離心鑄造坯和鍛坯生產L80-13Cr石油管的對比分析
2014-12-22 06:20:14鞏國平
河南冶金 2014年2期
鞏國平
( 新興鑄管股份有限公司邯鄲工業區)
0 前言
L80 -13Cr 石油管具有良好的耐CO2腐蝕性能,適用于含CO2和Cl-的酸性介質的油氣田。由于其采用特殊密封螺紋接頭,所以鋼管的尺寸精度要求較高。長鋼傳統的生產工藝是采用鍛坯作為原料先進行熱擴再進行擠壓,其缺點是熱擴時偏心度較大,擠壓后的鋼管尺寸精度很難保證,壁厚不均嚴重,難以滿足客戶的要求。為此,筆者采用離心管坯直接擠壓工藝實驗,與鍛坯擠壓工藝進行對比,分析兩種工藝對鋼管尺寸的精度影響。
1 生產及工藝概況
長城特鋼3150 t 擠壓機始建于20 世紀70年代中期,全套設備由國外進口,年設計生產Φ76 mm ~Φ219 mm×4 mm ~30 mm 的無縫鋼管和各種異形材異形管1.5 萬t,品種范圍包括: 碳鋼、合結鋼、不銹鋼、耐熱鋼、高溫合金、軸承鋼、有色金屬等等。但隨著設備的老化,生產鋼管的尺寸精度逐步下降,特別是擴孔偏心嚴重,造成尺寸精度不能滿足石油管的特殊需要。但熱擠壓以三向壓應力變形為主,金屬密實性好,組織均勻,特別在高合金、難變形鋼種和各種異型斷面管的生產方面具有特殊加工優勢,所以長城特鋼的擠壓機仍然發揮了較大的作用。
2 擠壓試驗
2.1 試驗材料
試驗用鋼L80-13Cr 石油管的成分是按API 5CT的標準進行設計的。L80-13Cr 鋼化學成分見表1。

表1 L80 -13Cr 鋼化學成分 wt%
2.2 試驗設備
