安鋼2#燒結機煙氣脫硫運行實踐
2014-12-22 06:20:18付朝云賀志國齊向紅
河南冶金 2014年2期
關鍵詞:煙氣
付朝云 賀志國 齊向紅
( 安陽鋼鐵股份有限公司)
0 前言
削減SO2排放量,減少SO2及顆粒物對環境的污染是近年國家節能減排和環境治理工作的重點。在鋼鐵企業各生產工序中,燒結工序排放的SO2占鋼鐵企業排放總量的70% ~90%。減少燒結工序SO2排放,對于減少鋼鐵工業SO2排放總量具有重要意義。為此,安鋼對2#燒結機進行煙氣脫硫處理,該項目于2012年8月完成調試工作,期間實現了與2#燒結機的同步生產,凈化后煙氣二氧化硫含量降低至 85 mg/Nm3,顆粒物含量降低至40 mg/Nm3,脫硫效率達到了≥93% 的性能要求。同時副產品硫酸銨品質滿足GB535 -1995 合格品品質要求,取得了較好的銷售業績,為2#燒結機煙氣SO2達標排放奠定了基礎。但在運行過程中也暴露出一定問題,如隨著原料結構優化,工況參數調整頻繁,燒結煙氣量波動范圍大,導致脫硫裝置煙氣處理負荷增加、流速加快,形成嚴重的溶液夾帶流失現象,影響裝置的平穩運行。
1 燒結機煙氣脫硫工藝流程
安鋼2#燒結機煙氣脫硫裝置采用氨—硫酸銨工藝,系統配置2 臺增壓風機與燒結主抽風機同步運行,設計處理煙氣量240 萬m3/h( 工況) 。2#燒結機脫硫工藝流程如圖1 所示。
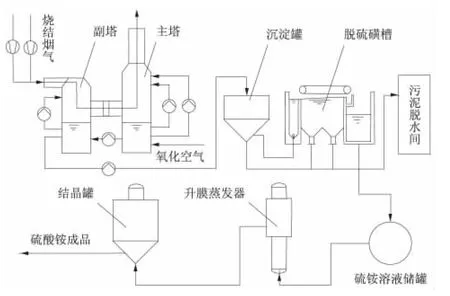
圖1 燒結機脫硫工藝流程
燒結機來的煙氣經XKD300X4/2 靜電除塵器除塵,2248AZ/1790 主抽風機抽出之后,再經脫硫增壓風機加壓進入脫硫副塔塔體頂部,煙氣經降溫增濕后通過噴淋層進入塔徑10 m 的脫硫副塔內,而后進入塔徑12.5 m 的主塔內與高度霧化的氨水進行反應,煙氣中 SO2被吸收生成亞硫酸銨( ( NH4)2SO3) ,亞硫酸銨溶液與噴入的富裕氨水一起自流至脫硫塔底部的集液池內,在一級、二級脫硫循環泵( 型號為LC400/560) 的作用下進行循環脫硫,提高亞硫酸銨( ( NH4)2SO3) 的百分含量,同時與氧化風機通入的空氣進行氧化反應,生成硫酸銨( ( NH4)2SO4) 。煙氣與脫硫液接觸、洗滌過程中,發生一系列化學反應。其反應式如下:
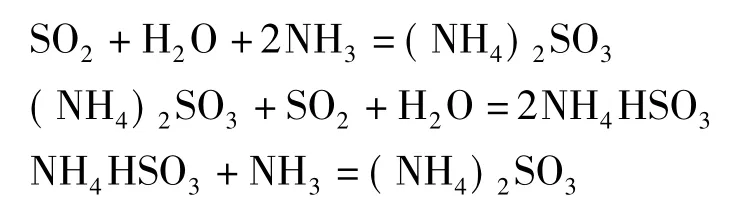
亞硫酸銨被鼓入的氧化空氣氧化成硫酸銨,其反應式為:
2( NH4)2SO3+O2=2( NH4)2SO4
