數控弧線下調式30×2500四輥卷板機液壓系統的優化
2014-12-16 07:17:32竇高強車小霞
鍛壓裝備與制造技術 2014年5期
竇高強,車小霞
(天水鍛壓機床(集團)有限公司 國家級技術中心,甘肅 天水 741020)
1 系統存在的問題及原因分析
四輥卷板機屬金屬板料彎曲、校平不可缺少的設備,其彎曲鋼板最大寬度2500mm,彎曲鋼板最大厚度為30mm。原液壓系統如圖1所示。從使用過程來看存在著液壓系統下輥和兩側輥油缸及前側油缸在保壓結束卸荷下行時產生沖擊的問題。
從液壓系統設計原理上來看,該液壓系統采用了三位四通換向閥卸荷的回路,該系統在保壓結束時,油缸在工進結束后切換到卸荷下行時瞬間由于油缸下腔帶壓換向進而產生沖擊。
2 優化方案
改進后的液壓系統原理圖如圖2所示。優化后的系統從安全性方面更加可靠,更加實用。系統集成在一起不僅外觀美觀,而且解決了在保壓結束時由于卸荷而產生抖動與沖擊問題。
3 優化后的工作過程
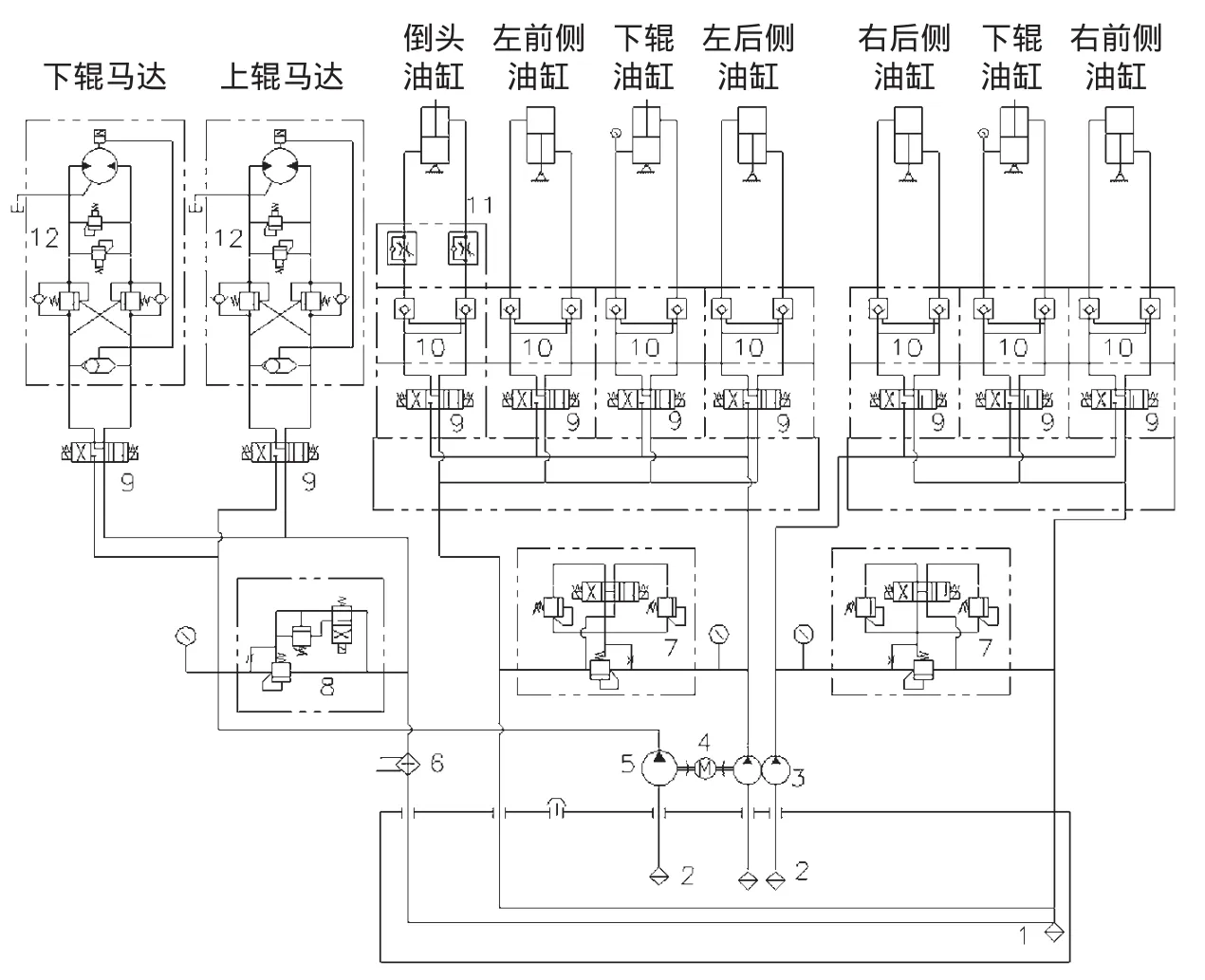
圖1 原液壓系統圖
下腔工進結束后增加了下腔單獨卸荷三位四通換向閥13,工進結束后該閥先帶電0.5s使其壓力油進行卸荷,再進行下腔回油。解決了系統在工進完成后,因油缸換向閥下腔帶有壓力,下腔油液無法在換向的瞬間回油而引起的沖擊和抖動現象。在油缸上增加編碼器(帶有兩個點),可以通過電氣元件的檢測使相關的電子開關導通相應的電磁閥動作,使油缸在上升、下行、工進瞬間升壓并向需要的油缸相應的補液產生平衡而達到油缸同步,使油缸完成工進動作。工進完成后,當電氣元件反饋的壓力信號系統的壓力高于設定的壓力時,電氣反饋電壓控制相應的電磁閥13帶電來卸荷,使系統的油液保持在穩定的狀態,減少了沖擊,返程到下始點時,所有的控制閥斷電。
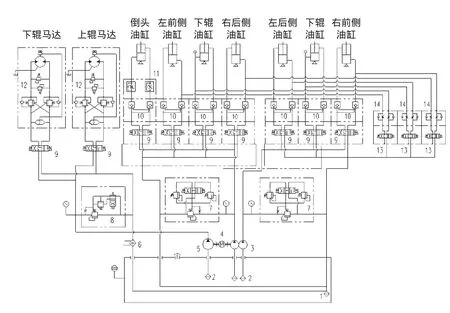
圖2 改進后液壓系統圖
