基于響應(yīng)面代理模型和人工魚群算法的真空差壓注型制品翹曲優(yōu)化
2014-12-11 13:28:26那日蘇張海光苗淑靜
江蘇科技信息 2014年4期
那日蘇,張海光,苗淑靜
(1.內(nèi)蒙古工業(yè)大學(xué)機(jī)械學(xué)院,內(nèi)蒙古 呼和浩特;2.上海大學(xué)快速制造工程中心,上海 200444)
0 引言
真空差壓注型工藝是近年新提出的RT 技術(shù),是在傳統(tǒng)的VC 工藝[1]基礎(chǔ)上發(fā)展起來(lái)的新工藝,該工藝借助3DP 制作的樣件,可在短時(shí)間內(nèi)獲得類似ABS,PP,PC,PE 等材料的制品,并可制作透明、不透明、各種顏色及耐高溫制品,具有高效、節(jié)能、制品性能好等優(yōu)點(diǎn),因此被應(yīng)用于汽車、機(jī)械零部件、家用電器、電子制品、文化用品、玩具、醫(yī)療等行業(yè)[1,2]。但薄壁DPVC 制品在成型時(shí)很容易出現(xiàn)不均勻收縮、殘余應(yīng)力、翹曲變形等缺陷,嚴(yán)重影響制品的使用性能。影響翹曲變形的因素主要有制品結(jié)構(gòu)、模具設(shè)計(jì)以及工藝參數(shù)的設(shè)置等。由于實(shí)際生產(chǎn)中制品和模具結(jié)構(gòu)已經(jīng)確定,一般不能輕易更改,故調(diào)整工藝參數(shù)是減小翹曲變形的最有效途徑。但鑒于DPVC 成型過(guò)程是一個(gè)具有高度非線性的多參數(shù)相互作用的復(fù)雜過(guò)程,材料在型腔中的流動(dòng)行為難以被直觀地表征出來(lái),特別是制品品質(zhì)和工藝參數(shù)之間存在的非線性、強(qiáng)耦合性和時(shí)變性的關(guān)系,單純的試驗(yàn)及數(shù)值模擬方法,只能針對(duì)特定制品的工藝參數(shù)進(jìn)行優(yōu)化,其分析及實(shí)驗(yàn)結(jié)果不具有代表性,不能體現(xiàn)工藝的一般規(guī)律,精確描述工藝參數(shù)與制品品質(zhì)之間關(guān)系的模型難以建立,造成了其成型過(guò)程中工藝參數(shù)確定困難[3]。實(shí)際生產(chǎn)中大多采用試錯(cuò)法調(diào)整工藝參數(shù),該方法的隨意性大,修改尺度和方向不易把握,且實(shí)際效果完全依賴操作人員的經(jīng)驗(yàn),把握性不大,效率低,成本高,制約了DPVC 工藝的進(jìn)一步發(fā)展。
因此,本文提出基于響應(yīng)面模型和人工魚群算法的DPVC制品翹曲優(yōu)化策略,將響應(yīng)面近似模型引入DPVC 制品翹曲優(yōu)化設(shè)計(jì),擬合工藝參數(shù)與翹曲變形之間的復(fù)雜非線性關(guān)系,利用人工魚群算法搜索解空間,尋找使翹曲變形最小的最佳工藝參數(shù)組合。
1 基于響應(yīng)面代理模型的DPVC 制品翹曲變形優(yōu)化策略
1.1 響應(yīng)面模型
DPVC 工藝屬于高分子材料反應(yīng)加工范疇,成型過(guò)程是一個(gè)具有高度非線性的多參數(shù)相互作用的復(fù)雜過(guò)程,制品品質(zhì)和工藝參數(shù)之間存在的非線性、強(qiáng)耦合性和時(shí)變性的關(guān)系,因此使得其難以獲得工藝參數(shù)與制品品質(zhì)的精確描述模型,即工藝參數(shù)變量x 與制品品質(zhì)y 之間找不出準(zhǔn)確的表達(dá)式使y=y(x)。但是,給定了m 個(gè)樣本點(diǎn)x(j)(j=0,1,…,m-1)及其m 個(gè)響應(yīng)值y(j),可利用代定系數(shù)的方法求出函數(shù)y=y(x)的近似響應(yīng)面模型[4],即:


式(2)取極小值的必要條件為

寫成矩陣形式為:

式(4)中:
將(3)式中得到的β 代入(4)式即得到響應(yīng)面函數(shù)表達(dá)式。并通過(guò)模型修正多重誤差系數(shù)R2 驗(yàn)證(3)式計(jì)算響應(yīng)面模型的精度。即:

式中:
SSY—響應(yīng)值與響應(yīng)均值差的平方和;
SSE—響應(yīng)值與響應(yīng)估計(jì)值差的平方和;
SSR—響應(yīng)估計(jì)值與響應(yīng)均值的平方和;
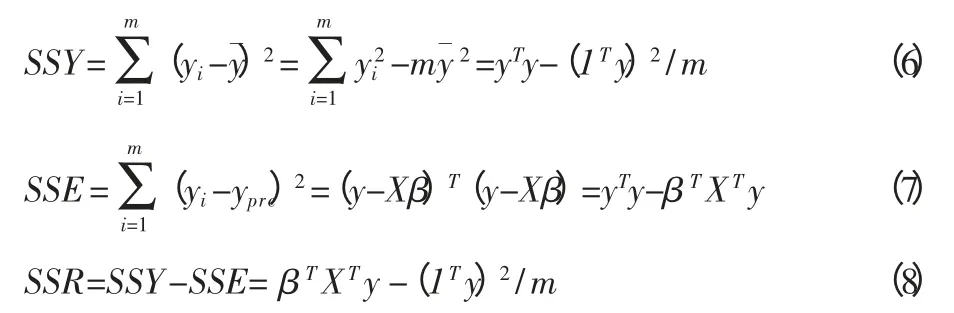
R2 是一個(gè)在[0,1]之間變化的值,它的值越接近1 說(shuō)明誤差越小,即回歸方程越準(zhǔn)確。
1.2 人工魚群算法求解
本文引入了一種新的群集智能優(yōu)化方法—人工魚群算法(Artificial Fish-Swarm Algorithm,AFSA)[5,6]實(shí)現(xiàn)所建響應(yīng)面近似模型的尋優(yōu),算法具體步驟如下:
第1 步:魚群初始化。根據(jù)自變量的范圍確定,即式(1)待優(yōu)化工藝參數(shù)變量個(gè)數(shù)初始化于魚群,即設(shè)魚群大小為i,待優(yōu)化的工藝參數(shù)xi,1≤i<n,xi的取值范圍分別為[mi1,mi2],則產(chǎn)生一個(gè)i 行N 列的初始魚群,每列表示一條人工魚的i 個(gè)參數(shù);
第2 步:覓食行為。設(shè)人工魚當(dāng)前狀態(tài)為Xi,在其感知范圍內(nèi)隨機(jī)選擇一個(gè)狀態(tài)Xj,如果Xi<Xj(求極大值),則向該方向前進(jìn)一步;反之,再重新隨機(jī)選擇狀態(tài)Xj,判斷是否滿足前進(jìn)條件。這樣反復(fù)嘗試try_number 次后,如果仍不滿足前進(jìn)條件,則隨機(jī)移動(dòng)一步。
