轉爐高效兌鐵生產管理實踐
2014-12-22 06:20:24王海霞董尉民李喜英徐炳坤
河南冶金 2014年3期
王海霞 董尉民 李喜英 徐炳坤
(1.安陽鋼鐵股份有限公司 2.安陽職業技術學院)
0 前言
安鋼3 號高爐投產以后,公司日產鐵量增加了1 萬噸左右,要實現完全的鐵鋼平衡,對第二煉軋廠三座150 t 轉爐的生產組織水平提出了更高的要求。要全力釋放轉爐產能,鐵水轉運效率必須滿足轉爐冶煉節奏的需要。經過不斷的摸索與優化,采用鐵水罐向鐵水包折兌模式,部分代替傳統的混鐵爐供鐵模式,實現了轉爐高效兌鐵,為公司整體的鐵鋼物流剛性銜接奠定了良好的基礎保障。
1 工藝概況
隨著以3 號高爐為核心的鐵前配套工程的相繼投產,安鋼逐步完成了鐵、鋼產能匹配,具備了年產千萬噸鋼的產能水平,三座150 t 轉爐的生產模式也由原來三開二的不飽和生產狀態,轉變為三開三的飽和生產狀態。其鐵鋼匹配工藝流程如圖1 所示。
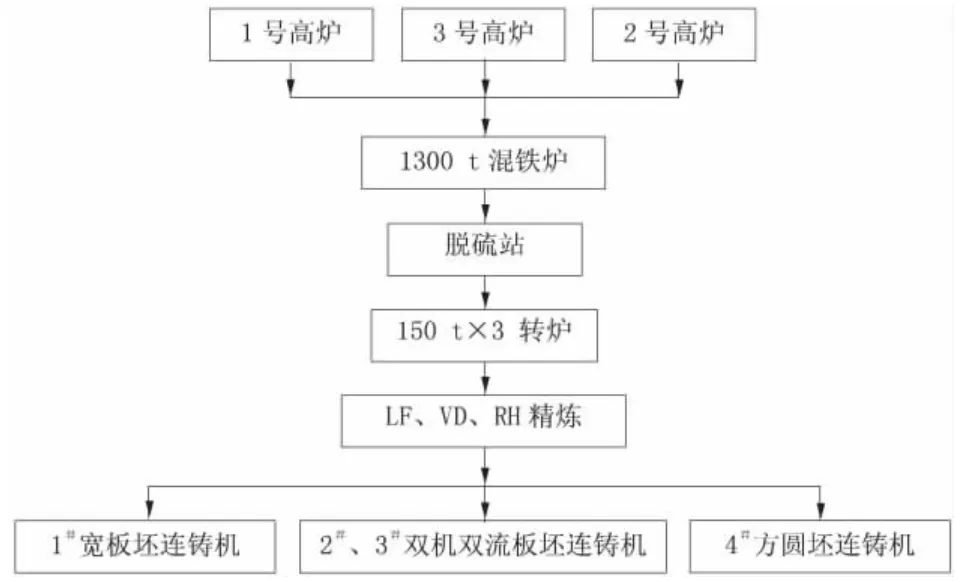
圖1 鐵鋼匹配工藝流程
安鋼3 號高爐投產后,出鐵采用170 t 鐵水罐,運輸采用火車轉運鐵水,全部供應3 座150 t 轉爐,約占第二煉軋廠鐵水消耗量的60% ~70%,其余鐵水由1 號、2 號兩座2000 m3級高爐供應。其主要工藝參數見表1。

表1 主要工藝參數
2 鐵水轉運模式分析
2.1 混鐵爐模式
安鋼第二煉軋廠配置有一座1300 t 混鐵爐為三座150 t 轉爐供應鐵水。作為傳統的鐵鋼匹配模式,混鐵爐有利于緩解因高爐和轉爐生產節奏的不匹配而造成的物流矛盾。在鐵水壓力不大,轉爐生產節奏處于不飽和狀態時,運到煉鋼廠的鐵水罐,要先兌入混鐵爐,在爐內適度的保溫和儲存。當爐內存鐵量和后續鐵水預計入廠量能夠滿足連鑄澆次所需鐵水量時,再從混鐵爐翻鐵至鐵水包內,根據工藝需要經過鐵水預處理后,再兌入轉爐。其工藝流程如圖2 所示。

圖2 混鐵爐模式
要完全實現鐵鋼平衡,必須加快煉鋼生產節奏,才能消化全部鐵水。因此,轉爐冶煉周期由原來的45 min 以上,逐步壓縮到33 min ~35 min,而混鐵爐從兌鐵入爐到翻鐵入包需要30 min 左右。由于只有一座混鐵爐,其供鐵節奏遠遠不能滿足冶煉節奏,成為限制煉鋼效率的瓶頸問題。
2.2 鐵水罐-鐵水包折兌模式
為了滿足3 號高爐投產后的鐵鋼匹配需要,經過不斷的嘗試和優化,逐步建立并完善了鐵水罐-鐵水包折兌模式。即鐵水罐車進廠后,鐵水不再兌入混鐵爐,而是由鐵水罐直接倒入鐵水包中,選擇性的經過鐵水預處理后,再由天車吊運兌入轉爐。高爐出鐵采用170 t 鐵水罐,出鐵量為150 t ~160 t,基本可以滿足轉爐160 t 鐵水裝入量的需求。其工藝流程如圖3 所示。

