大型板類鍛件心部缺陷數值模擬及改進研究
2014-12-16 07:17:40戚翠芬石永亮
鍛壓裝備與制造技術 2014年5期
陳 濤,戚翠芬,石永亮
(河北工業職業技術學院,河北 石家莊 050091)
1 引言
大型自由鍛造設備是衡量一個國家工業發展水平的標志,其生產的大型鍛件在國民經濟、國防裝備和現代尖端科技重大裝備中發揮著非常重要的作用[1]。相應地,對大型鍛件內部質量的要求也越來越高。
對大型板類鍛件,有關文獻定義其尺寸待征是:L/B≥1,B/H≥1.3,H≥300mm,其中 L、B、H 分別為鍛件的長度、寬度、高度方向尺寸[2]。按照此定義,我們把模塊、軸承座、扇形板等產品鍛件歸入大型板類鍛件。對于這種大型板類鍛件,采用8MN水壓機進行鍛造,之后經超聲波探傷,發現對于高度大于200mm板類鍛件,時有不合格品產生,鍛件常見缺陷主要出現在鍛件中心部位,其分布示意圖如圖1所示。
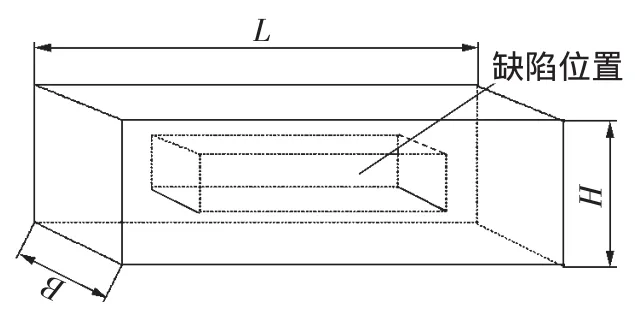
圖1 大型板類鍛件缺陷位置與范圍示意圖
2 板類鍛件缺陷分析
經過對缺陷件的分析,此類鍛件的缺陷主要有疏松、夾雜(嚴重時為夾雜性裂紋)和其他冶金缺陷、白點等。其中后兩類缺陷出現的幾率和數量較少,一般均因沒有嚴格執行相關工藝規范、標準和工藝文件等造成。因此通過加強工藝完整性及增強各級人員責任心、執行力,可避免或減少這類缺陷產生。另據有關文獻資料認為,還存在一種內部層狀裂紋缺陷[3]。
2.1 疏松缺陷產生原因分析
疏松缺陷較多出現在模塊、軸承座等寬厚板類鍛件中。這些鍛件尺寸L/B與B/H相對較小,高度H較大,其整體截面尺寸較大,如鍛造工藝不合理,可能因變形量不足導致鍛件不能鍛透,即鋼錠中的孔洞、疏松、粗大的樹枝晶等常見缺陷不能消除,造成超聲波探傷時超標。為此,要求必須對該類鍛件進行毛坯探傷,發現缺陷后制訂修復工藝。修復工藝主要是依據鍛件外形尺寸及缺陷性質來對缺陷鍛件進行改鍛:將經過高溫保溫后的鍛件進行鐓粗,采用滿砧、大壓下量拔長,變形示意圖如圖2所示。
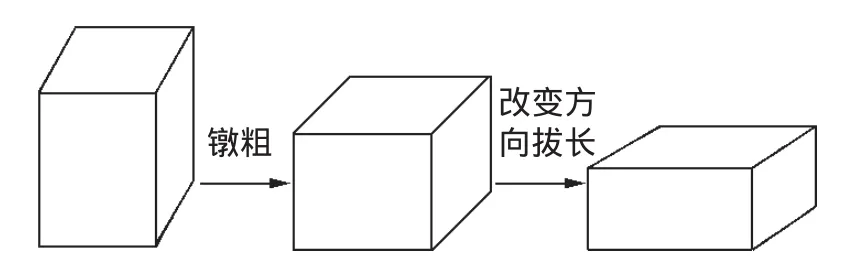
圖2 寬厚板鍛件缺陷修復變形示意圖
近年來,已對多件Q345D、35CrMo材質的軸承座和5CrNiMo材質的模塊按此工藝原則進行了成功修復,減少了廢品損失,取得了較好的經濟效益。
2.2 夾雜缺陷形成機制分析
夾雜缺陷超聲波探傷超標的情況也時有發生,嚴重時為夾雜性裂紋。有關文獻[4-5]認為夾雜缺陷的形成機制為:塑性夾雜物在塑性變形過程中被壓扁,周圍產生應力、應變集中區,夾雜越扁應力集中越大,越易使夾雜間基體斷裂,形成夾雜性裂紋,導致探傷超標。板類鍛件鍛造過程中,在高度H方向的壓下量很大,夾雜物被壓扁的可能性較大,即成為片狀夾雜物;片狀夾雜物周圍存在著較大的應力集中區,是形成鍛件內部裂紋的潛在裂紋源。鍛件的外表層由鋼錠質量較好的外層鍛成,夾雜物數量少,此外,剛性區的存在及受高度H方向的單向力遠小于心部,夾雜物成為層片狀的可能性很小,所以外表一般不會出現夾雜性缺陷超標的情況。同時,隨鍛造過程的進行,板類鍛件端部溫度下降較快,繼續鍛造時,等同于對端部進行了JTS鍛造法,即中心壓實法的鍛造,有利于心部缺陷的鍛合和改善心部夾雜物的形貌,因而,端部一般也不會出現此類缺陷。
此外,由于板類鍛件的這種尺寸關系,在鍛造過程中容易形成附加拉應力。有文獻[6]從應力應變分析了裂紋產生的原因,認為當鍛造工藝執行到沿板的寬度B方向壓下時,一般情況下不可能(很難)滿足不形成軸向拉應力的砧寬比W/H(W/H應控制在>0.8~0.9),以及不形成橫向拉應力的料寬比B/H(B/H應控制在0.85~1.18)的要求,在變形體內就會有雙向拉應力存在,易在晶界或晶界薄弱處形成新的裂紋源。
3 板類鍛件夾雜缺陷修復工藝研究
板類鍛件心部存在夾雜超標缺陷,其一與鋼錠的心部冶金質量較差有關,其二與其自身的外觀尺寸特點和鍛造工藝本身特點等客觀因素也有一定關系。
鋼錠凝固過程完成后,其中夾雜含量不會改變,通過變形只能改善夾雜形狀及其分布,使其探傷不超標,滿足使用性能要求。在塑性變形過程中,孔隙性缺陷焊合后,基體機械性能均勻,一般不會產生二次開裂[7]。
3.1 扇形板鍛件修復工藝對比研究
中冶陜壓重工設備公司曾生產過4件材質為X22CrMoV121的扇形板,鍛件高度200mm、寬度550mm,重量1330kg,選用2t錠型。鍛造完成后,在毛坯探傷時發現心部有超標缺陷,其位置與范圍如圖1所示。從超聲波波形分析認為缺陷是由夾雜性超標引起,同時可能存有夾雜性裂紋,因此修復工藝以改善夾雜形貌及焊合裂紋為目的。
上述4件扇形板已鍛成毛坯,余量較小,修復時變形量不大,所以考慮不再采用平砧而采用型砧。生產前先應用Deform-3D軟件進行模擬來預測工藝的可行性,模擬結果如圖3所示。
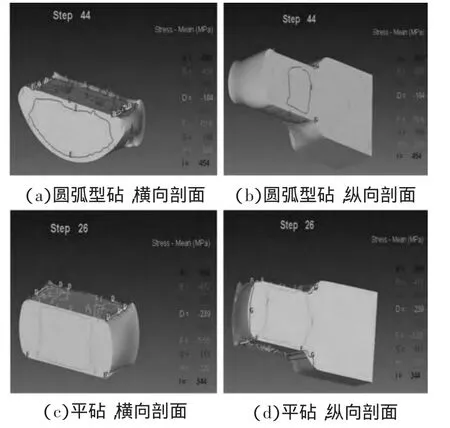
圖3 Deform-3D對圓弧型砧與平砧鍛造應力數值模擬
經分析發現,在壓下量、變形溫度及變形速度等參數相同的情況下,圓弧型砧在鍛件心部形成的平均壓應力遠大于平砧(圖3c、d),所以認為使用型砧修復缺陷的可能性較大。具體工藝方案為:鍛件高溫保持3h;采用上平砧、下圓弧型砧進行修復鍛造,以形成有利于裂紋“愈合”的較大的三向壓應力;鍛后退火。出爐后超聲波復檢合格。
3.2 板類鍛件平砧拔長模擬研究