第3 步:居群行為。設(shè)人工魚當(dāng)前狀態(tài)為Xi,探索當(dāng)前領(lǐng)域內(nèi)(即di,j<Visual)的伙伴數(shù)目nf及中心位置XC,如果δY(δ 為擁擠度),表明伙伴中心有較多的食物并且不太擁擠,則朝伙伴的中心位置方向前進(jìn)一步,否則執(zhí)行覓食行為。
第4 步:追尾行為。設(shè)人工魚當(dāng)前狀態(tài)為Xi,探索當(dāng)前領(lǐng)域內(nèi)(即di,j<Visual)的伙伴數(shù)目nf及伙伴中Yj為最大的伙伴Xj,如果,表明伙伴Xj的狀態(tài)具有較高的食物濃度并且其周圍不太擁擠,則朝伙伴Xj的方向前進(jìn)一步,否則執(zhí)行覓食行為。
第5 步:隨機(jī)行為。隨機(jī)行為即在視野中隨機(jī)選擇一個(gè)狀態(tài),然后向該方向移動(dòng),即Xi的下一個(gè)位置Xi,next為:

其中,r 是[-1,1]區(qū)間的隨機(jī)數(shù);Visual 為感知距離范圍。
1.3 優(yōu)化策略
本文提出的基于響應(yīng)面模型與人工魚群算法流程如圖1所示。集成優(yōu)化策略具體步驟如下:
(1)制品建模,劃分網(wǎng)格,確定可行解空間,選取樣本點(diǎn);運(yùn)行CAE 分析,獲取樣本點(diǎn)對(duì)應(yīng)的響應(yīng)值,通過(guò)Box-Behnken 實(shí)驗(yàn)設(shè)計(jì)方法獲取數(shù)值實(shí)驗(yàn)樣本點(diǎn)。
(2)基于步驟(1)獲取的樣本點(diǎn),將樣本點(diǎn)分為構(gòu)建響應(yīng)面模型,并計(jì)算響應(yīng)面模型的擬合誤差,以判斷擬合得到的響應(yīng)面模型是否滿足精度要求。
(3)使用步驟(1)得到的RSM 模型代替CAE 分析,在可行解空間中通過(guò)人工魚群算法尋找最優(yōu)解。
