大型蒸汽管式干燥機的組裝與分析
2014-12-11 00:34:00尤清華孫煥鋒
電站輔機 2014年4期
關鍵詞:筒體
尤清華,孫煥鋒,任 賀
(1.北京電力設備總廠,北京 102401;2.中國能建集團裝備有限公司,北京 100007)
0 概 述
截止2010年底,我國已探明的褐煤保有儲量約1 903億噸,占全國煤炭儲量的13%[1]。目前,褐煤主要用于坑口電廠的發電以及煤化工。由于褐煤具有水分高、揮發分高、發熱量低等特點,褐煤的大規模開發利用和作為原料轉化利用都受到較大限制。近年,我國已提出將褐煤干燥后再進行煤制氣、煤制烯烴、發電等重大技術方針。
大唐國際多倫煤化工項目是我國“十一五”規劃重大化工項目之一,涵蓋氣化、變換、低溫甲醇洗、甲醇壓縮合等四大工序。該項目從2008年開始建設,整個工藝系統的第一步就是將褐煤干燥。我國早在上世紀90年代末,在化工行業對PTA進行干燥時,采用引進國外的內加熱蒸汽管式干燥機[2],該設備單臺處理量約100t/h,設備進口的費用較高,又因該設備的干燥效果未能使褐煤水分≤10%,沒能達到煤制氣的要求,所以,該設備不能應用于該項目。通過調研,德國研制管式干燥機的歷史已有100多年。由于管式干燥機運行安全可靠,干燥程度較高,在褐煤氣化方面得到了廣泛應用,決定采用管式干燥機。但是,國外管式干燥機的價格高(是國產價格的3倍),因此,從2006年開始,我公司開始研發和設計管式干燥機。
管式干燥機直徑為5.3m,總長約10.3m,傾斜傾角為12°,單臺設備的蒸汽管數量為1 548根,單管長8m,總體重量225t,是煤氣化關鍵設備之一[3]。管式干燥機的設計與組裝質量,直接關系到該項目的整體建設。
1 干燥機組裝方案的確定
1.1 干燥機的組裝
管式干燥機是一個傾斜的多管式回轉圓筒,其筒體直徑較大,1 548根干燥管通過前后端的管板固定。中心軸長約10.3m,支撐在筒體外兩端的軸承座上,大齒圈安裝在干燥機前端,電機通過減速器帶動小齒輪,小齒輪再與大齒輪嚙合傳動,干燥機的額定轉速為8r/min,管式干燥機的結構外形,如圖1所示。根據輸煤車間的布置,干燥機前端安裝在11 m鋼梁平臺,后端安裝在9m平臺[4]。

圖1 管式干燥機的結構
由于干燥機單機重量大,整體直徑達5.3m,結構較復雜,若在制造廠內組裝,可節省不少在現場安裝的費用,且制造廠的工裝器具較為齊全。但在制造廠組裝后,需整體運輸,設備加上車體的高度達6 m,超過我國公路運輸限高的要求。經討論,決定將干燥機的中心軸、干燥管、管板、筒體(分三段)、進出料裝置、進出汽管路、傳動裝置等部件,在制造廠內加工成組件,再運輸到現場進行組裝。
1.2 中心軸組裝方案選擇[5]