圖3 折兌模式
鐵水罐—鐵水包折兌模式相比混鐵爐模式,作業效率高,運行周期短,熱損失少,入轉爐鐵水溫度得到有效保證,為提高廢鋼比、多配加含鐵廢料,進一步降低鋼鐵料成本奠定了基礎。而且,不經混鐵爐周轉,減少了煤氣消耗和耐材消耗。因此,要提高轉爐兌鐵效率,重點是要提高鐵水罐-鐵水包折兌裝爐的比例。
3 提高兌鐵效率的措施
3.1 加強物流管理,提高鐵水罐周轉效率
鐵水罐-鐵水包折兌模式下,鐵水罐的容鐵量能否滿足轉爐裝入量需求是鐵鋼高效匹配的關鍵。在3 號高爐投產之后,鐵-鋼生產達到平衡,150 t 轉爐可以實現連續、滿負荷生產,鐵水周轉速度加快,鐵水罐因為等待而粘罐的幾率減小。通過加強節點控制,建立鐵水物流調配的運行時刻表,提高出鐵、調車、運輸、折鐵、渣鐵罐周轉等工序作業的準時性,實行系統管控,實現煉鐵、煉鋼生產的準時化運行。
3.2 完善信息化管理,增強鐵水調度準確性和目的性
充分利用信息化系統中信息流與物質流的同步在線反饋優勢,通過鐵前MES 物流執行系統及時掌握高爐出鐵時刻、鐵水成分和溫度等信息,加強高爐出鐵、鐵水質檢、機車運輸等環節間的動態調度與協同,實現鐵水調度的一體化管控。
3.3 建立、健全鐵水管理機制,提高折兌鐵準確性
以生產作業計劃為基準,按照煉鋼模型和鋼種對鐵水成分、溫度的要求,完善鐵水抽檢標準化管理規范,特別是高爐生產波動時,根據鐵水溫度和成分差異實行多罐折兌,及時測溫、取樣分析、動態調整,提高入爐鐵水穩定性,為轉爐穩定操作創造條件。
3.4 強化工序作業效率管理,實現準時化作業
通過現場測算,對天車吊運、坐包、兌鐵、出鐵等關鍵工序環節制定作業效率標準。生產過程中,根據冶煉時刻表所確定的計劃生產時刻,下達各工序生產指令,在設定的作業效率范圍內完成工序作業,以充分滿足煉鋼生產節奏。
4 實施效果
通過一系列管理措施的細化和完善,鐵水轉運水平明顯提升,2013年采用鐵水罐-鐵水包高效兌鐵入爐的比例由一季度的42. 25%,提高到81.44%,有效的滿足了轉爐冶煉節奏的需要。同時,可減少混鐵爐耐材成本0.3 元/t ~0.4 元/t,每年可節約混鐵爐耐材成本100 余萬元。2013年高效兌鐵入爐比例如圖4 所示。
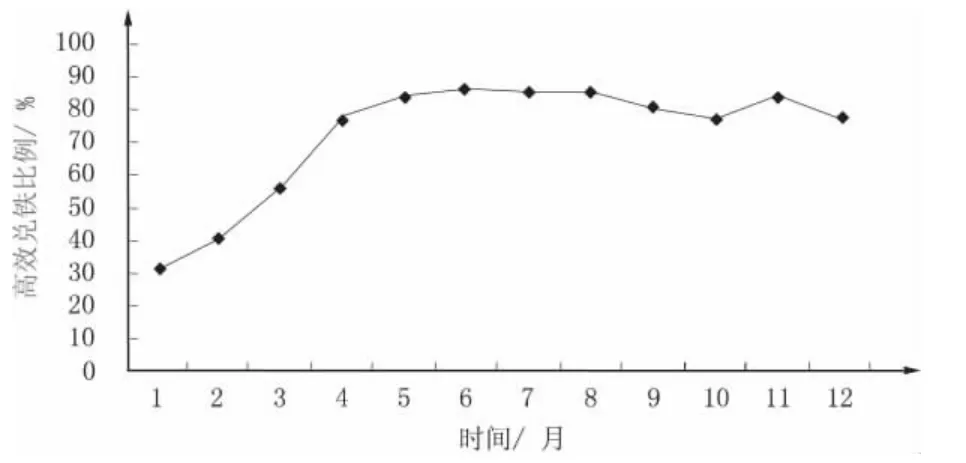
圖4 高效兌鐵比例折線圖
5 結語
鐵水罐-鐵水包高效兌鐵煉鋼,可以減少鐵水兌入、翻出混鐵爐對耐材的沖刷、侵蝕,同時可減少二次揚塵對環境的污染及鐵水的損失。安鋼根據工藝裝備和生產運行特點,在鐵、鋼生產高產能、快節奏、剛性匹配的壓力下,通過高效的鐵水折兌模式,輔以混鐵爐模式,以高質量的供鐵效率,促進了轉爐生產水平的高速提升,是安鋼在鐵鋼一體化管理,實現高效物流方面的有效嘗試。
[1]楊小燕,崔炳謀.鋼鐵企業鐵水運輸調度優化與仿真[J].計算機應用,2013,33(10):2977 -2980.
[2]劉常鵬,徐大勇,張宇,等.鐵水裝運過程的溫降分析[J].冶金能源,2009,28(5):10 -12.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30