優化后的液壓系統,卸荷的控制油路與主油路分開控制,但系統之間沒有用管路連接而是用集成塊之間的油路來連接,減少了泄漏,也為維修和查找問題提供了方便,也可迅速而無沖擊地進行操作。在考慮閥的動作響應時,不能忽略高壓管道內的可壓縮性。控制油路用液壓邏輯閥塊直接安裝在該機器的上部,以減少管道長度并能夠使系統得到快速響應,通過專門的靈敏度和穩定性試驗,使其動作滯后僅為0.3s,包括電氣、檢測系統在內的系統的總滯后不大于0.05s,比原來縮短了半個數量級,為提高系統性能創造了條件。為了使系統在有載與無載兩種狀態下工作,采用了數顯屏來控制換向閥進行卸荷,使卸荷更加平穩可靠。
上述技術改造取得了顯著的經濟效果,機床更加平穩可靠,消除了在工進與卸荷切換時的抖動與沖擊現象;新系統采用了數顯屏調節方式,實現了有工件與無工件的自動調節,系統更加自動化;新系統具有很高的穩態精度及較好的動態性能指標,比原來的穩態精度調高了一個數量級;新系統允許以卷板機的最高速度加載,操作更加方便;改進后的系統的負載能力提高了30%,使系統對于偏心力矩的超負荷具有較大的能力儲備,而原系統常因超負荷而停車;優化后的系統提高了油泵的使用壽命,降低了油溫,保證了系統長時間連續運轉。
綜上所述,優化后的系統提高了整機的生產效率,提高了機床的穩定性,維修更加方便,取得了顯著的經濟效益。
[1] 秦建華.參數化設計在卷板機設計中的應用[J].鍛壓裝備與制造技術,1999,34(2).
[2] 雷天覺,主編.液壓工程設計手冊[M].北京:機械工業出版社,1979.
[3] 張云龍,閻祥安.基于LINUX的卷板機數控系統的研究與開發[J].鍛壓裝備與制造技術,2003,38(6).
[4] 喬 波,雷步芳,付建華,等.對稱式三輥卷板機厚板壓彎工藝參數分析[J].重型機械,2013,(2).
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