當溶液濃度達到19%后,通過稀硫銨輸送泵將其送至副塔內,副塔循環泵泵入經霧化噴嘴霧化的硫酸銨溶液,再次充分接觸高溫原煙氣,進一步進行溶劑蒸發增濃,副塔容池內PH 值保持在4 ~5;通過調節氨水流量加以控制,當副塔內循環溶液的密度達到1.18 g/cm3時,開啟濃縮液輸送泵到沉淀罐。濃縮液進入沉淀罐沉淀7 h ~12 h 后,上部清液由輸送泵輸送至脫硫磺槽進行脫硫磺處理,過濾和脫硫磺后的清液經清液輸送泵到硫銨溶液儲罐。下部沉淀物由氣動隔膜泵輸送到板框壓濾機,壓榨后的污泥由汽車運至原料場。
硫銨溶液儲罐通過漿液泵把硫酸銨溶液送入到升膜蒸發器和結晶罐內實現固液分離,含有結晶體的過飽和溶液通過離心機進一步實現液固分離( 選出的晶體含水分<2%) ,經離心機脫水后的晶體由干燥機進一步干燥( 干燥后的硫酸銨含水分<0.2 %) ,成品硫酸銨由自動包裝機包裝入庫; 離心機分離出的母液溢流到母液罐內,依次反復循環,完成硫酸銨產品的回收。
2 燒結機煙氣脫硫存在問題及分析
2012年8月16日安鋼2#燒結機脫硫系統進行熱負荷調試,2012年10月23日順利通過省、市環保驗收。運行過程煙氣監測數據及副產品硫酸銨質量分析結果見表1、表2。
由表1、表2 可以看出,2#燒結機脫硫系統運行平穩,脫硫煙氣凈化值和硫酸銨副產品質量基本達到設計要求。通過一年多的運行,發現在脫硫系統中還存在一些問題:
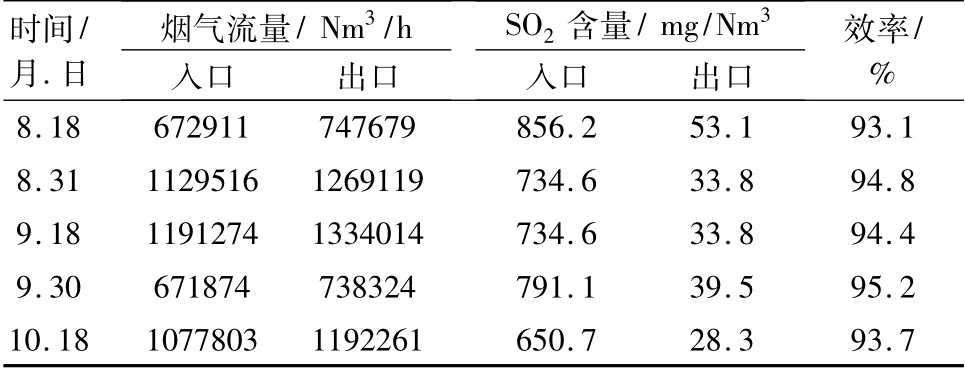
表1 2#燒結機煙氣脫硫進出口SO2 檢測情況
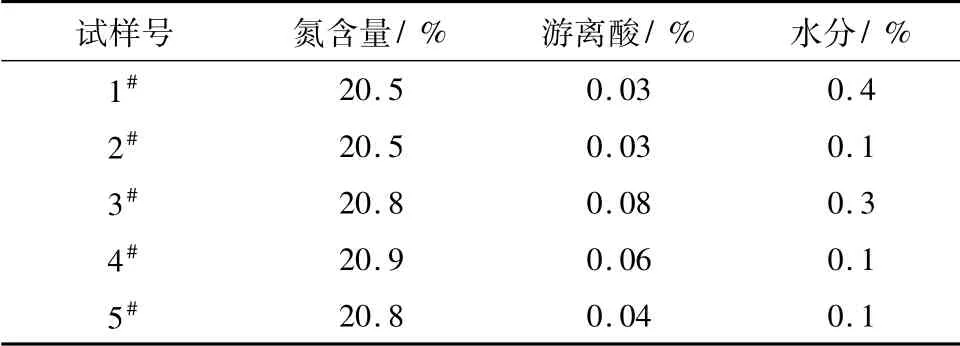
表2 燒結煙氣脫硫副產硫酸銨質檢分析報告
1) 由于燒結煙氣負荷增加,副塔出口煙道煙氣流速達到7.5 m/s,超出設計控制流速范圍,導致煙氣夾帶大量噴淋溶液液滴流出進入主塔。
2) 主塔、副塔系統液位失衡嚴重。生產高峰期統計副塔溶液損失量為70 m3/h,主塔溶液增加量為38 m3/h。為保障連續生產,操作中被迫采取加大稀硫銨溶液泵返送液體流量的方法加以緩解,但存在溶液成分變化快、濃度不均勻、氧化不充分的情況,影響吸收反應速率及硫銨制備原料溶液品質,增加吸收劑氨源消耗。
3) 由于副塔煙氣入口與出口夾角呈90 °設計,煙氣入塔后急速旋轉,夾帶液滴及泥塵在離心力作用下拋向外緣,造成立式除霧器迎風面一側邊緣結垢堵塞嚴重,通道受阻,煙氣流速繼續抬升,主副塔液位失衡現象進一步惡化,裝置無法連續運行。立式除霧器堵塞情況如圖2 所示。

圖2 立式除霧器堵塞情況
3 燒結機煙氣脫硫技術改造
為確保脫硫裝置的連續穩定運行,結合主塔、副塔及立式除霧器配置現狀,對系統進行了一系列優化改造工作。
3.1 立式除霧器漏隙填充