采用Φ270 mm ×3000 mm 離心機澆鑄成空心管坯,經過內外表面機加工、平端面,以及檢查探傷合格后作為擠壓原料;而鍛坯則經過S325 長剝皮機進行剝皮、探傷合格后,分切、深孔鉆、端面加工,以及檢查合格后作為擠壓原料。實驗的主要設備為10 MN 的擴孔機和31.5 MN 擠壓機,鍛造坯料需經擴孔后再進行擠壓成型,而離心坯則只需經過擠壓機進行擠壓成型。
幾何尺寸的測量,外徑和壁厚均采用游標卡尺及壁厚測量儀進行檢測。
2.3 試驗方法
2.3.1 試驗主要參數
試驗采用4 支離心坯和9 支鍛坯,經過加工后在長城特鋼的3150 t 擠壓機上進行擠壓試驗。試驗主要參數見表2。

表2 試驗主要參數
2.3.2 試驗主要工藝路線
試驗用的4 支離心坯在新興鑄管公司的離心車間進行澆鑄成型,經加工后運到長城特鋼;而9 支鍛坯是在長鋼冶煉和鍛造車間制造,后在長城特鋼的擠壓車間剝皮。試驗主要工藝路線如下:
離心坯→環形爐預熱→感應爐加熱→潤滑→擠壓→空冷→切頭尾→尺寸測量。
鍛坯→環形爐預熱→感應爐加熱→潤滑→擴孔→感應爐加熱→潤滑→擠壓→空冷→切頭尾→尺寸測量。
2.3.3 測量位置和方法
先把擠壓管的頭部和尾部切除300 mm 長,然后在管端的四個方向等均分配并用筆做好標識,一個管端外徑要測量4 個值,壁厚要測8 個值,所有的數據匯總后取最大和最小值進行數據分析。
3 試驗結果及分析
3.1 外徑測量尺寸及公差
根據API 5CT 的標準要求,外徑公差為-0.5%~+1%。從離心坯和長鋼鍛坯擠壓鋼管的外徑測量值,可看出兩種管坯擠壓鋼管的外徑尺寸均存在偏大現象。離心坯擠壓鋼管頭部外徑測量值均完全滿足標準外徑公差的要求,尾部外徑測量值偏大,超出標準外徑公差范圍;而鍛坯擠壓鋼管的頭部、尾部外徑尺寸絕大部分都偏大,且超出標準外徑公差范圍。
3.1.1 離心坯擠壓鋼管外徑測量尺寸