(4)判斷是否滿足人工魚群算法的收斂條件。滿足則優(yōu)化結(jié)束;不滿足則重復(fù)步驟(3),直至收斂。
(5)CAE 驗(yàn)證優(yōu)化結(jié)果。
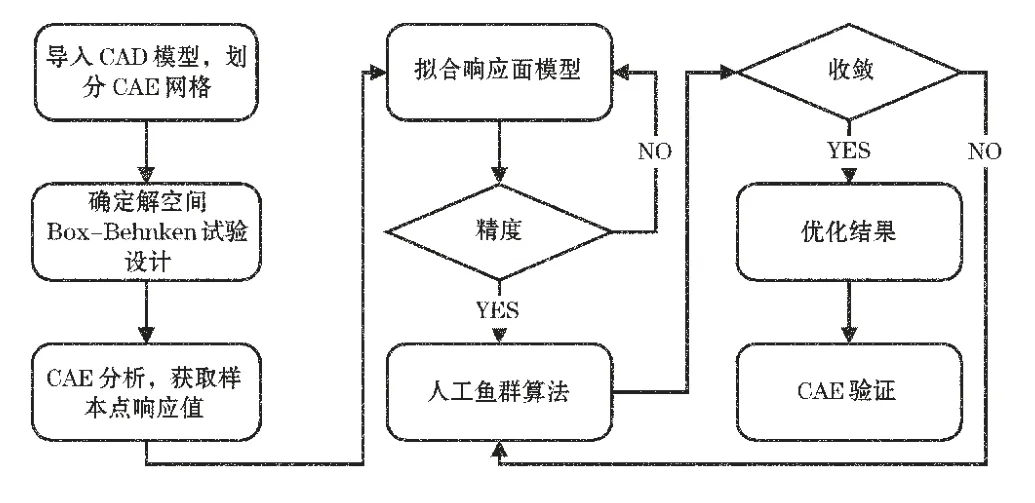
圖1 優(yōu)化策略流程圖
2 優(yōu)化策略實(shí)現(xiàn)
2.1 問(wèn)題描述
薄壁類DPVC 制品在生產(chǎn)過(guò)程中容易產(chǎn)生翹曲變形問(wèn)題,嚴(yán)重影響制品的表觀質(zhì)量和使用性能,因此,本文以一薄壁類制品摩托車前燈燈罩尺寸為例,將上述提出的優(yōu)化方法應(yīng)用于此薄壁制品,要求澆注件完整,氣泡較少,表面質(zhì)量好,尺寸精度高。所選用摩托車前燈燈罩尺寸為300×400×150(mm),壁厚平均為1mm(見圖2),采用材料為選用法國(guó)AXSON 公司聚氨酯硬質(zhì)樹脂UP5170。
本文綜合考慮了曲柄轉(zhuǎn)角相位差、曲柄長(zhǎng)度制造誤差、連桿長(zhǎng)度制造誤差以及運(yùn)動(dòng)副間隙,推導(dǎo)出滑塊兩端位移差模型,并以位移差均值最小為目標(biāo),壓頭垂直度誤差和行程誤差小于允許值為約束,建立雙點(diǎn)壓力機(jī)主傳動(dòng)鏈關(guān)鍵零部件尺寸與公差優(yōu)化設(shè)計(jì)模型,最后以某型號(hào)自動(dòng)粉末壓力機(jī)為例進(jìn)行分析。
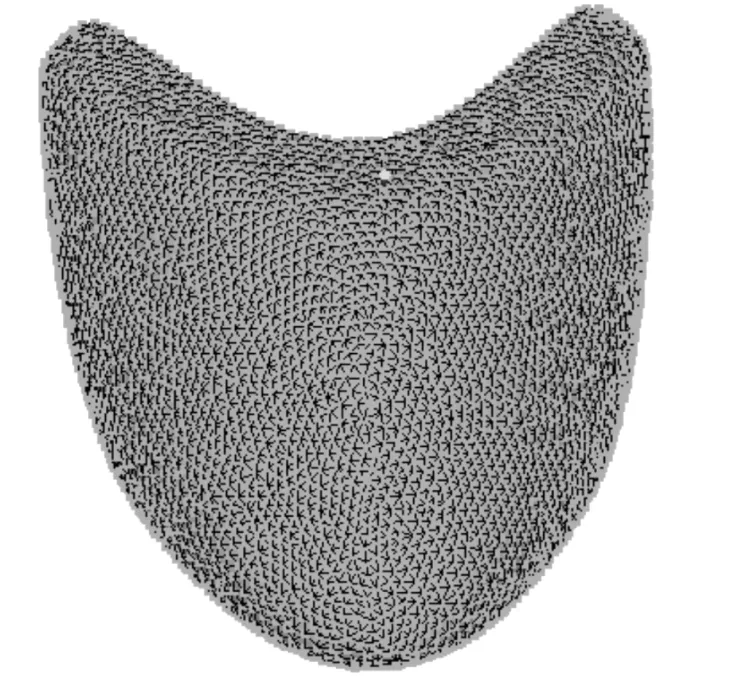
圖2 制品有限元模型
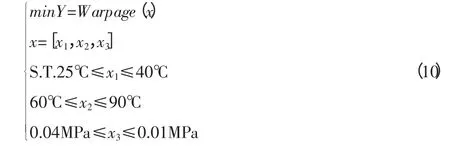
2.2 設(shè)計(jì)變量和目標(biāo)函數(shù)