脫硫副塔后煙道立式除霧器為波紋板模塊拼裝填充設計,受結構組成及填充方式限制,模塊充盈度不足,通道截面漏隙率超過8%,尤其是除霧器頂端裝入口處,其門型設計方式導致該處除霧器模塊上沿與頂蓋空間高度達到300 mm,隨著煙氣氣流沖擊,模塊位移,上層空間形成短路現象,致使煙氣及夾帶液滴未經捕集分離直接帶出。通過在該處增加FRPP 材料制作成型的“擋帽”封堵頂部漏隙空間,同時定制非標波紋板填料模塊,填充除霧器迎風面填料與支撐桿間隙,增加填料充盈密度,直接降低漏隙率6%;為提高煙氣夾帶液滴經立式除霧器后的匯集導硫效率,防止捕集液槽引下困難,溶液溢流產生二次夾帶現象,沿立式除霧器橫向增加數根捕集液槽引下管,加大排液量。
3.2 立式除霧器主塔側積液管道改造
立式除霧器主塔側煙道底面為沿煙氣流向下傾式設計,并在主塔接口煙道底面設置溶液收集引流管,積液通過塔外導流裝置排入主塔。為此,通過改造塔外導流管,切斷入主塔溶液池通道,加裝DN200引流管,架橋跨接至副塔溶液池的措施,實現了煙氣夾帶溶液返送副塔的目的。在立式除霧器后臨近除霧器煙道底部,沿底面增加高度為200 mm 的擋液堰板,阻止立式除霧器迎風側液體在煙氣推力作用下,貼煙道底面帶入脫硫主塔。
3.3 副塔出口煙道增加擋液板
為了緩解副塔出口煙氣因急速轉向夾帶大量泥塵液滴堵塞除霧器的情況,結合運行階段實際堵塞位置及分布區間變化,補充一級分離措施,即在副塔出口煙道轉角外向1/2 幅面處,沿煙道縱向增加2組擋液板,其布置方式為交錯分布,實現煙氣出副塔后的碰撞捕集分離,防止了對立式除霧器模塊造成的直接沖擊堵塞。
4 運行效果
通過以上改進措施的實施及一年多的運行實踐表明,不僅有效地緩解了主、副塔液位失衡現象,而且延長了立式除霧器檢修周期,由初期的每月一次延長為每季度一次,實現了裝置的平穩運行。使2#脫硫裝置能夠較好的適應2#燒結機的工況變化和調整節奏。脫硫吸收劑的利用率得到較大提高,氨逃逸減少,降低了生產成本。同時,由于延長了亞硫酸銨氧化反應所需時間,優化了硫銨溶液成分組成,改善了硫銨成品品質。
5 結語
通過對安鋼2#燒結機脫硫系統存在的煙氣溶液夾帶,主、副塔液位不平衡,立式除霧器一側邊緣堵塞等問題原因逐一分析,進行了立式除霧器漏隙填充,立式除霧器主塔側積液管道改造以及副塔出口煙道增加擋板等系列優化工作,實現了脫硫系統穩定運行,副產品硫銨品質滿足了技術質量要求,對同行業煙氣氨-硫酸銨法脫硫生產具有借鑒意義。
[1]李繼蓮.煙氣脫硫實用技術.北京:中國電力出版社,2008:50-58.
[2]李博.氨法煙氣脫硫技術在南鋼360 m2燒結機上的應用. 燒結球團,2012,37(2) :67 -70.
[3]王維興.燒結煙氣脫硫脫銷技術點評. 長沙: 中國設備管理協會編.永清杯全國鋼鐵行業燒結煙氣脫硫脫銷技術交流會論文集,2012:116 -126.
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12