對于內部層狀裂紋缺陷,相關文獻[8]論述較為詳細:當鍛造工具在與鍛件相接觸的表面上兩方向的尺寸都大大超過坯料高度時,致使坯料內上下兩個剛性區相遇而產生剛性區內部的層狀剛性滑動變形并導致撕裂。對此,利用Deform-3D軟件對平砧拔長板類鍛件進行了數值模擬,剛性區隨壓下量的變化結果如圖4所示。
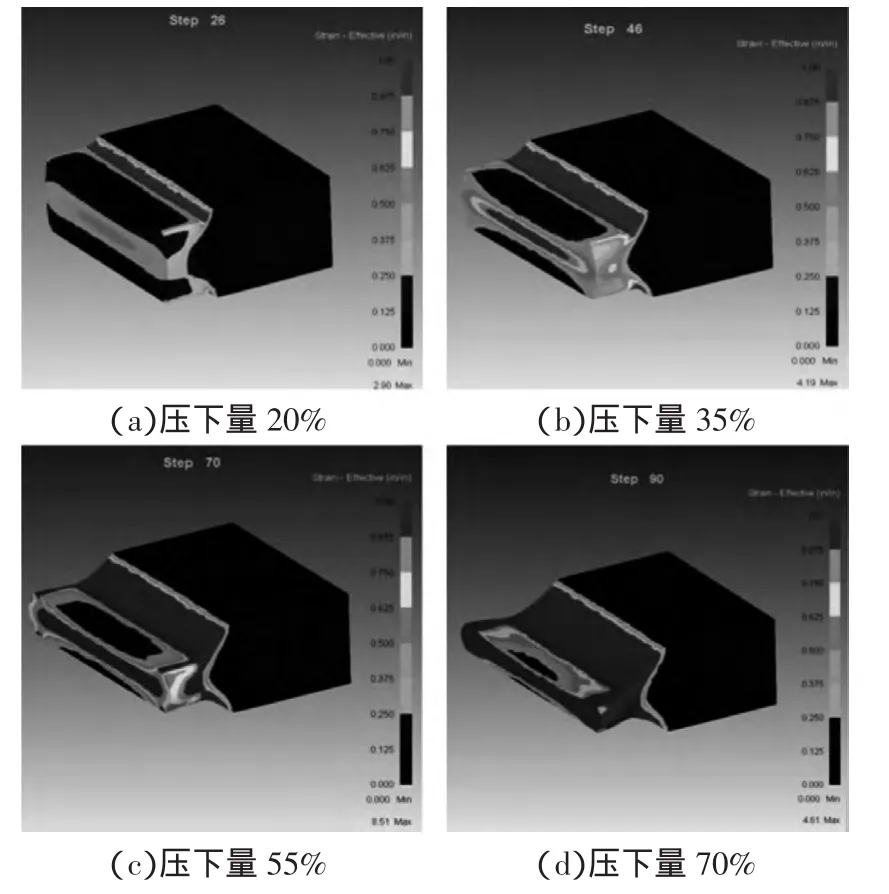
圖4 剛性區隨壓下量的變化
分析發現,兩剛性區直至變形量達70%時仍未相遇,剛性區的形狀和大小隨變形量的變化一直在變化;在整體發生塑性變形后,變形量達到35%時,上下兩剛性區最大。在壓下量增加的過程中,鍛件心部的剪切應變值增大,剪切應變區域也增加,這與有關文獻[6]論述相接近。所以對于板類鍛件,應該是其心部形成的激烈的剪切應力造成具有密集夾雜的鍛件產生分層,而不是剛性區相遇,在剛性區內部產生層狀剛性滑動變形而導致撕裂。所以還是應該安排合理的加熱工藝,使鍛件內部裂紋處的孔洞被充分填充,內部未完全被夾雜物分隔的內裂紋缺陷在一定溫度下進行修復,然后按壓實所需的變形量進行終鍛變形及整形,壓實內部仍存在的顯微孔洞并滿足鍛件要求。
4 結論
(1)利用數值模擬,分析了大型板類鍛件分層缺陷產生的原因,筆者認為:不是大壓下造成的兩剛性區相遇,使剛性區內部的層狀剛性滑動變形并導致撕裂,而是其心部形成的激烈的剪切應力造成具有密集夾雜的鍛件產生分層。
(2)板類鍛件易產生心部缺陷,在制訂鍛造工藝時對工藝參數進行校核;鍛件生產完成后必須進行鍛件毛坯超聲波探傷,對探傷超標鍛件修復,減少和避免鍛件廢品損失。
(3)利用數值模擬,制訂了大型板類鍛件修復工藝,達到了改善夾雜形貌及焊合裂紋的目的。
[1] 趙俊偉,陳學文,史宇麟.大型鍛件鍛造工藝及缺陷控制技術的研究現狀及發展趨勢[J].鍛壓裝備與制造技術,2009,44(4).
[2] 劉國暉.大型板類鍛件的鍛造[J].鍛壓技術,2005,(2).
[3] 曹起驤,韓靜濤.大型管板鍛件夾雜性裂紋形成機理探討[J].塑性工程學報,1994,(1).
[4] 馬慶賢,鐘約先,曹起驤.大型鍛件夾雜性缺陷的形成及控制鍛造工藝[J].清華大學學報(自然科學版),2000,40(5).
[5] 李醇喜.不銹鋼鍛件的缺陷及防止措施[J].鍛壓裝備與制造技術,1988,23(3).
[6] 劉助柏.平砧拔長矩形截面毛坯的新理論[J].機械工程學報,1994,30(5).
[7] 張瑞碧.大型自由鍛件的RST效應[J].機械研究與應用,1999,12(2).
[8] 馬慶賢,曹起驤.大型餅類鍛件變形規律及夾雜性裂紋產生過程研究[J].塑性工程學報,1994,3.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