影響翹曲變形的主要工藝參數(shù)包括:溫度(材料溫度、模具溫度、固化溫度)、沖模壓差、速度(澆注速度、攪拌速度)和固化時(shí)間等。這些因素對(duì)翹曲變形的影響是相互的,具有很強(qiáng)的非線性。本文選取翹曲變形影響最大的3 個(gè)工藝參數(shù):材料溫度、模具溫度和澆注壓差作為工藝參數(shù)設(shè)計(jì)變量。根據(jù)所選材料性能確定3 個(gè)工藝參數(shù)的取值范圍,可獲得優(yōu)化問(wèn)題數(shù)學(xué)模型:
2.3 響應(yīng)面模型建立
采用Box-Behnken 實(shí)驗(yàn)設(shè)計(jì)方法進(jìn)行試驗(yàn)設(shè)計(jì)(見表1),表中X1,X2,X3依次代表材料溫度、模具溫度和沖模壓差,Y 代表體積收縮率。利用上述Box-Behnken 實(shí)驗(yàn)設(shè)計(jì)得到的13 組數(shù)據(jù),應(yīng)用最小二乘法擬合Y 的響應(yīng)面模型如下:

上述所建RSM 模型R2 值為0.9820,接近于1,說(shuō)明響應(yīng)面模型在全局上近似程度較好,能滿足優(yōu)化要求。
2.4 模型尋優(yōu)
本案例是應(yīng)用人工魚群算法對(duì)式(10)進(jìn)行優(yōu)化搜索,所求為最小值問(wèn)題,目標(biāo)函數(shù)為:

優(yōu)化過(guò)程中相關(guān)參數(shù)設(shè)置為:人工魚群100,感知距離2.5,最大迭代次數(shù)50,擁擠度因子0.618,覓食最大試探次數(shù)100,移動(dòng)步長(zhǎng)0.3,圖3 為人工魚群算法迭代50 次的最優(yōu)人工魚分布情況,圖4 為目標(biāo)函數(shù)值的優(yōu)化過(guò)程,最優(yōu)解為材料溫度37,模具溫度61.5,沖模壓差0.0067MPa。