試驗采用的離心坯經內外加工后直接擠壓成無縫鋼管,坯料尺寸為Φ258 mm/Φ135 mm×500 mm,外徑公差為±0.5 mm,使用擠壓模為Φ143.33 mm,芯棒為Φ127.63 mm,離心坯擠壓鋼管外徑測量值見表3。

表3 離心坯擠壓鋼管外徑測量值
3.1.2 鍛坯擠壓鋼管外徑測量尺寸
試驗采用的鍛坯先經過外剝皮、內鉆孔,還需經過擴孔后再擠壓成無縫鋼管,坯料尺寸為Φ255 mm/Φ65 mm×460 mm,擴孔后的實際外徑為Φ256 mm~Φ259 mm,使用擠壓模為Φ143. 33 mm,芯棒為Φ127.63 mm,鍛坯擠壓鋼管外徑測量值見表4。
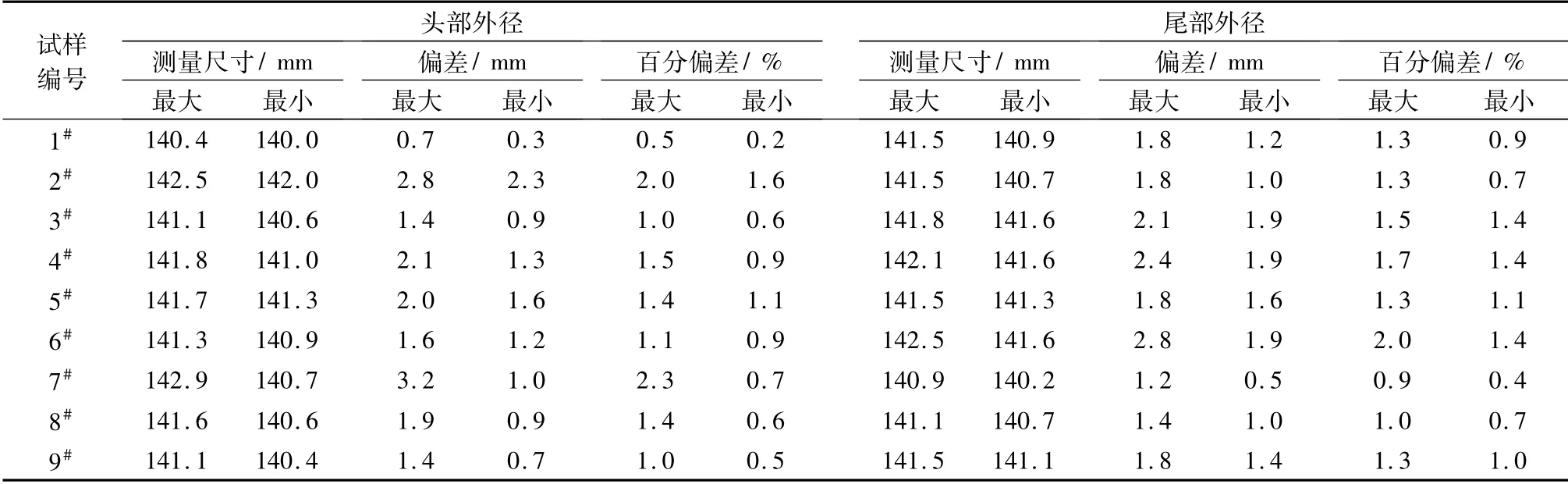
表4 鍛坯擠壓鋼管外徑測量值
3.2 壁厚測量尺寸及公差
根據API 5CT 的標準要求,壁厚公差只要求大于-12.5%,沒有要求上限,但要求對應的管子重量公差,即:該規格標準重量為22.82 kg/m,重量偏差-3.5% ~+6.5%。離心坯和鍛坯擠壓鋼管壁厚尺寸均滿足API 標準的要求,但尺寸普遍偏大。針對離心坯擠壓鋼管進行了單支稱重,每支鋼管的平均單重為22.7 kg/m ~23.7 kg/m,重量偏差-0.1%~+3.9%,滿足標準要求。離心坯擠壓鋼管實測重量數據見表5。
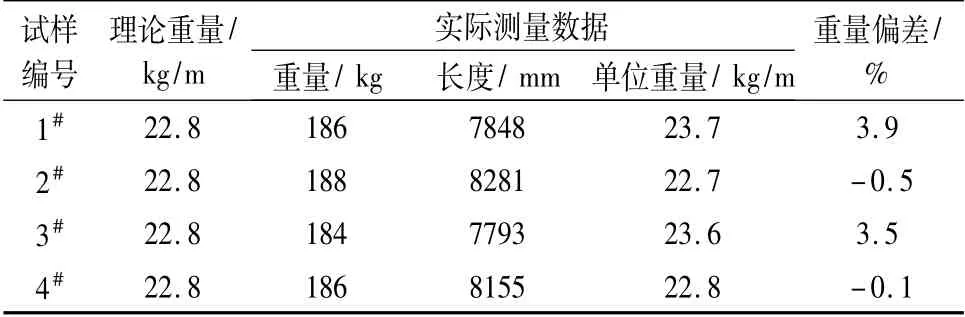
表5 離心坯擠壓鋼管實測重量值
3.2.1 離心坯擠壓鋼管壁厚測量尺寸
采用離心坯直接擠壓成無縫鋼管的試驗,坯料的內外徑是經過精加工的,壁厚公差只有±0.5 mm,擠壓后壁厚均勻性較好。離心坯擠壓鋼管壁厚測量值見表6。
3.2.2 鍛坯擠壓鋼管壁厚測量尺寸