根據受力分析,中心軸承載著設備的重量,所以,中心軸的組裝精度,直接關系到干燥機的平穩運行。關于中心軸的組裝主要有2種工藝方法,第一種:將中心軸制造成1根整軸進行熱處理和機加工,這樣能保證干燥機的各段軸頸有較好的同軸度。根據對國外干燥機制造的調研,是將中心軸做成1根整軸,制造廠需具備大型軸類設備的機加工能力。但是,此工藝方案使管板同軸環縫的焊接形式改為立焊,增加了焊接難度,且消除焊接應力的難度較大。第二種,通過干燥機的受力分析,干燥機的載荷主要集中在中心軸前后端的軸頸處。因此,可將中心軸分為三段制造,再現場組焊。前端軸頸及后端軸頸材料,采用了ZG35GrMo高合金鋼。此種方案中,對中心軸同軸度的調整、空心軸內外焊接及消除應力是關鍵的控制工序。根據現有的制造條件,決定采用第二種工藝方法進行中心軸的組裝。中心軸組裝的劃分,如圖2所示。

圖2 中心軸的組裝劃分
1.3 管板組裝方案選擇[5]
管板制造和組裝的精度要求較高,是干燥機安裝時的重要工序。管板直徑為5.3m,厚90mm,材質為16MnR,需加工1 548個管孔。最初方案是擬采用3塊120°料進行拼接。經受力分析,干燥機在轉動時,轉動力矩較大,這種拼接方法將引起管板強度的下降。通過比較,最終決定采用1塊長方形板,寬大于1.4m(板中間需開孔?1 400),另外再用2塊鋼板補圓,拼成整圓。管板組裝方案的對比,如圖3所示。管板的拼焊完成后,采用模具定位的方法,在機床上加工1 548個基孔,然后再擴孔至管孔尺寸。這種加工工藝較繁復,但保證了管板的整體性。

圖3 管板組裝方案對比
1.4 干燥機的組裝流程
干燥機前端橫梁安裝→中心軸組裝→管板焊接、組裝→對中、校準同軸度→焊接筒體→穿管焊接→出汽管路組裝→水壓試驗→安裝前后端軸承箱、軸承座→干燥機運輸、吊裝→干燥機后端橫梁安裝→調整標高及傾斜度→安裝驅動裝置→對中、校準傳動部件→安裝干燥機進、出料裝置→安裝進汽管路→安裝保溫層。
2 干燥機吊裝方案
干燥機體積大而重,吊裝方案需經專項論證。國外安裝管式干燥機時,在干燥機下方置有小車,此小車可承托干燥機,也可用于檢修干燥機軸承。為此,技術人員提出采用“拖排”就位干燥機的方案[6]。根據廠房的設備布置,干燥機安裝在廠房B列到D列之間,進料端標高11.0m,出料端標高9.0m。干燥機的吊裝步驟:
(1)根據總體吊裝荷載計算,支撐架基礎的載荷不小于360t;運輸滑道總載荷按310t考慮。
(2)根據設備尺寸及廠房結構,制作專用的干燥機吊裝支撐架、行走架、吊裝扁擔、運輸滑道等工藝裝備,準備4臺100t液壓提升裝置及鋼絞線、貓爪等附屬工具,準備1臺10t卷揚機和1對30t滑輪組。
(3)安裝液壓提升裝置及支撐架、行走架、運輸滑道,穿鋼絞線,用鋼絲繩連接吊裝扁擔與干燥機、運輸滑道與支撐架。
(4)將15臺干燥機組裝后,運輸至吊裝現場,采用1臺500t履帶吊將干燥機起吊至9.5m高度,然后用1臺30t汽車吊,斜拉干燥機進入廠房,再平穩地吊放在支撐架上。
(5)用卷揚機將行走架拖動至廠房內干燥機的就位位置,利用4臺100t液壓提升裝置,調整干燥機的安裝位置,安裝支撐梁后,吊放干燥機就位。
3 干燥機組裝
3.1 中心軸與管板的組裝