將優(yōu)化得到的工藝參數(shù)輸入Moldflow 中進(jìn)行實(shí)際的翹曲變形分析得到翹曲變形值為0.261mm。如圖5 所示,與Box-Behnken 試驗(yàn)的13 個(gè)樣本點(diǎn)的翹曲值相比較,可看出基于響應(yīng)面模型優(yōu)化工藝參數(shù)所對(duì)應(yīng)的翹曲變形值較小,這說(shuō)明優(yōu)化結(jié)果可靠,CAE 分析結(jié)果與模型預(yù)測(cè)的結(jié)果相近,證明所建立的響應(yīng)面代理模型是準(zhǔn)確可靠的。
3 結(jié)論
本文建立了基于響應(yīng)面代理模型和人工魚群算法相結(jié)合的DPVC 翹曲優(yōu)化策略。以CAE 分析為實(shí)驗(yàn)手段,采用Box-Behnken 取樣方法,合適的多項(xiàng)式和高斯函數(shù)作為相關(guān)函數(shù),建立了擬合注塑工藝參數(shù)與翹曲之間非線性關(guān)系響應(yīng)面近似模型,并作為目標(biāo)函數(shù),并由人工魚群算法在解空間搜尋最優(yōu)解。算例表明,響應(yīng)面模型可以在小樣本抽樣情況下取得較好的近似效果,達(dá)到精度要求,保證近似計(jì)算的可靠性。使用擬合得到的響應(yīng)面模型代替實(shí)際CAE 分析計(jì)算,人工魚群算法算法具有較優(yōu)的全局收斂能力及較快的尋優(yōu)速度,算法僅使用目標(biāo)問(wèn)題的函數(shù)值,對(duì)搜索空間有一定的自適應(yīng)能力,可以較小的計(jì)算成本獲取最佳參數(shù)組合,同時(shí)也能為實(shí)際生產(chǎn)中成型工藝參數(shù)的確定提供指導(dǎo)。
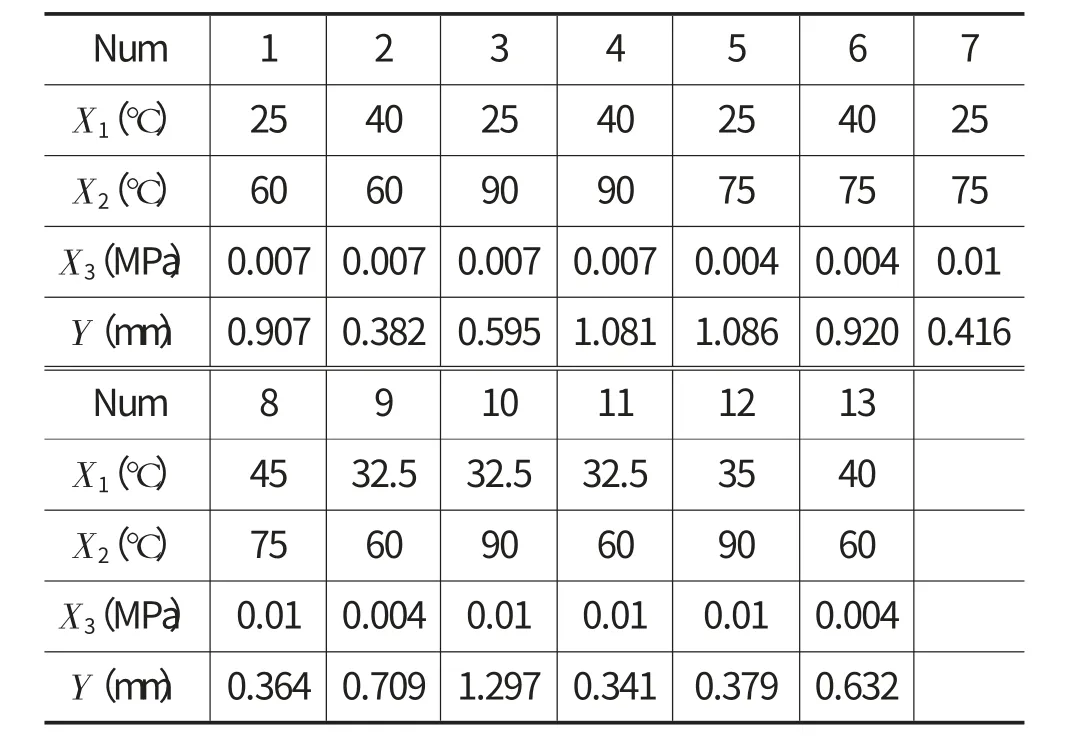
表1 Box-Behnken實(shí)驗(yàn)設(shè)計(jì)及其對(duì)應(yīng)翹曲變形值
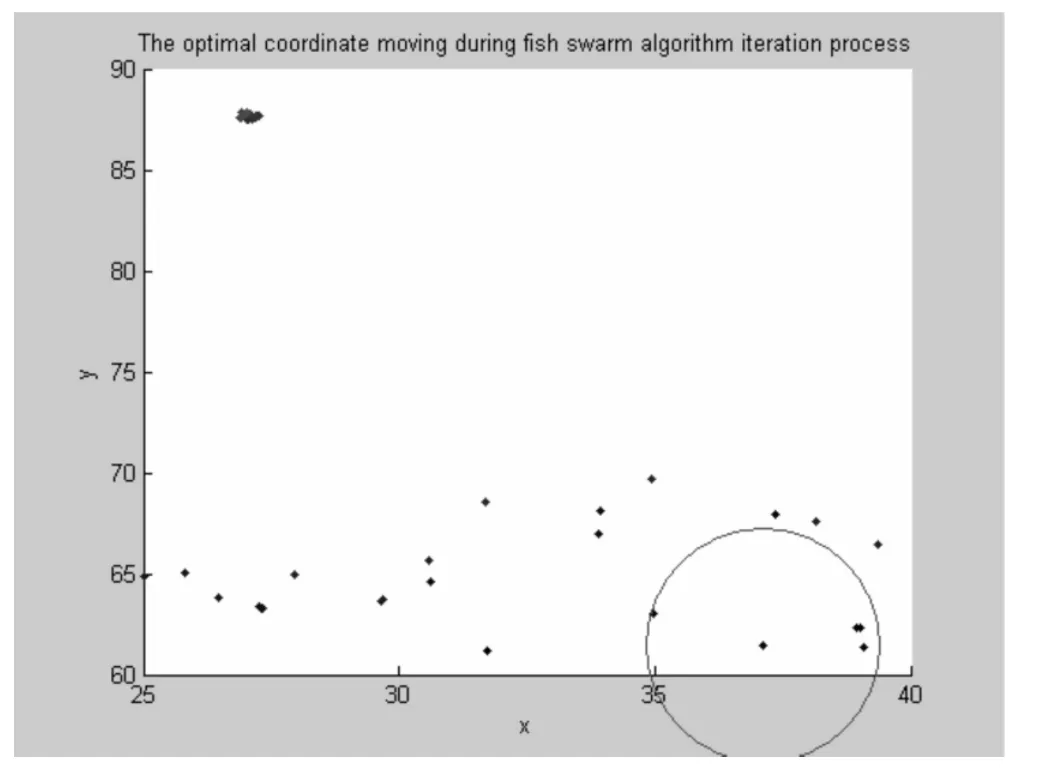
