巧制工裝解決零件加工定位問題
2014-12-02 01:33:48鄭州飛機裝備有限責任公司河南450005韓智勇
金屬加工(冷加工) 2014年6期
鄭州飛機裝備有限責任公司 (河南 450005)韓智勇
零件采用模鍛件毛坯,每次加工時批量大,任務重。傳統工藝方法中經常需要鉗工找正毛坯基準,劃出零件中心線和各工序的加工線;銑工需要每件找正鉗工劃線,然后用虎鉗夾緊零件后再加工。如果有一種方法能夠有效地將零件定位,就可以避免銑工加工前重復找正零件。
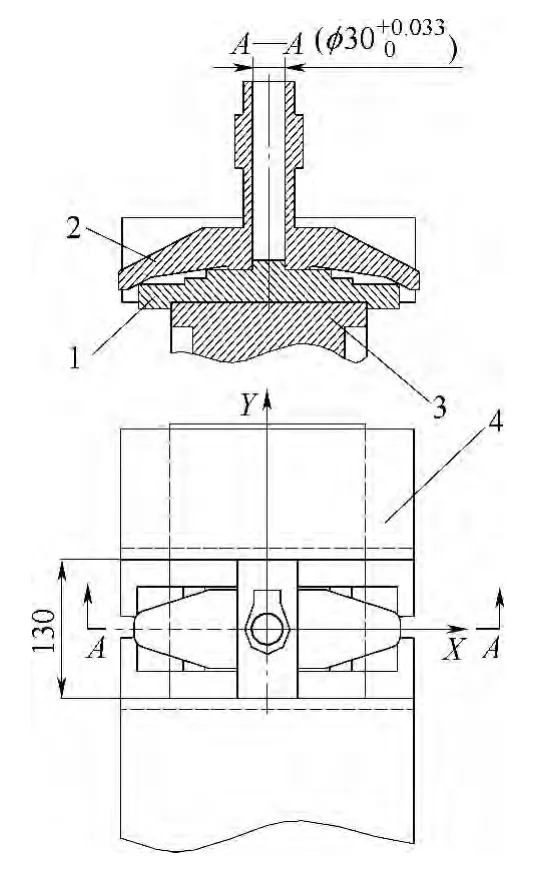
圖1
由于是虎鉗夾緊,固定鉗口作為定位面與零件一側面貼合,另一側面作為夾緊面。夾具設計時寬度尺寸要小于零件側面尺寸,從而保證虎鉗定位夾緊面不與夾具貼合,防止過定位。如圖2 所示工裝設計圖,零件X 方向定位由夾具φ300-0.02mm 圓臺確定,為防止夾具在該方向的竄動,設計時要求圓臺中心對(180 ±0.05)mm 槽中心對稱度不大于0.1mm,(180 ±0.05)mm 槽與虎鉗導軌(見圖1)外側面貼合。Y 方向由零件側面定位。加工首件前,操作工只需要找正工裝的凸臺X 方向中心,以及固定鉗口定位面,建立加工坐標系,從而解決了零件的加工定位問題,實現整批次的零件加工。
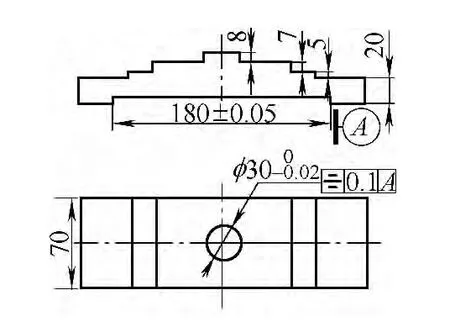
圖2
通過利用工裝,解決了零件加工定位問題,避免加工前重復找正零件。虎鉗夾具在零件的加工中經常使用,此工裝是與虎鉗配合使用,大大推廣了虎鉗夾具的使用范圍。其他零件若具有相同的定位裝夾特點,都可以利用這種工裝設計方法。
