安鋼100t轉爐LF爐控制系統的改進
2014-12-22 06:20:20楊伏林王嵐瀟劉宇飛劉文平
河南冶金 2014年2期
關鍵詞:系統
楊伏林 王嵐瀟 劉宇飛 郭 穎 劉文平
( 安陽鋼鐵股份有限公司)
0 前言
第一煉軋廠100 t 轉爐LF 爐是轉爐工程配套的主要設備,工藝流程是轉爐出鋼結束后,將來至轉爐的鋼水經鋼包由天車吊運至LF 爐鋼包車上,接通鋼包底部氬氣吹氬,然后開車將鋼水送至LF 爐冶煉位,下電極送電加熱。在精煉過程中進行測溫取樣,根據分析結果,以適當的功率加熱,加入造渣劑和所需合金,主要功能是使鋼液溫度均勻,成份均勻、純凈,使得鋼液脫硫、脫氧,改變夾雜物形態和分布及準確控制合金元素,為后道工序提供高質量的鋼水。
1 LF 爐控制系統組成
1.1 控制系統基本結構
根據LF 爐生產的要求與工藝流程的特點,控制系統的配置使用PLC 控制系統,對參與聯鎖和控制的生產設備的工藝過程進行集中監控。從系統總體結構上,考慮以一體化的控制系統結構,構成一個功能分擔合理、層次清晰,集生產管理、過程控制為一體,安全、高效、開放的控制系統,為生產采用新工藝改造、新技術及提高勞動生產率等方面提供必要的基礎。設1 個集中控制室,內設1 臺工程師站HMI、1 臺操作員站HMI,負責硬件下載、軟件編制、完成人機界面的監控操作,通過畫面輸入有關工藝操作數據,向PLC 下達控制命令,另外,HMI 通過PLC 可采集生產過程中的各種檢測數據,并以數據文件及生產流程圖等形式在CRT 上顯示。
系統主要由兩臺PLC 控制,均為SIMENS S7 -400,構成PROFIBUS-DP 主從網絡結構;主PLC 完成電極調節、高壓系統功能,從PLC 完成加料稱量、液壓系統、鋼包車等功能,從PLC 的I/O 點數較多,設有一個擴展機架。交換機使用西門子產品OSM TP62,可以監視網絡狀態并可輸出報警。根據技術資料,含有50 個OSM 的以太環網,當冗余管理器檢測到兩側網絡斷線時,它重建網絡結構的時間不大于0.3 s;使用交換機的port7 和port8 兩個光纖口,連接成環網,同時把某一個OSM 設置為冗余管理器,實現了冗余控制。除了CPU 外,在主機架上還有CP443 通訊模塊,這個模塊的作用是負責與交換機的連接,從而實現與OPC 服務器之間的通訊[1],實現數據的交換。原網絡系統如圖1 所示。
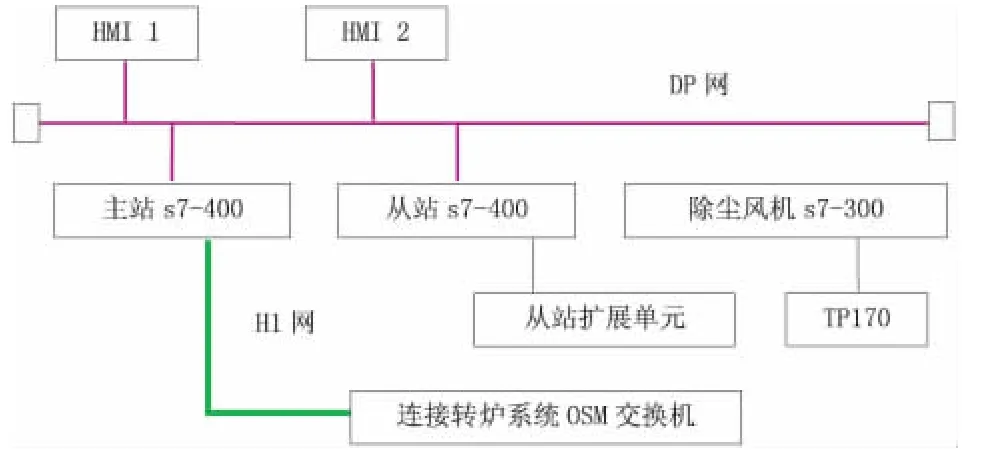
圖1 原通訊網絡系統示意圖
除塵風機由S7 -300PLC 單獨控制,帶一個操作面板TP170,沒有與LF 爐主PLC 進行通訊。
1.2 一級自動化系統主要功能描述
主站控制系統:完成電極調節及升降、高壓系統功能。
從站控制系統: 完成加料稱量、液壓系統、鋼包車、氬氣攪拌及儀表設備數據采集等功能。
除塵控制系統: 完成LF 爐煙氣除塵及高壓風機的數據檢測。
2 存在問題及分析
安鋼轉爐LF 爐于2004年6月投產,是100 t 轉爐工程的關鍵配套設施,當時為節約投資,公司采用低價中標,雖然自控系統技術先進,達到上世紀90年代國際先進水平,但有部分設計仍不合理,運行不平穩,另外,核心技術設備沒有在LF 爐上使用,不能很好的發揮LF 爐的作用。存在的主要問題有以下幾點:
2.1 電極控制精度低
原系統采用西門子S7PLC 通過PID 調節來控制電極的運動,控制方式為電流控制。電極控制的軟件功能簡單,不能完全滿足生產工藝要求,維護比較困難。根據現場了解的情況,煉鋼時電極波動大,控制精度不高,系統穩定性不夠,冶煉電耗較高。由于弧流控制精度低,響應時間晚,致使轉爐LF 爐電極消耗高( 噸鋼高0.1 kg,電極每噸10500 元) ,由于弧流控制的滯后性,還導致電極抖動,經常發生斷電極現象(月平均2 根) ,電耗偏高。其原因如下:
1) 冶煉電耗與電爐精煉爐( 弧阻控制) 相比明顯偏高,電爐LF 爐每分鐘電耗200 kW·h 左右,而轉爐LF 爐每分鐘電耗250 kW·h 左右,并且熱量不能被有效的吸收,電爐LF 爐每分鐘鋼水升溫在4 ℃~5℃,而轉爐LF 爐每分鐘鋼水升溫在3 ℃~4 ℃。正常情況下,電爐LF 爐每班可冶煉13 爐左右,而轉爐LF 爐每班可冶煉只有11 爐,不僅浪費電能( 每爐冶煉時間在13 min ~14 min,噸鋼高出5 kW·h ~6 kW·h) ,還影響生產節奏。
2) 針對轉爐LF 爐的高耗電情況,采用電爐LF爐進行冶煉,需啟動電爐除塵風機( 1400 kW) 。如果采用轉爐LF 爐,則利用轉爐二次除塵即可,所以又增加了動力電耗( 動力電耗噸鋼增加2 ℃左右) ,造成嚴重的電能浪費; 由于轉爐混鐵爐的除塵環保要求,在轉爐LF 爐不冶煉的情況下,也必須開轉爐LF 爐除塵風機,又造成電能浪費( 噸鋼1. 5 ℃左右) 。
3) 由于電爐LF 爐是電爐配套設備,距轉爐有80 m 遠,在轉爐鋼水吊運過程中,溫降達10 ℃,而轉爐LF 爐是專為轉爐配備,位于轉爐出鋼對面,天車吊運至轉爐LF 爐時溫降小,所以使用電爐LF 爐冶煉又會增加精煉電耗。
2.2 LF 爐除塵風機不能實時控制
LF 爐除塵風機控制系統屬獨立單元,沒有實現LF 爐整個系統的通訊,原轉爐LF 爐系統和除塵系統分別為兩套PLC,承擔各自功能,導致的后果是操作人員不能及時的調節風機轉速,爐前冶煉情況與風機的運行狀況不能很好的配合。本體與風機運行無通訊,無法建立數據聯系,導致風機在冶煉狀態全程高速,風機不能實時控制升降速,造成電能浪費,增加煉鋼成本。
2.3 鋼包底吹氬流量線性度差
原LF 爐底吹氬控制系統采用傳統的底吹流量PID 控制技術,它具有結構簡單、可靠、穩定等特點,但在生產過程中,由于被控對象的非線性、數學模型的不確定性及系統工作點的劇烈變化等因素,底吹氬系統在使用過程中經常出現流量變化大,線性度差的現象,不能有效克服負載、模型參數的大范圍變化及其非線性因素的影響,難以實現準確控制系統的要求。生產過程中遇到的具體問題如下:
1) 使用工程整定的參數,在一定流量要求時控制效果較好,但在另一流量要求下效果變差。
2) 工況變化時無法適應。例如換鋼種( 造渣要求不同) 、換包( 鋼包尺寸變化) 、透氣磚厚度與疏密程度的變化等,即使是很小的差異,對控制系統來說,其參數是有很大的改變,導致控制效果差異很大。
3) 抗干擾能力比較差。例如氬氣壓力的變化、傳感器受到外界溫度和電磁干擾等引起的誤差等等,對系統來說,控制參數是一成不變的,因此對于不同的干擾不能快速有效的響應。
3 改進措施
3.1 更新電極調節控制系統
對電極調節的控制的改造主要是新增一套基于人工神經元網絡技術( ANN) 的智能調節器,此智能調節器結合了神經元網絡技術與PID 控制的優點,智能調節器系統軟件由系統軟件、開發工具及應用軟件構成。智能調節器中神經元網絡調節包括ANN 爐況仿真器和ANN 調節器,所謂ANN 仿真,就是用ANN 來模擬實際的LF 爐的動態響應,即根據時間片N 的輸入信號和LF 爐的輸出( 時間片N+1 的爐況) 來訓練ANN,使得ANN 的輸出逼近LF爐的需要輸出。對大量樣本的分析得出LF 爐的特性,從而在控制過程中可以提前預測控制信號對LF爐的控制效果,控制器根據ANN 仿真器的預測信息來優化控制信號及控制參數( 權值) 。具體實施如下:
1) 增加電極調節控制系統。根據現場電氣控制室內控制柜的布局增設一臺電極調節控制柜,保留原電極控制柜,原電極控制柜不但控制電極升降,而且還控制爐體高壓系統,原系統即采集了電極控制信號點,又采集了高壓系統信號、變壓器保護信號。目前只是改造電極控制系統,若廢除原系統電極控制柜,高壓系統就無法控制。電極控制系統的現場信號電纜都進到原系統電極控制柜內,為了現場減少施工量,降低重新敷設電纜成本,保證系統的完好性,有必要保留原系統電極控制柜,以新增系統與原系統之間通過數據通訊的方式傳送現場控制信號,即簡單又保證了系統的完整性,不增加額外的工作和成本。
2) 增加變壓器副邊電流采集線圈。原系統是從高壓系統一次側電流互感器采集一次電流,經過PLC 程序轉換成副邊電流信號,這樣的電流信號不能真實反應電流有效值,給電極控制帶來不穩定性。采用英國生產的ROCOIL 的羅氏線圈直接從變壓器副邊采集電流信號,可以真實反應煉鋼時電流畸變情況下電流有效值。
3) 增加二次電壓匹配箱。在變壓器旁安裝一臺二次電壓匹配箱,用于二次電壓的濾波、檢測及二次大電流檢測信號的轉接。
4) 通訊。為了從原系統獲得電極控制系統的信號,在原電極控制系統和新系統之間建立數據通訊,通訊方式采用工業以太網。改進后的轉爐LF爐通訊控制系統示意圖如圖2 所示。
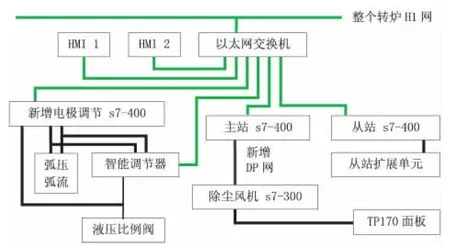
圖2 改進后的通訊網絡示意圖
5) HMI 操作畫面完善。原系統HMI 畫面軟件采用的是WINCC5.1 版,為了與原系統保持一致性,在原有的HMI 畫面系統上增加新系統控制參數及狀態顯示畫面。如顯示實際二次電壓、電流;顯示設定二次電壓、電流;顯示實際阻抗計算值;顯示設定阻抗計算值;顯示有功、無功、功率因數及電耗等參數。
3.2 改進除塵風機控制系統
使用工控網絡PROFIBUS - DP 將二者的PLC控制系統建立連接,使風機操作工了解LF 爐生產信息。原來主PLC 為西門子S7 -400,型號414 -2DP,主控室有兩臺工控機進行操作;風機房PLC 為S7 -300,將此作為從站,所以需要添加接口通訊板,模板型號CP342 -5。硬件建立后就可以通過軟件編程實現豐富的應用功能,即可以一方面在風機房控制界面上顯示精煉爐信息,同時可以對LF 爐主控室畫面進行改進,在LF 爐主控室完成風機的直接操作。優化步驟如下:
1) 硬件連接。敷設通訊電纜,兩邊安裝DP 接頭,連接好終端電阻兩邊都需要打至“ON”位置。
2) 精煉爐主PLC 側硬件配置。首先要在項目中添加風機房PLC 站,從風機S7 項目中將整個風機S7 -300 站全部復制過來,然后打開硬件配置,增加DP 從站,存儲區暫定為DI/DO 各四個字節,AI/AO 各8 個字節。DP 地址設定為21。
3) 風機房從站PLC 硬件配置。打開風機S7 -300 硬件配置,增加模板CP342 -5,網絡連接為同一條PROFIBUS - DP 網絡,板子工作模式為slave[2],地址為21,與步驟2) 主站中設定地址值保持一致。
4) 程序修改。在主從PLC 內增加存儲區域,用于保存信息的發送接收,根據工藝,需要的信息主要有“A 車工作位”、“B 車工作位”、“沒有鋼包車在位”、“有車而且爐蓋已壓下”、“正在送電”、“送電已超過2000 度”六個數字量點。完成上述6 個爐況信息發送及讀取風機轉速等信息,可以定義風機的操作,主要有啟動、停止、升速、降速操作等。
3.3 優化底吹氬控制系統