圖3 50 次魚群算法迭代過(guò)程
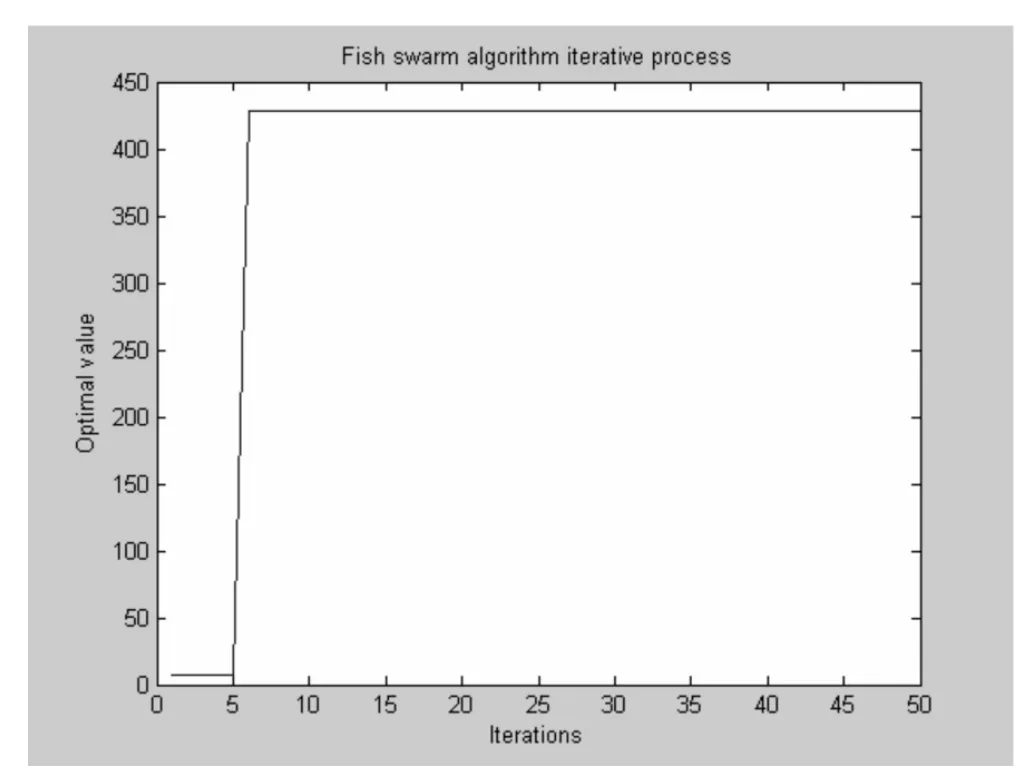
圖4 最優(yōu)解變化過(guò)程
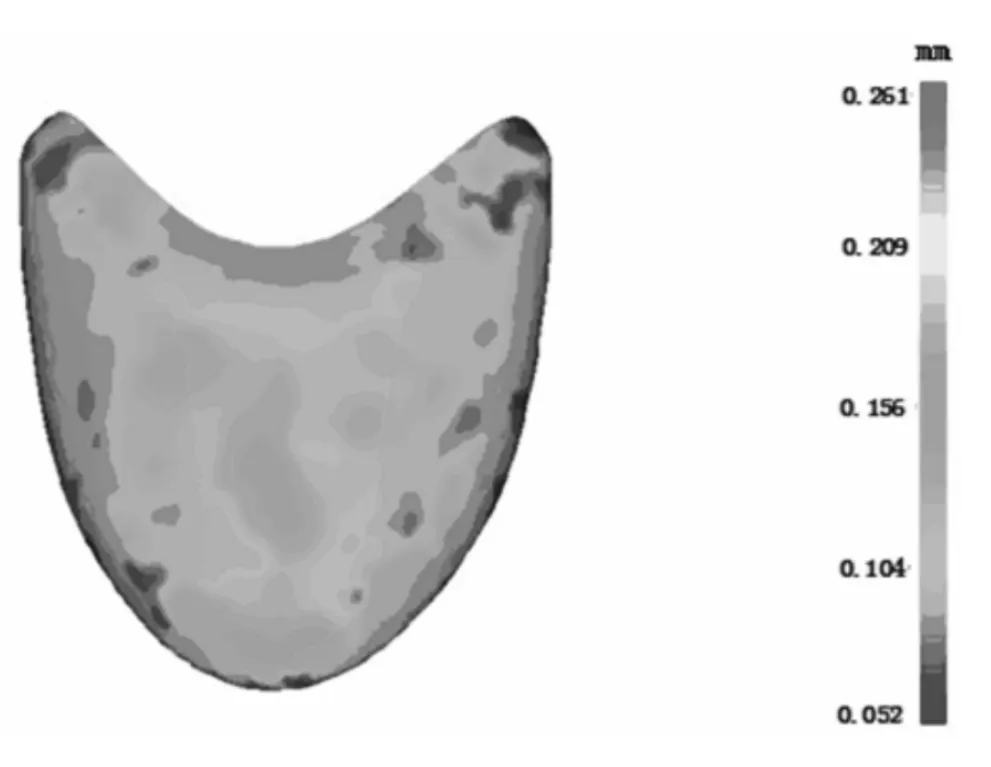
圖5 優(yōu)化工藝參數(shù)對(duì)應(yīng)翹曲值
[1]Wohlers Report 2012(State of the Industry Annual Worldwide Progress Report)[R].Terry Wohlers,2012.
[2]張人佶,林峰,顏永年.我國(guó)快速模具(RT)技術(shù)的發(fā)展與展望[J].金屬加工(冷加工),2008(8):62-64.
[3]W.J.Hill,W.G.Hunter.A Review of Response Methodology Surface:Literature Review[J].Technometrics,1975(12):803-851.
[4]隋允康,宇慧平.響應(yīng)面方法的改進(jìn)及其對(duì)工程優(yōu)化的應(yīng)用[M].北京:科學(xué)出版社,2010.
[5]李曉磊.一種新型的智能優(yōu)化方法—人工魚群算法[D].杭州:浙江大學(xué),2003.
[6]Wang C R,Zhou C L,Ma J W.An Improved Artificial Fishswarm Algorithm and its Application in feed -forward neural networks[C].Proceedings of the Fourth International Conference on Machine Learning and Cybernetics,2005.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36