采用鍛坯擠壓成無縫鋼管的試驗,由于要經過一道擴孔工藝,擴孔后的壁厚公差實為±1.5 mm,所以擠壓后壁厚均勻性較差。鍛坯擠壓鋼管壁厚測量值見表7。

表6 離心坯擠壓鋼管壁厚測量值
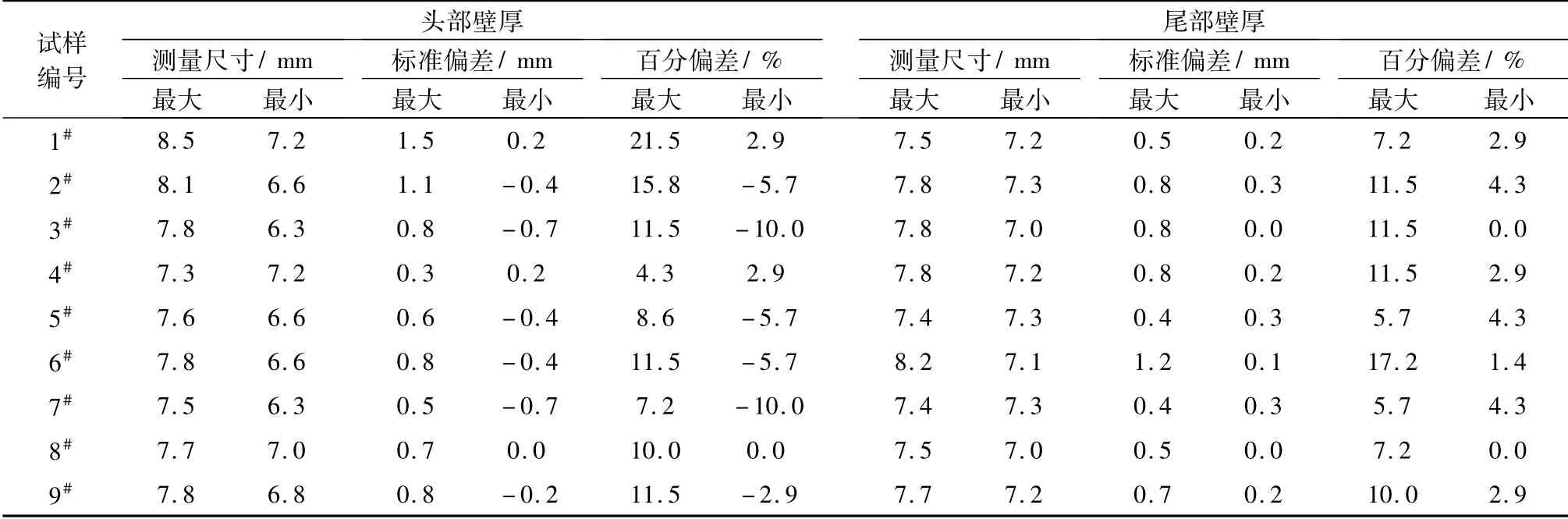
表7 鍛坯擠壓鋼管壁厚測量值
3.3 兩種工藝的試驗結果進行外徑不圓度及壁厚不均度對比
管體不圓度及壁厚不均度按下列公式計算[1]:
不圓度:
ε=[2(D最大-D最小) /(D最大+D最小)]×100%
壁厚不均度:
μ=[2( S最大-S最小) /( S最大+S最小) ]×100%
式中:D最大——最大外徑;
D最小——最小外徑;
D平均——表示為( D最大-D最小) /2;
ε%——百分不圓度;
S最大——最大壁厚;
S最小——最小壁厚;
S平均——表示為( S最大-S最小) /2;
μ%——百分壁厚不均度。
3.3.1 外徑不圓度的對比分析
由于API 標準中沒有明確具體的外徑不圓度,所以外徑不圓度是根據客戶的實際要求進行分析。客戶對外徑不圓度的要求為,同一橫截面上外徑的最大值與最小值差不超過0. 65% D( D 為公稱外徑) 。經測算,試驗管Φ139.7 mm ×6.98 mm 的外徑不圓度應小于0.9080 mm。
離心坯和鍛坯擠壓鋼管試樣的不圓度見表8、表9。

表8 離心坯擠壓鋼管不圓度
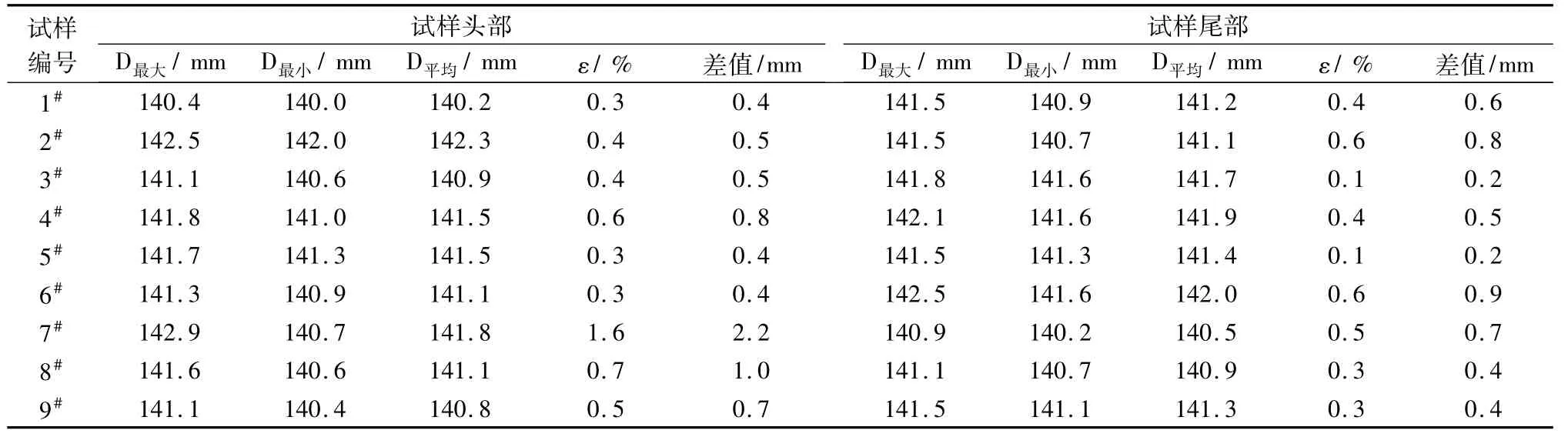
表9 鍛坯擠壓鋼管不圓度
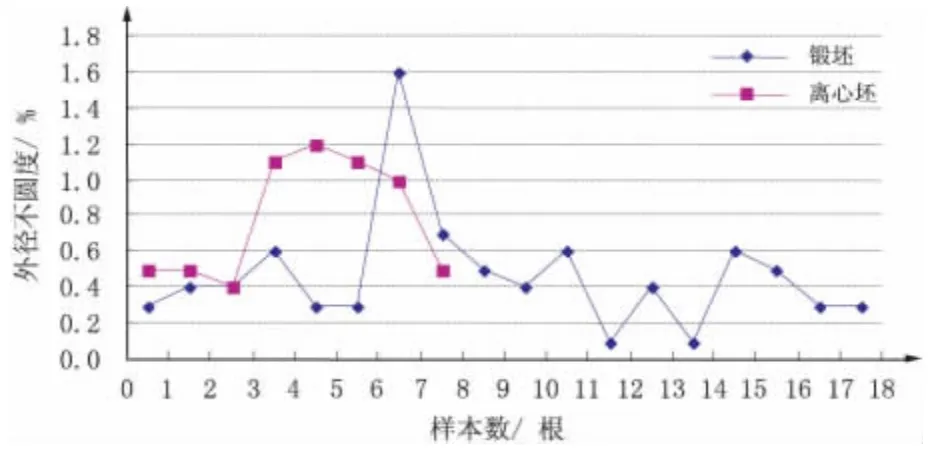
圖1 離心坯與鍛坯擠壓鋼管外徑不圓度波動對比