將分為三段的中心軸對準后進行焊接,再整體加工到設計尺寸,保證軸的同軸度。然后,將管板裝在2個胎具工裝上與中心軸組裝在一起。使用胎具工裝是為了保證孔板與中心軸組裝的垂直度和同軸度,用螺栓及鋼管將胎具和中心軸鎖固,使中心軸和2塊管板按圖紙要求進行連接。先焊接中心軸環焊縫,再進行筒體焊接。
3.2 筒體臥式組對及找正工裝
(1)直線度測量
筒體環縫的對接采用臥式組對,為方便筒體對接,可制作筒體外夾胎具工裝。將外夾胎具放在自制的平臺上,利用外夾胎具控制筒體的整體的對接,對接后的筒體直線度Δδ≤4mm。在筒節0°、90°、180°、270°四個方向焊上定位塊。鋼絲繩放在定位塊90°的直角槽中,用 M10的螺栓拉緊?0.5mm鋼絲繩進行測量,如圖4所示。
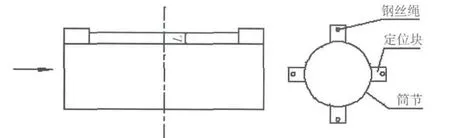
圖4 筒體直線度測量示意圖
(2)激光四點找正[7]
筒體的對接與裝配是整個設備能否正常運轉的關鍵,所有附件均需同步加工,各附件的同軸度應具有一致性。采用四點激光找準的方法,可確保筒體機身的同軸度。在筒體4個脹圈中焊接固定環,固定環的內圓應與筒體的外圓同心。固定環內圓與筒體坡口的加工應同步進行,保證同心度不大于0.2 mm。在固定環的中間,需套上1個定位塊,在定位塊中心,鉆有1mm的穿透孔,利用激光直線傳播的特點,保證4個定位塊的中心保持在同一直線上。以保證筒體安裝的直線度及同心度。利用定位塊找正的示意圖,如圖5所示。
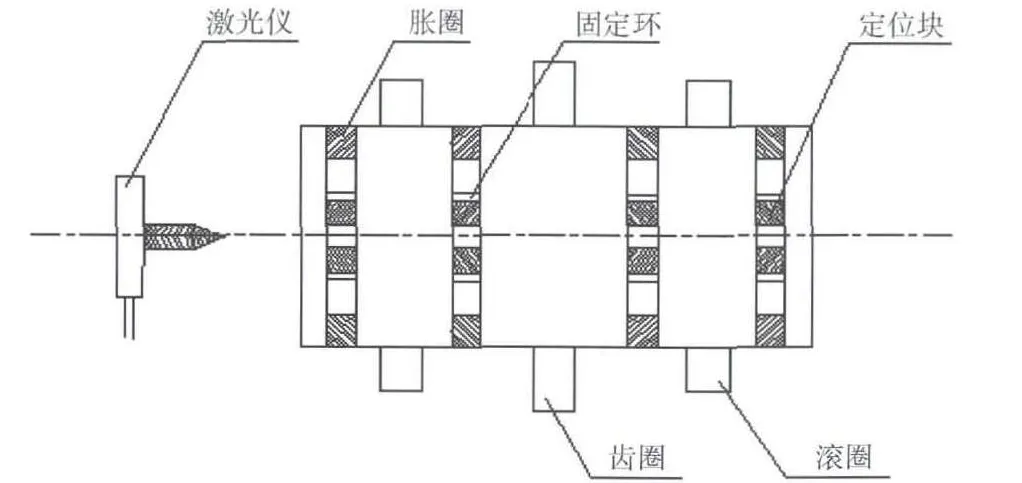
圖5 激光四點找正示意圖
3.3 干燥機的管子管板焊接
國外管式干燥機的管子與管板連接,是采用脹接形式,但根據我國目前的技術狀況,認為采用管子管板焊接的方式比較穩妥。由于干燥管的數量較多,人工焊接耗時大,焊接質量難以保證,決定采用不填絲自動鎢極氬弧焊進行焊接,焊接電源為直流正接,焊接電流的脈沖較高且持續時間較短的(峰值電流)和較小的基值電流(維弧電流),這樣可穩定焊接電弧,減少了焊縫夾渣等缺陷。干燥機的管子管板焊接,如圖6所示。
3.4 軸承座與軸承箱的安裝
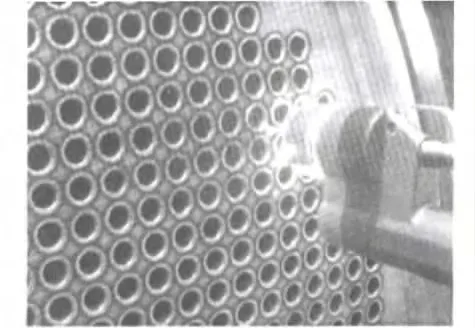
圖6 干燥管與管板的焊接
組裝軸承前,首先應確定軸承的初始游隙。組裝后,采用塞尺檢查剩余游隙,并對過盈量進行調整(在軸承的自然狀態下測量初始游隙,然后逐漸壓入錐套測量剩余游隙,用初始游隙減去剩余游隙就是過盈量)。
軸承箱組裝應在干燥機本體組裝完成后進行,軸承箱內零件已在制造廠裝妥,無需在現場進行任何調整。為了軸承箱就位方便,先將出料端軸承箱按裝配位置進行初步定位。軸承箱在廠內組裝后是經過封存防銹處理的,現場安裝過程中,不要隨便打開軸承箱蓋和各個進油管路接口,避免濕空氣進入使內部零件發生銹蝕。
3.5 傳動裝置安裝
(1)在傳動部分的滾動軸承內,涂抹占1/3軸承空間的鈣基潤滑脂(黃油),所有螺栓的螺紋表面應涂抹 MoS2鋰基潤滑脂,然后再擰入螺孔。
(2)組裝前,應將各零部件清洗干凈。檢查傳動裝置內部,應無雜質存在。
