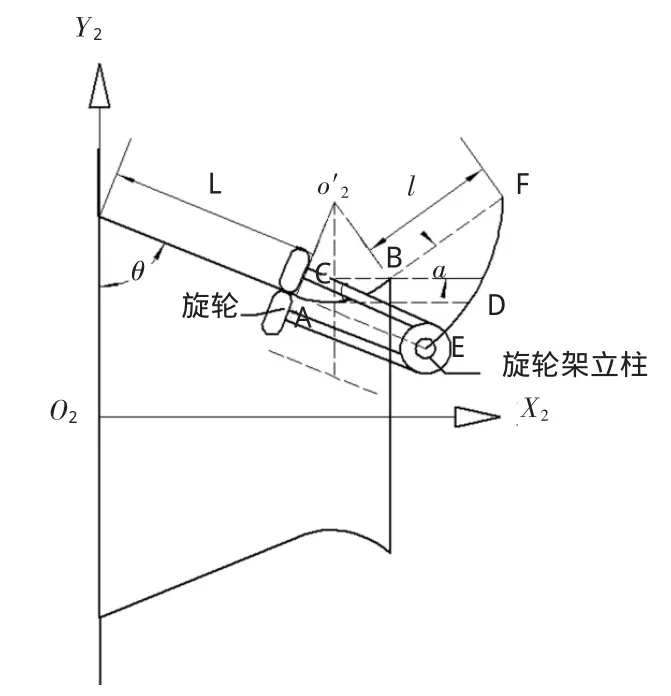
圖3 圓邊工藝過程
本文中加工工件所取R較大,圓邊較為容易,故工藝二采用一道次圓弧加工成形。其加工過程如圖3所示:
在直角坐標系X2O2Y2中,設(shè)圓弧AB的圓心為O′2,BG長度為 δ,由圖 1、圖 3中可得點 A、B、C、O′2坐標,通過作圖驗證法可知,在D點、E點、F點時圓弧法線交于O′2處,說明圓弧DEF的圓心與O′2重合。
即為圓邊過程中旋輪架立柱中心的運動軌跡方程。
2 實例驗證
2.1 工藝過程中旋輪架立柱中心旋輪軌跡方程的計算
已知一種風(fēng)筒成形件的尺寸參數(shù)如下,各參數(shù)與圖1相對應(yīng):
D=210 mm,D1=162 mm,D2=131.4 mm,D3=139.5mm,R=23.4mm,B=46mm,t=2mm,L=30 mm,l=20mm,θ=50°,總道次 n=3,k 值取 1,2,3,分別表示第一道次,第二道次,第三道次。根據(jù)工件參數(shù)帶入公式(1)即得翻邊工藝一道次旋壓成形過程中旋輪架立柱中心的軌跡方程:
(x-45)2+(y-81)2=400化為參數(shù)方程為:

將工件參數(shù)帶入公式(2)即得多道次翻邊成形中各道次旋輪架立柱中心軌跡方程:
第一道次即k=1時,y=1.520 4x+12.582,其中55.990 2≤x≤69.178 4
第二道次即k=2時,y=3.340 2x-69.309,其中50.736 1≤x≤57.619 4
第三道次即k=3時,x=45,101≤y≤125 (5)
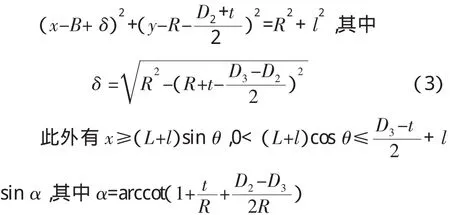
將工件參數(shù)帶入公式(3)即得圓邊工藝一道次旋壓成形過程中旋輪架立柱中心的軌跡方程:

化為參數(shù)方程為

2.2 曲線模擬
按照所得旋輪架立柱中心的軌跡方程(4)、(5)、(6),編制MATLAB程序語言,利用其圖像處理功能進行動態(tài)模擬輸出工藝過程中所得軌跡曲線,觀察所繪軌跡曲線分析所得軌跡方程的正確性。軌跡曲線如圖4所示。
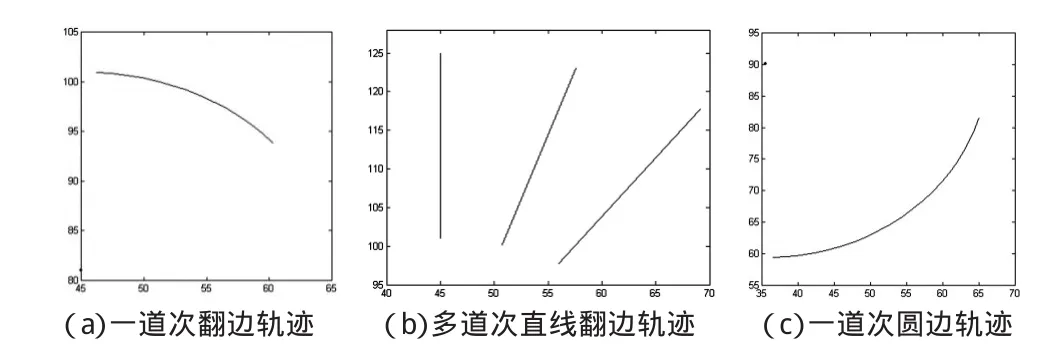
圖4 軌跡曲線
分析圖4中的軌跡曲線:(a)可以實現(xiàn)繞旋輪與工件初始接觸點的一道次翻邊,(b)可以實現(xiàn)以旋輪與工件接觸點為基點的多道次直線翻邊,(c)可以實現(xiàn)預(yù)定圓角的原邊效果。故本文中所推導(dǎo)出的風(fēng)筒旋輪軌跡方程是正確的。
3 結(jié)束語
本文就風(fēng)筒數(shù)控旋壓加工方法中旋輪運動軌跡問題進行了分析,將復(fù)雜的旋輪軌跡方程轉(zhuǎn)化為旋輪架立柱中心點的運動軌跡方程求解。依據(jù)風(fēng)筒加工工藝分別討論了翻邊工藝中一道次、多道次成形的軌跡方程計算方法和圓邊工藝中一道次成形軌跡方程的推導(dǎo),并基于MATLAB圖形處理功能,編制程序語言輸出文中所推導(dǎo)出軌跡方程的相應(yīng)曲線,分析軌跡曲線可以實現(xiàn)預(yù)期工件成形效果,從而判定軌跡方程的可行性。采用此參數(shù)化軌跡方程,不僅能夠加工出高精度的風(fēng)筒工件,而且只需改變相應(yīng)的參數(shù)值便可生產(chǎn)出不同尺寸參數(shù)的風(fēng)筒產(chǎn)品,符合公司發(fā)展的長遠利益,具有較高的實際應(yīng)用價值和市場發(fā)展?jié)摿Α?/p>
[1]趙云豪.旋壓技術(shù)現(xiàn)狀[J].鍛壓技術(shù),2005(5):95-100.
[2]魏戰(zhàn)沖,李衛(wèi)東,萬敏.旋輪加載軌跡與方式對多道次普通旋壓成形的影響[J].塑性工程,2010,17(3):109-112.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52