由表8、表9 數據可以看出,采用離心管坯擠壓工藝,鋼管頭部的最大不圓度1. 1%,最小不圓度0.4%; 鋼管尾部的平均外徑最大不圓度1.2%,最小不圓度0.5%;采用鍛造管坯擠壓工藝,鋼管頭部的最大不圓度1.6%,最小不圓度0.3%; 鋼管尾部的最大不圓度0.6%,最小值不圓度0.1%。根據數據分析可以看出,只有鍛坯擠壓管的尾部尺寸滿足客戶外徑不圓度的要求,其他的均不合格,分析認為外徑不圓度跟離心坯還是鍛坯擠壓工藝關系不大。原因是擠壓管的外徑主要受擠壓模的設計、玻璃粉的厚度和溫度影響更大[2]。離心坯與鍛坯擠壓鋼管外徑不圓度波動對比如圖1 所示。可以看出,離心坯和鍛坯擠壓管的波動基本一致。
3.3.2 壁厚不均勻的對比分析
由于API 標準中沒有明確具體的壁厚不均值,所以壁厚不均是根據客戶的實際要求進行分析。客戶對壁厚不均的要求為,同一橫截面上壁厚的最大值與最小值差不超過14%t( t 為公稱壁厚) 。經測算,試驗管Φ139.7 mm×6.98 mm 的壁厚不均度應小于0.9772 mm。
離心坯和鍛坯擠壓鋼管試樣的壁厚不均度見表10、表11。

表10 離心坯擠壓鋼管壁厚不均度
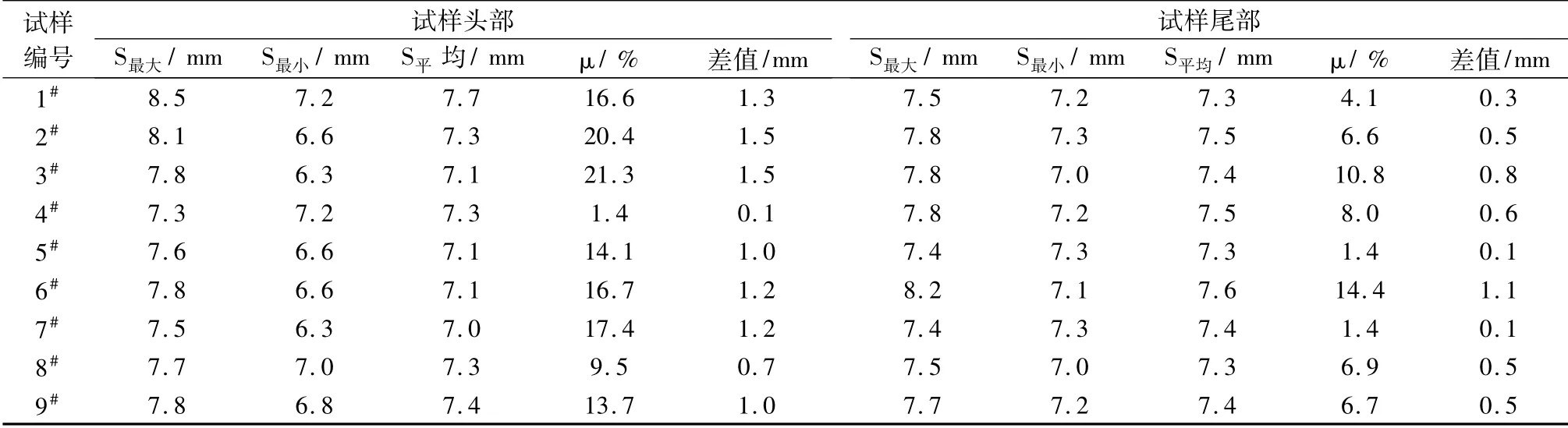
表11 鍛坯擠壓鋼管壁厚不均度
由表10、表11 的數據可以看出,采用離心管坯擠壓工藝,鋼管頭部的壁厚不均度最大值達11.3%,最小值5. 7%; 鋼管尾部壁厚不均度最大值達10.7%,最小值4.1%,頭尾均完全滿足客戶14%的要求;采用鍛造管坯擠壓工藝,鋼管頭部的壁厚不均度最大值達21.3%,最小值1.4%;鋼管尾部壁厚不均率最大值達14.4%,最小值1.4%,頭尾均超出客戶提出的要求,且不均度的波動比較大,差值高達19.9%。離心坯與鍛坯擠壓鋼管壁厚不均度對比如圖2 所示。