1) 根據模糊PID 的原理,在PLC 程序中編制一個模糊控制功能塊。LF 爐項目中的CPU 采用西門子公司的CPU414 -2DP,編程語言采用STEP7 V5.2版。該編程工具提供了豐富的功能塊,包括PID 控制功能塊FB41 等,可以直接調用,這樣就為模糊控制算法的實現提供了很好的工具。程序編制的思路是采用分段條件跳轉語句,以傳統PID 控制器的參數為基礎,進行模糊處理,得到相應的P、I 參數的變化值△P、△I,并與傳統原始PID 參數值相加,然后送到功能塊FB41 中作為控制量來實現調節功能。在底吹氬控制系統程序中編制了一個專用的模糊控制功能塊FB100 來實現模糊控制器的功能,并且為這個功能塊配置一個背景數據塊DB100,可以實現相關數值的初始化,同時存儲量化因子及目標底吹流量、反饋底吹流量等參數。整個模糊控制器的功能由三個功能塊FC100、FC101、FC102 來完成。
2) 通過分析底吹氬的現有工作過程,為不同時期的特定目的而采用恒壓變流量操作,去獲得好的“環流”攪拌效果,將整個底吹氬過程根據不同時期的目的分為三段:①加合金微調攪拌時,氬氣流量為高速;②加熱提溫時為中高速;③軟吹除雜為低速弱攪拌;根據爐況與冶煉的步驟要求,這三個步驟由操作者確定時間和流量后即交付控制系統自動控制。
3) 增加底吹氬的操作情況的約束條件,在考慮LF 爐底吹氬的控制方案時一定要把這些因素考慮進去:①開始啟動吹氬時,必須使出口壓力足以吹開透氣磚,并在開吹后能及時將出口壓力迅速減小至略大于鋼水的靜壓力,防止鋼水過氧化,使正常底吹氬順利進行。②由于LF 爐底氬吹過程是一個較為復雜、有一定慣性和滯后、具有非線性、分布參數和時變性的系統,因此,要求在系統受到干擾時,仍能夠保證吹入精煉爐的氬氣量恒定,即要有較強的魯棒性,同時還要滿足精煉時氬氣流量能隨工藝的要求快速、準確地得到調整。
4 改進效果
4.1 電極調節控制系統穩定性
新系統有兩套控制系統,一套是基于人工神經元網絡技術的智能調節系統,一套是常規的PLC 電極調節系統,正常情況下,使用智能調節器系統控制電極系統,智能調節器故障時,電極升降PLC( 熱備) 調節器自動替代智能調節器進行電極升降控制,保障正常生產,同時用于離散量的檢測。
4.2 能源介質消耗
風機控制實現按實時生產情況需要調節轉速,提高風機的控制精度,減少電能浪費,降低了工人的勞動強度。電極智能調節器結合了神經元網絡技術與PID 控制的優點,使電弧控制更加穩定,從而降低了冶煉電耗、電極消耗。
4.3 底吹氬動態特性
底吹氬通過PLC 程序來實現的模糊PID 控制,對模糊規則進行了簡化,流量控制系統能更快速的趨于穩定,而且超調值也大大縮小,抗干擾能力強,包括鋼包透氣磚好壞、氬氣壓力變化、鋼水渣面層厚度變化等。使用效果達到工藝要求,使終點鋼水溫度偏差減少,縮短了加熱周期,提高了生產效率,鋼包中氬氣弱攪拌使得合金收得率提高,更加體現了吹氬合金微調功能,為進一步提高鋼水質量打下基礎。
5 結語
轉爐LF 爐在使用過程中的缺點主要是相比電爐LF 爐能耗較高。通過改進,系統運行比較穩定,降低了動力電耗、精煉電耗、工序能耗、電極消耗,保證了工序的通暢和銜接。另外對電極調節阻抗控制的實現、DP 通訊、網絡數據收發技術、底吹氬控制的優化程序等在同行業中具有極大的推廣和應用價值。
[1]廖常初主編. 西門子工業通信網絡組態編程與故障診斷. 北京:機械工業出版社,2009:388 -402.
[2]廖常初主編.S7 -300/400PLC 應用技術.北京: 機械工業出版社,2005:310 -320.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32