(3)裝配齒輪幅
大齒輪是安裝在干燥機筒體上,運行時,干燥機內部將接入約170℃的蒸汽。因此,大齒輪會有軸向和徑向的位移和熱變形。首先,將已組裝完成的傳動部分,以大齒輪齒寬中間為準,與小齒輪的齒寬對齊,再轉動大齒輪1~2周,觀察齒輪的嚙合情況,應保證齒輪側隙為0.780~1.181mm,進一步細調小齒輪的位置。然后,將傳動部分整體向大齒輪右側移動。以大齒輪右端面為準,確定小齒輪右端面位置。必要時,依靠傳動部分整體的細微移動,將齒輪安裝在正確的位置上。
(4)齒輪幅的接觸檢查
用紅丹粉涂色于小齒輪的齒上,轉動大齒輪1周后,觀察大齒輪的著色區,保證接觸區位于大齒輪齒高和齒長方向的中部,小齒輪齒高的中部。干燥機冷態時,大齒輪還未產生熱位移,所以,小齒輪在齒高方向的接觸區,可在中間偏上的區域內。
(5)齒輪傳動位置確定后,不需再調整。此時,可將調整墊鐵與系統基礎焊接固定。
4 干燥機水壓試驗
管式干燥機屬于低壓容器,根據壓力容器設計規范,應進行水壓試驗。由于工期緊張,曾提出將干燥機組裝就位后,再進行水壓試驗。水壓試驗前,需向筒體內注水約60t,增加了干燥機軸承的受力,使干燥機的彎曲撓度增加,可能影響干燥機同軸度。最終決定,將筒體兩端安放在與筒體相同弧度的凹槽內,在地面進行水壓試驗。
4.1 試驗準備
(1)將干燥機水平放置在凹槽托架上,確保中心軸與地面平行;干燥機機體各連接部位的緊固螺栓必須裝配齊全,緊固妥當。
(2)試驗用水應潔凈、無腐蝕性,溫度不低于5℃;安裝泵水試驗的排水管道;試驗用壓力表在校檢期內,量程為試驗壓力的1.5倍,精度1.5級,且在排氣管1和機體兩處安裝完畢。水壓試驗的示意圖,如圖7所示。
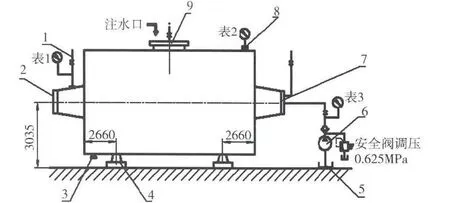
圖7 水壓試驗示意圖
4.2 試壓
(1)用水充滿干燥機筒體,排凈筒體內的氣體,筒體外表面應保持干燥。當筒體壁溫與水溫接近時,緩慢升壓至設計壓力0.5MPa,確認無泄漏后,繼續升壓至試驗壓力0.625MPa,穩壓30min,再將壓力降至0.5MPa,然后進行保壓并檢查是否存在泄漏。檢查期間壓力應保持不變。
(2)設定安全溢流閥壓力值為0.625MPa。
(3)試壓后,若無變形及泄漏等現象,則水壓試驗合格。
(4)試壓過程中如出現漏點,應做好標記,卸壓消缺后重新進行水壓試驗。
5 結 語
對管式干燥機的組裝工藝進行了分析,將干燥機的中心軸分為三段在現場進行組裝和焊接,解決了不具備大長軸的機加工問題。通過制作外夾胎具,控制筒體對接時的直線度,采用四點激光找準的工藝方法,確保筒體機身裝配的同軸度。采用不填絲自動鎢極氬弧焊工藝,對管子與管板進行焊接,調整了焊接參數,保證了干燥機整體性強度。吊裝時,利用拖排支撐架,采用卷揚機拖動的方式,將管式干燥機吊裝至廠房內的正確位置。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34