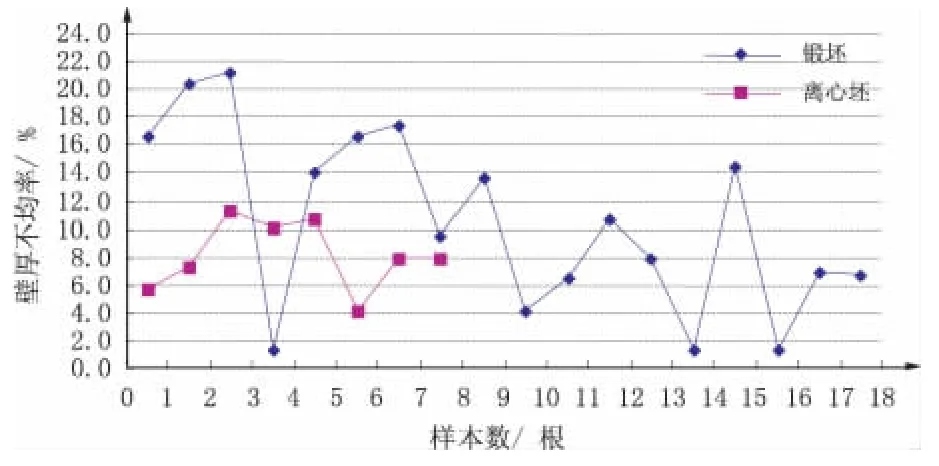
圖2 離心坯與鍛坯擠壓鋼管壁厚不均率波動對比
由圖2 可以看出,離心坯擠壓管的波動比較小,而鍛坯則比較大。
4 討論
雖然API 標準對L80 -13Cr 石油管的幾何尺寸精度要求不高,但由于客戶在長期使用過程中,特殊扣加工的需要,對管子的尺寸精度提出了更為嚴格的要求。從上述試驗結果及分析來看,采用離心坯生產L80 -13Cr 石油管,無論壁厚公差還是均勻程度均好于鍛坯擠壓管,這是由于采用離心坯工藝,其坯料加工尺寸精度高,又沒有受擴孔工序造成偏心的影響。而從外徑不圓度來看,兩種工藝波動基本一樣,均不能滿足客戶提出的0.65%D 的要求,說明兩種工藝對擠壓鋼管外徑的尺寸影響不大,更重要的是受擠壓模具設計、玻璃粉的潤滑條件和擠壓溫度的影響,且由于長城特鋼的擠壓設備已經嚴重老化,雖然經過多次改造,但設備的運行精度卻大大降低。因此若進一步改善外徑不圓度,需從提高工模具的制作精度入手,必要時對擠壓設備進行改造。
5 結語
采用離心坯擠壓工藝生產石油管能夠大大減小壁厚偏心度的問題,且在目前的裝備條件下,能夠較鍛坯擠壓工藝更好地滿足客戶的使用要求,但外徑不圓度的控制更重要的是跟擠壓模的設計,以及生產過程中玻璃粉的潤滑、擠壓溫度等因素有關,提高精度有待進一步研究改進。
[1]成海濤.無縫鋼管缺陷與預防[M]. 成都: 四川科學技術出版社,2007:3 -5.
[2]謝建新,劉靜安.金屬擠壓理論與技術[M].北京: 冶金工業出版社,2001:88 -92.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03